| Please note the author is not a lawyer and this is not legal advice. |
1. Introduction: The May 2026 Regulatory Paradigm Shift
Signed on April 29, 2026, and officially published in the Federal Register on May 6 and May 8, 2026, the Bureau of Alcohol, Tobacco, Firearms, and Explosives (ATF) advanced a landmark suite of regulatory reforms, initiating the most comprehensive proposed modernization and rollback of federal firearms regulations in the agency’s history. Promulgated as a coordinated package of 34 proposed and final rules, the May 2026 reforms mark a definitive departure from the prior administration’s aggressive “zero-tolerance” enforcement posture.1 While some elements are final rules, several of the most consequential changes are currently Notices of Proposed Rulemaking (NPRMs) undergoing public comment until specific deadlines in early August 2026, such as August 4 for the EIB rule and August 6 for the willfulness and dual-use import rules.4 This new framework consciously pivots toward administrative clarity, burden reduction for Federal Firearms Licensees (FFLs), and the strict alignment of regulatory text with prevailing statutory language and United States Supreme Court jurisprudence.2
The extensive regulatory package is divided into specialized administrative modules, categorized internally by the ATF as Repeal, Modernize, Reduce Burden, Clarify, and Align.3 This is not a single, isolated policy update; rather, it is a holistic restructuring that affects nearly every facet of federal firearms compliance.7 The package encompasses the unwinding of the highly litigated 2023 stabilizing brace rule, the removal of bump-stock language from the machine gun definition following the Supreme Court’s ruling in Garland v. Cargill, the loosening of Form 20 requirements for the interstate transport of National Firearms Act (NFA) items, and the allowance of joint NFA registration for spouses without the necessity of establishing a legal trust.2
However, among the most consequential interventions for the daily operations of the firearms industry are three specific proposed actions: the rescission of the 2024 “engaged in the business” (EIB) presumptions, the formal codification of the Bryan v. United States standard for “willful” violations, and the easing of import restrictions on dual-use frames, receivers, and barrels under 18 U.S.C. § 925(d)(3).2
This report provides an exhaustive legal and practical analysis of these intersecting regulatory frameworks. Specifically, it assesses how the synthesis of the revised “engaged in the business” threshold under the Bipartisan Safer Communities Act (BSCA) and the redefined standard of “willful” administrative violations fundamentally alters the compliance risk matrix for independent gunsmiths and hobbyist builders.8 Furthermore, it delivers a granular analysis of the expanded 18 U.S.C. § 922(r) regulations concerning the domestic assembly of imported dual-use components, culminating in a definitive compliance roadmap for custom Kalashnikov builders who rely on foreign parts kits.11
2. The Jurisprudential Realignment of Mens Rea: Defining “Willful” Violations
For decades, a central friction point between the commercial firearms industry and federal regulators has been the interpretation of 18 U.S.C. § 923(e), which authorizes the Attorney General, acting through the ATF Director, to revoke a federal firearms license if a licensee has “willfully” violated any provision of the Gun Control Act (GCA) or its implementing regulations.14 The lack of a clear, codified definition of “willfully” within the administrative regulations created an environment ripe for jurisdictional disparities and regulatory overreach.4
2.1 The Retreat from “Zero-Tolerance” and the Plain Indifference Standard
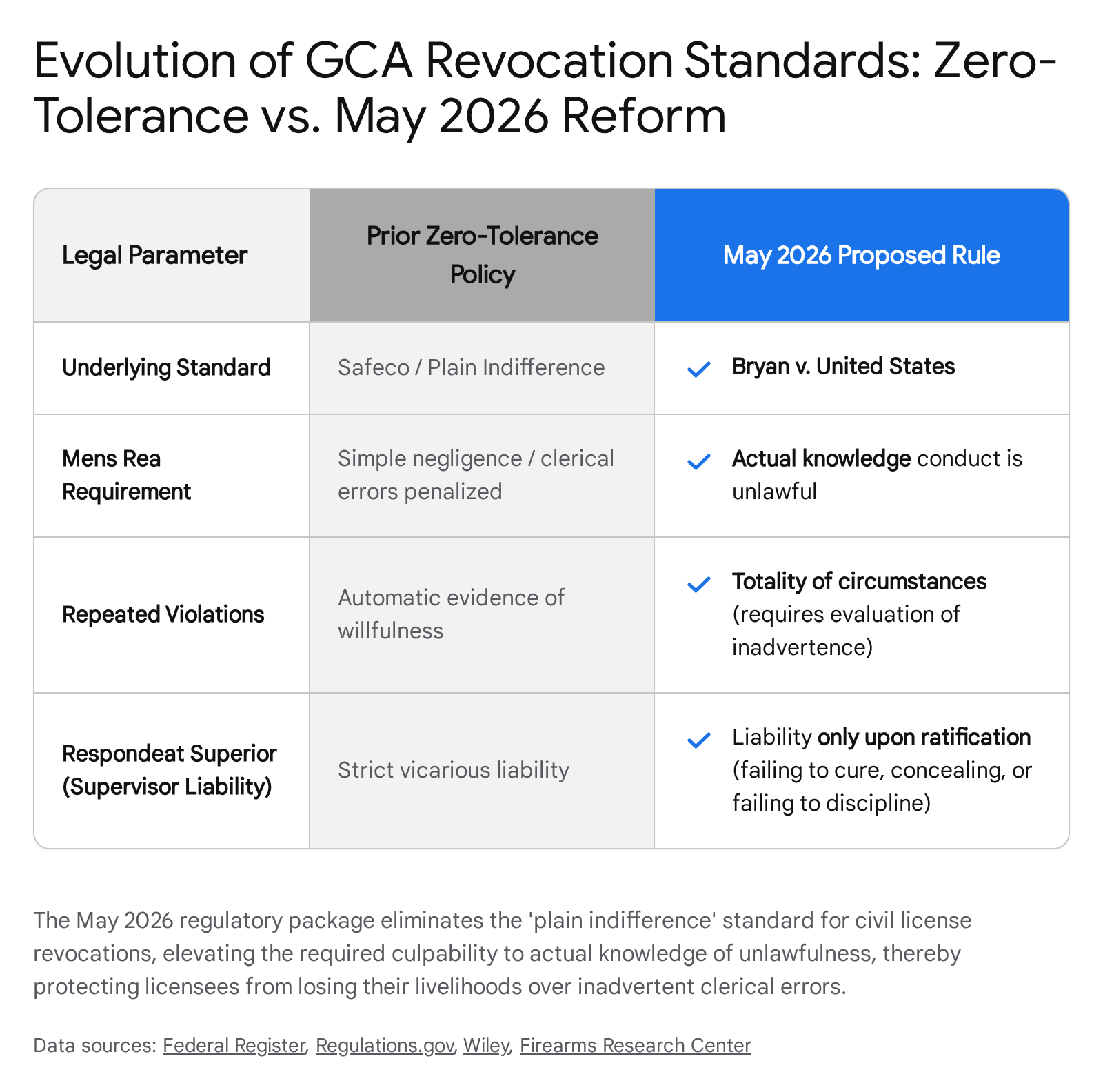
Historically, the absence of a statutory definition for “willfully” within the GCA led to a patchwork of circuit court interpretations that frequently disadvantaged the licensee.4 During the “zero-tolerance” enforcement era, the federal government aggressively argued in civil license revocation proceedings that unintentional violations, clerical errors, or actions amounting to simple negligence could be classified as “willful” if the licensee demonstrated a “plain indifference” to their regulatory obligations.4 Relying tangentially on civil precedents such as Safeco Insurance Company of America v. Burr, at least nine circuit courts historically held that civil license revocations required significantly less culpability than criminal violations.4 Six of those circuits concluded that the civil standard required merely “deliberate, knowing, or reckless” conduct, effectively diluting the mens rea requirement to penalize inadvertent paperwork anomalies.4
The May 2026 Notice of Proposed Rulemaking (NPRM), identified by RIN 1140-AA88, repudiates this diluted standard.4 By formally amending 27 CFR § 478.73, the ATF aligns its administrative revocation standard directly with the criminal mens rea standard established by the Supreme Court in Bryan v. United States (1998), recognizing that standard rules of statutory construction require the same word to share the same meaning in both civil and criminal applications of the statute.2 In Bryan, the Court established that to prove a “willful” violation of the GCA, the government must demonstrate that the defendant acted with knowledge that their conduct was unlawful.2 A “knowing” violation, which requires only proof of knowledge of the facts constituting the offense, is insufficient for a willful designation.4 Under the newly proposed definition, a licensee acts “willfully” in the administrative context only when they intentionally and purposely engage in conduct that the law forbids, acting with the actual knowledge that their conduct violates legal obligations.14 Unintentional violations, or those occurring through sheer inadvertence or administrative fatigue, no longer meet the threshold for license revocation.4
2.2 Codifying Nuance: Repeated Violations, Willful Blindness, and Respondeat Superior
The proposed rule introduces vital nuances to prevent administrative overreach while maintaining robust enforcement capabilities against genuinely illicit actors.4 First, it clarifies that repeated violations do not inherently constitute “willfulness”.4 During the zero-tolerance era, an auditor finding the same clerical omission across multiple Form 4473s would automatically classify the repetition as plain indifference. The May 2026 rule mandates that decision-makers must evaluate the “totality of the circumstances,” explicitly considering whether a repetitive error stems from a systemic but inadvertent clerical mistake rather than a deliberate evasion of the law.4 Under the new standard, investigators must carefully evaluate whether the repetitions are a product of inadvertent, honest mistakes or deliberate disregard.4
Second, to prevent licensees from weaponizing ignorance as a shield, the rule codifies the traditional doctrine of “willful blindness”.4 Paragraph (c)(2) of the proposed rule establishes that a licensee cannot escape liability by deliberately avoiding knowledge of a regulatory obligation.4 If an individual takes affirmative steps to avoid learning about a law governing their commercial activity, they satisfy the “willful” mens rea threshold.4
Third, the ATF has significantly reformed the application of respondeat superior (supervisor-employee liability) within the firearms regulatory space.4 Under the traditional common law application, a business entity could face strict vicarious liability, resulting in license revocation, for the rogue actions of a low-level employee.4 The May 2026 NPRM limits supervisory liability exclusively to actions that the licensee ratifies.4 A responsible person or supervisor is deemed to have acted willfully only if they possess actual knowledge of a subordinate’s unlawful conduct and subsequently fail to cure it, actively conceal the violation, or fail to take appropriate disciplinary action against the offending employee.4 This structural reform creates a powerful incentive for FFLs to implement rigorous internal compliance, auditing, and self-reporting mechanisms without the persistent fear of automatic corporate decapitation due to an isolated employee’s misconduct.4
3. Dismantling Administrative Overreach: The “Engaged in the Business” Revisions
Operating in tandem with the redefined willfulness standard is the ATF’s proposal to formally rescind the highly controversial 2024 final rule defining what it means to be “engaged in the business” (EIB) as a dealer in firearms at wholesale or retail.8
3.1 The BSCA Statutory Baseline vs. Administrative Presumptions
The Gun Control Act fundamentally mandates that any person “engaged in the business” of dealing in firearms must possess a valid Federal Firearms License.16 For decades, the statutory definition required that a person deal firearms “with the principal objective of livelihood and profit.” In 2022, Congress passed the Bipartisan Safer Communities Act (BSCA), which subtly but consequentially altered this statutory definition.8 The BSCA removed the “livelihood” requirement, lowering the threshold to encompass individuals who buy and sell firearms to “predominantly earn a profit”.5
In April 2024, the ATF capitalized on this statutory adjustment to promulgate an expansive administrative rule.17 The stated goal of the 2024 rule was to move the United States as close to universal background checks as administratively possible without further congressional legislation.18 The agency achieved this by introducing a complex series of “rebuttable presumptions” into 27 CFR § 478.13.5 Under that framework, selling even a single firearm under certain specific conditions, or repeatedly liquidating identical or newly manufactured firearms, automatically triggered a legal presumption that an individual was acting as an unlicensed dealer.5 Individuals were then forced to provide specific rebuttal evidence to prove they were not engaged in the business, effectively shifting the burden of proof onto the citizen.5
The May 2026 NPRM (RIN 1140-AB01) proposes to systematically dismantle this 2024 administrative architecture.9 The ATF openly acknowledged in the Federal Register that the presumptive metrics failed to produce the anticipated real-world outcomes in terms of FFL applications, administrative licensing actions, civil forfeitures, or other actionable enforcement metrics.8 Consequently, the ATF proposes formally rescinding paragraphs (b) through (h) of the EIB regulation in 27 CFR § 478.13, stripping away the itemized presumptions, the exhaustive lists of prohibited conduct, and the complex rebuttal evidence structures, while relocating the refined statutory definition of “predominantly earn a profit” to § 478.11.5
The ATF noted in its regulatory analysis that this return to the statutory baseline provides qualitative benefits by reducing public confusion and mitigating concerns about the perceived risk of over-enforcement, while acknowledging the potential cost that some individuals who should be licensed may remain unlicensed.17 If finalized, the agency will return the regulatory text to strictly mirror the statutory language passed by Congress in the BSCA, ensuring that whether a person is a dealer is once again a highly fact-specific inquiry devoid of automatic administrative trapdoors.2
3.2 The Preservation of the “Personal Collection” Safe Harbor
Crucially, while the ATF proposes deleting the aggressive presumptions and rescinding subsection (1) of the “personal collection” definition, the 2026 NPRM explicitly retains subsection (2), which defines “licensee personal collections” under 18 U.S.C. 921(a)(21)(C).5 The ATF recognized that retaining this specific subsection is vital because it clearly and informatively sets out the actions licensees can take to distinguish a personal firearm from a business inventory firearm.5 This aspect of the definition provides profound clarity, allowing licensed individuals to lawfully liquidate personal assets without intermingling them with FFL-bound operations, thereby insulating their private property from commercial auditing constraints.16
4. The Intersecting Risk Matrix: Independent Gunsmiths and Hobbyist Builders
When the protective Bryan willfulness standard is overlaid onto the rescinded EIB presumptions, the federal compliance risk matrix for specialized actors in the firearms space—specifically independent gunsmiths and private hobbyist builders—shifts dramatically. However, this federal deregulation is increasingly offset by aggressive state-level legislative action, creating a dangerous bimodal risk environment for the unwary operator.
4.1 Scenario A: The Independent Licensed Gunsmith
Under federal law, a person who devotes time, attention, and labor to engaging in the business of engraving, customizing, refinishing, or repairing firearms is legally classified as a “gunsmith”.20 Gunsmiths are explicitly categorized as dealers under 18 U.S.C. 921(a)(11) and (21), and these independent operators are therefore required to possess and maintain a Type 01 Federal Firearms License.20
For the licensed gunsmith, if finalized, the ATF’s May 2026 package would significantly de-risk daily administrative operations. Gunsmiths frequently manage complex, dual inventories: firearms checked in for commercial repair—which must be strictly entered into the FFL’s Acquisition and Disposition (A&D) bound book—and their own personal firearms.5 The workflow of a busy machine shop often leads to clerical friction. Under the previous zero-tolerance policy, if a gunsmith made a logging error—such as failing to log a repaired firearm out of the A&D book within the strict statutory timeframe before returning it to a customer, or making an illegible entry—the ATF could cite it as a “willful” violation indicative of “plain indifference”.4 Such findings regularly resulted in license revocation.4
Under the proposed 2026 framework, the intersection of the clear “personal collection” definitions and the Bryan standard provides an impenetrable shield against administrative destruction over minor errors.4Inadvertent paperwork anomalies or technical noncompliance resulting from the high volume of machine shop intake do not meet the Bryan threshold, because they lack the requisite actual knowledge of unlawfulness.2The government must now prove intentional falsification or deliberate illegal transfers to revoke the gunsmith’s license, securing the operator’s livelihood against the weaponization of clerical mistakes.4
4.2 Scenario B: The Hobbyist Builder and Private Collection Liquidator
For the hobbyist builder who occasionally liquidates pieces of a privately manufactured collection to fund future projects, the May 2026 reforms would offer substantial federal relief. Under the 2024 EIB regime, selling newly assembled firearms—even if strictly to refine a personal collection—carried the acute risk of triggering a rebuttable presumption that the hobbyist was dealing without a license.5 By returning to the fact-specific, statutory definition of “predominantly earn a profit” and proposing the removal of the presumptive conduct lists, the ATF aims to remove the automatic trapdoors that threatened to turn hobbyists into federal felons.8
Furthermore, even if a hobbyist miscalculates their volume of sales and unwittingly crosses the threshold of “engaging in the business,” the new Bryan standard acts as a secondary federal shield.4To pursue severe administrative or criminal penalties for dealing without a license, the government must prove the hobbyist acted with actual knowledge that their specific pattern of liquidation violated federal law, rather than merely demonstrating regulatory ignorance or simple negligence.4
4.3 The State-Level Paradox: The Bimodal Risk Matrix
While the federal regulatory matrix is slated to soften considerably for private builders and liquidators, hobbyists operating in restrictive jurisdictions face severe localized risks. The ATF’s proposed withdrawal from aggressive EIB enforcement is being rapidly backfilled by state legislatures advancing localized prohibitions on the manufacture and possession of un-serialized firearms, colloquially known as “ghost guns”.21
Michigan provides the most critical case study of this bimodal risk. In June 2025, the Michigan Senate passed Senate Bill 331 and Senate Bill 332, sweeping legislation that is currently pending in the House Committee on Government Operations and aims to fundamentally criminalize the hobbyist builder’s workflow.25 SB 331 categorizes frames and receivers, whether finished or unfinished, as “ghost gun precursors”.22 The legislation explicitly prohibits the unlicensed manufacture of more than five firearms annually.23 Furthermore, it strictly prohibits the use of 3D printers and CNC milling machines for unlicensed firearm manufacturing, requiring any individual legally building a firearm to imprint a valid serial number and notify the Michigan State Police within ten days of production.27
Under the tie-barred SB 332, possessing an un-serialized completed or unfinished frame or receiver 18 months after the bill’s effective date would become a Class E felony against public safety, punishable by up to five years in state prison.26 The legislation proposes a narrow 90-day grace period for individuals moving into the state to comply with the serialization requirements.23 Notably, the bills exempt transactions involving law enforcement agencies and transfers to federally licensed gunsmiths or manufacturers authorized to serialize firearms, funneling compliance through commercial FFLs.23
This creates a perilous divergence. If enacted, a Michigan hobbyist builder liquidating a small collection of four custom-built, un-serialized Kalashnikovs would be fully insulated from federal FFL requirements under the proposed 2026 ATF EIB reforms and the Bryan willfulness standard, yet simultaneously face the risk of being guilty of multiple state-level felonies under SB 331 and SB 332.8
To illustrate this divergence, consider the following bimodal compliance risk profile contrasting Federal enforcement risk under the proposed May 2026 standard against State enforcement risk under Michigan SB 331/332 (measured conceptually from Low to High risk):
| Operational Scenario | Federal FFL Enforcement Risk (May 2026 Standard) | State Enforcement Risk (Michigan SB 331/332) |
| Occasional sale of serialized private collection | Low (Protected by BSCA safe harbor and removal of EIB presumptions) 8 | Low (Serialized firearms would be exempt from ghost gun penalties) 26 |
| Manufacturing 6 un-serialized AKs for personal use | Low (Personal use does not trigger “predominantly earn a profit”) 8 | High (Would violate the 5-gun annual limit and serial number mandate; Class E Felony) 23 |
| Licensed Gunsmith making an inadvertent A&D bound book error | Low (Protected by the Bryan actual knowledge standard; no revocation) 4 | Low (State legislation would exempt federally licensed gunsmiths from serialization penalties during repair transfers) 23 |
| Unlicensed systemic retail dealing of un-serialized builds | High (Violates basic GCA tenets regardless of presumption removal) 17 | High (Would violate both dealing and serialization mandates) 26 |
This dichotomy requires modern firearms builders to exercise acute jurisdictional awareness, as federal compliance no longer guarantees immunity from severe state-level prosecution.22
5. Modernization of Import Regulations: Dual-Use Frames and Receivers
Beyond domestic compliance and enforcement, the ATF’s May 2026 package addresses long-standing supply chain friction for firearms manufacturers and importers by proposing to formally expand the scope of permissible imports under the Gun Control Act.10
5.1 Overruling the 2005 Open Letter and Origin-Based Restrictions
Under 18 U.S.C. § 925(d)(3), the importation of firearms into the United States is generally restricted to those models that the Attorney General determines are “generally recognized as particularly suitable for or readily adaptable to sporting purposes”.12 For nearly two decades, the ATF governed the importation of dual-use components via a highly restrictive November 2005 Open Letter that applied specifically to barrels.11 The 2005 guidance improperly made sporting determinations based on the specific historical firearm the barrel originated from, rather than evaluating its ability to be incorporated into a lawful sporting configuration.29 If the barrel was stripped from an un-importable military surplus or NFA-regulated machine gun overseas, the ATF routinely denied the import permit, irrespective of its potential future application in a civilian sporting build.29
The May 2026 NPRM (RIN 1140-AA96) proposes to formally codify ATF Ruling 2025-1 (which modernized this framework for barrels) and, crucially, extends the exact same deregulatory analysis to frames and receivers for the first time.6 The ATF acknowledges in the proposed rule that modern firearms technology has progressed significantly over the past 20 years, becoming inherently modular.11 This modularity allows the exact same frame, receiver, or barrel to be utilized in both sporting and non-sporting firearm configurations.12 Consequently, dual-use components now represent a vastly larger segment of the global market than they did when the restrictive 2005 guidance was issued.11
5.2 The “Sporting Configuration at Import” Standard and Economic Impact
Under the proposed amendments to 27 CFR Part 478 (specifically § 478.39 and § 478.112), Type 08 FFL Importers would be able to lawfully import frames, receivers, or barrels—regardless of whether they were previously configured on non-sporting, military surplus, or NFA firearms—provided that an “identified firearm sporting configuration” exists for that component at the time of importation.10
This is a profoundly deregulatory action that removes significant costs and burdens on the regulated industry.12 It opens expansive new foreign sourcing channels for the 1,666 federally licensed importers, allowing them to acquire highly durable military-grade components that were previously embargoed.12 Furthermore, it dramatically reduces acquisition costs for the exactly 21,499 Type 07 manufacturers who rely on imported components for domestic assembly.12 By disentangling the physical part from its historical military origins, the ATF ensures that raw materials for domestic manufacturing are no longer bottlenecked by arbitrary associations.12
6. The 18 U.S.C. § 922(r) Compliance Roadmap: Assembly Dynamics for Custom Kalashnikov Builders
While the proposed May 2026 rule would allow dual-use components to enter the domestic market, it does not exempt the assembly of those components from statutory domestic manufacturing constraints. The proposed rule explicitly clarifies that once a dual-use frame, receiver, or barrel is lawfully imported, it may be used to assemble a sporting, non-sporting, or NFA firearm only if the domestic assembly of that firearm complies strictly with 18 U.S.C. § 922(r) and the NFA, as applicable.10
6.1 The Legal Mechanics of 922(r) and the “Magic Number 10”
Section 922(r) of Title 18 exists to close a specific statutory loophole regarding domestic manufacturing.12 If 18 U.S.C. § 925(d)(3) makes it unlawful to import a fully assembled non-sporting rifle (such as a standard Kalashnikov AK-47 variant with a pistol grip and high-capacity magazine), Section 922(r) makes it unlawful to bypass that import restriction by importing the gun in demilitarized pieces and assembling the exact same non-sporting rifle domestically.12 It prevents the foreign disassembly, importation of parts, and subsequent domestic reassembly of non-sporting firearms.12
Compliance with 18 U.S.C. § 922(r) is governed by the regulations found in 27 CFR § 478.39.32 The ATF has established a specific, exhaustive list of 20 recognizable components of a firearm.13 To lawfully assemble a semiautomatic rifle or shotgun from imported parts, the finished, fully assembled firearm must contain no more than 10 imported parts from that specific list of 20.13 It is critical to note that the statute does not mandate a minimum number of US-made parts; it establishes a strict ceiling of 10 foreign parts.34
6.2 The Kalashnikov Parts Count and Replacement Strategy
Custom Kalashnikov (AK-47/AKM) builders rely heavily on imported “parts kits”—demilitarized foreign rifles that have had their original receivers torch-cut or crushed to comply with import laws, but which retain all other functional components.33 Because the proposed May 2026 rule would allow the importation of intact dual-use receivers and barrels stripped from these military rifles, a builder could source almost an entire original rifle.12 However, compliance is not achieved by simply pinning the parts together.
A standard stamped AK-47 does not utilize all 20 parts on the ATF’s regulatory list. By its mechanical design, a standard AK-47 lacks a barrel extension, lacks an operating rod (as the gas piston is permanently attached to the bolt carrier), lacks a separate trigger housing, and lacks a sear separate from the trigger/disconnector.13 Therefore, a fully imported, assembled AK-47 contains exactly 16 parts from the 922(r) list.33
To reach the legal threshold of no more than 10 imported parts, the Kalashnikov builder must systematically replace exactly six foreign parts with United States-made equivalents.33 This requires a deliberate, engineered compliance strategy.
The following matrix details the 20 regulated components under 27 CFR § 478.39, their applicability to a standard stamped AK-47, and the industry-standard substitution strategy to achieve compliance:
| 27 CFR § 478.39 Regulated Component | Present on Standard Stamped AK-47? | Recommended Compliance Action |
| 1. Frames, receivers, castings, forgings | Yes (1) | Retain Imported Dual-Use (per May 2026 rule) 12 |
| 2. Barrels | Yes (2) | Retain Imported Dual-Use (per May 2026 rule) 12 |
| 3. Barrel extensions | No | N/A 33 |
| 4. Mounting blocks (trunnions) | Yes (3) | Retain Imported 33 |
| 5. Muzzle attachments | Yes (4) | Retain Imported (or replace for aesthetics) 33 |
| 6. Bolts | Yes (5) | Retain Imported 33 |
| 7. Bolt carriers | Yes (6) | Retain Imported 33 |
| 8. Operating rods | No | N/A 33 |
| 9. Gas pistons | Yes (7) | Retain Imported 33 |
| 10. Trigger housings | No | N/A 33 |
| 11. Triggers | Yes (8) | Replace with US-Made (Swap 1 of 6) 33 |
| 12. Hammers | Yes (9) | Replace with US-Made (Swap 2 of 6) 33 |
| 13. Sears | No | N/A 33 |
| 14. Disconnectors | Yes (10) | Replace with US-Made (Swap 3 of 6) 33 |
| 15. Buttstocks | Yes (11) | Replace with US-Made (Swap 4 of 6) 33 |
| 16. Pistol grips | Yes (12) | Replace with US-Made (Swap 5 of 6) 33 |
| 17. Forearms, handguards | Yes (13) | Replace with US-Made (Swap 6 of 6) 33 |
| 18. Magazine bodies | Yes (14) | Retain Imported (Avoid the Magazine Trap) 34 |
| 19. Followers | Yes (15) | Retain Imported (Avoid the Magazine Trap) 34 |
| 20. Floorplates | Yes (16) | Retain Imported (Avoid the Magazine Trap) 34 |
As detailed in the matrix, the industry standard and most cost-effective method to eliminate three foreign parts is the complete replacement of the internal Fire Control Group (FCG). By installing a US-made trigger, hammer, and disconnector, the builder reduces the foreign parts count from 16 to 13.33
Replacing the rifle’s external foreign “furniture” is the next logical and legally sound step. Installing a US-made buttstock, pistol grip, and handguard eliminates three additional foreign parts.33 It is critical for builders to note that while an AK-47 has both an upper and lower handguard, the ATF counts them together as a single compliance part.35 Combined with the FCG swap, the builder has eliminated six foreign parts, bringing the imported count to exactly 10, thus achieving strict 922(r) compliance while still utilizing the highly desirable imported dual-use receiver, barrel, trunnion, bolt, and bolt carrier.33
6.3 The Magazine Trap: A Critical Vulnerability
A severe, often overlooked legal hazard exists for builders regarding the rifle’s magazine. Under 27 CFR § 478.39, a single magazine does not count as one part; it represents three distinct, regulated components: the magazine body, the follower, and the floorplate.13
If a builder attempts to achieve compliance by swapping out the gas piston, muzzle device, and utilizing a US-made magazine to account for three parts, the rifle is 922(r) compliant only while that specific US-made magazine is physically inserted into the magazine well.34 If the builder, or any subsequent purchaser of the rifle, removes the US-made magazine and inserts a standard surplus foreign steel magazine (such as a Romanian or Bulgarian surplus mag), the rifle instantly gains three imported parts.34 In that moment, the foreign parts count jumps from 10 to 13.34 This immediately renders the assembly of the firearm a violation of 18 U.S.C. § 922(r), carrying the potential for severe federal penalties.34
To mitigate this risk entirely, expert builders utilizing imported dual-use receivers and barrels under the proposed May 2026 rule must rely exclusively on internal mechanical parts (the FCG) and fixed external furniture for their six US-made substitutions.33 By isolating 922(r) compliance from the interchangeable geometry of magazines, the builder ensures the rifle remains federally compliant regardless of what magazine the end-user inserts.33
7. Strategic Synthesis and Future Outlook
The ATF’s May 2026 regulatory reform package proposes to fundamentally recalibrate the relationship between the federal government and the commercial firearms industry. By seeking to systematically dismantle the prior administration’s administrative expansions—most notably the “engaged in the business” presumptions—and tether enforcement strictly to statutory text and Supreme Court precedent, the ATF aims to significantly reduce the ambient legal friction for compliant operators.2
For Federal Firearms Licensees, particularly independent gunsmiths, the formal integration of the Bryan actual knowledge standard into the civil revocation process provides vital economic security.4The persistent specter of losing a licensed business over inadvertent A&D bound book logging errors has been neutralized.4It would be replaced by a logical standard that reserves the ultimate administrative penalty of license revocation for those who exhibit actual knowledge of unlawful conduct and actively ratify it.10
Simultaneously, the dismantling of the presumptive “engaged in the business” metrics restores a protective barrier around the private hobbyist and the individual collector liquidating private assets.8 However, this federal retreat is occurring precisely as restrictive states accelerate their own regulatory architectures. As evidenced by Michigan’s pending SB 331 and SB 332, the aggressive state-level efforts to criminalize un-serialized “ghost gun” precursors ensures that the nexus of legal peril for independent builders is shifting definitively from Washington D.C. to state capitals.22
Finally, the modernization of dual-use importation rules represents a major logistical and financial victory for the domestic manufacturing base.12By discarding the outdated, origin-based restrictions of the 2005 Open Letter, the ATF has synchronized its import regime with the physical reality of modern, modular firearms technology.11Importers and custom Kalashnikov builders would be able to leverage deep global supply chains for high-quality military frames, receivers, and barrels, provided they execute disciplined, well-documented 922(r) compliance strategies during final domestic assembly.12
This holistic regulatory realignment suggests a durable, legally defensible environment where federal enforcement targets deliberate trafficking and criminal enterprise, rather than penalizing the clerical and mechanical margins of the lawful firearms industry.
Please share the link on Facebook, Forums, with colleagues, etc. Your support is much appreciated and if you have any feedback, please email us in**@*********ps.com. If you’d like to request a report or order a reprint, please click here for the corresponding page to open in new tab.
Sources Used
- What’s New | ATF, accessed June 26, 2026, https://www.atf.gov/news/whats-new
- ATF Announces Historic Firearms Regulatory Reform Package Emphasizing Modernization and Burden Reduction – Wiley Rein, accessed June 26, 2026, https://www.wiley.law/alert-ATF-Announces-Historic-Firearms-Regulatory-Reform-Package-Emphasizing-Modernization-and-Burden-Reduction
- ATF’s New Era of Reform, accessed June 26, 2026, https://www.atf.gov/rules-and-regulations/atf-launches-new-era-reform
- Defining “Willfully” for Firearms Violations – Federal Register, accessed June 26, 2026, https://www.federalregister.gov/documents/2026/05/08/2026-09159/defining-willfully-for-firearms-violations
- Revising Regulations Defining “Engaged in the Business” as a Dealer in Firearms, accessed June 26, 2026, https://www.federalregister.gov/documents/2026/05/06/2026-08919/revising-regulations-defining-engaged-in-the-business-as-a-dealer-in-firearms
- ATF publishes regulatory actions to modernize and streamline firearms, ammunition, and defense trade | DLA Piper, accessed June 26, 2026, https://www.dlapiper.com/insights/publications/2026/06/atf-publishes-regulatory-actions-to-modernize-and-streamline-firearms-ammunition-and-defense-trade
- DOJ/ATF Announce A New Director & Welcome Changes – FFLGuard, accessed June 26, 2026, https://www.fflguard.com/doj-atf-announce-a-new-director-welcome-changes/
- Repeal | ATF, accessed June 26, 2026, https://www.atf.gov/rules-and-regulations/atf-launches-new-era-reform/repeal
- Regulatory Update: ATF Poised to Publish Landmark Regulatory Reform Package for Firearms and Ammunition Controls – University of Wyoming, accessed June 26, 2026, https://firearmsresearchcenter.org/forum/regulatory-update-atf-poised-to-publish-landmark-regulatory-reform-package-for-firearms-and-ammunition-controls/
- Clarify – ATF, accessed June 26, 2026, https://www.atf.gov/rules-and-regulations/atf-launches-new-era-reform/clarify
- ATF Moves to Ease Import Restrictions on Dual-Use Frames, Receivers, and Barrels, accessed June 26, 2026, https://www.wiley.law/alert-ATF-Moves-to-Ease-Import-Restrictions-on-Dual-Use-Frames-Receivers-and-Barrels
- Importing Dual-Use Frames, Receivers, or Barrels – Federal Register, accessed June 26, 2026, https://www.federalregister.gov/documents/2026/05/08/2026-09163/importing-dual-use-frames-receivers-or-barrels
- 922r Compliance Explained: Rules for Imported Firearms – Lynx Defense, accessed June 26, 2026, https://lynxdefense.com/922r-compliance/
- What Does “Willfully” Mean in Federal Firearms Law? – University of Wyoming, accessed June 26, 2026, https://firearmsresearchcenter.org/forum/what-does-willfully-mean-in-federal-firearms-law/
- Comment on FR Doc # 2026-09159 – Regulations.gov, accessed June 26, 2026, https://www.regulations.gov/comment/ATF-2026-0265-0007
- Final Rule: Definition of “Engaged in the Business” as a Dealer in Firearms | ATF, accessed June 26, 2026, https://www.atf.gov/rules-and-regulations/final-rule-definition-engaged-business-a-dealer-firearms
- Regulations Defining Engaged in the Business as a Dealer in Firearms, accessed June 26, 2026, https://www.regulations.gov/document/ATF-2026-0074-0001
- ATF Publishes Details of Major Gun Rule Rollbacks | The Reload, accessed June 26, 2026, https://thereload.com/atf-publishes-details-of-major-gun-rule-rollbacks/
- Revising Regulations Defining “Engaged in the Business” as a Dealer in Firearms (RIN 1140-AB01) | ATF, accessed June 26, 2026, https://www.atf.gov/rules-and-regulations/rulemaking-notices/revising-regulations-defining-engaged-business-a-dealer-firearms-rin-1140-ab01
- Firearms Questions and Answers – ATF, accessed June 26, 2026, https://www.atf.gov/firearms/questions-and-answers?page=5
- Michigan State Gun Laws and Regulations Explained – NRA-ILA, accessed June 26, 2026, https://www.nraila.org/gun-laws/state-gun-laws/michigan/
- How Are States Responding to VanDerStok? – Duke Center for Firearms Law, accessed June 26, 2026, https://firearmslaw.duke.edu/2025/08/how-are-states-responding-to-vanderstok
- FIREARM PARTS; REQUIRE SERIAL NUMBER S.B. 331 & 332 – Michigan Legislature, accessed June 26, 2026, https://legislature.mi.gov/documents/2025-2026/billanalysis/Senate/pdf/2025-SFA-0331-U.pdf
- Gun Law Trendwatch: States Are Tackling Ghost Guns & Other DIY Firearms | GIFFORDS, accessed June 26, 2026, https://giffords.org/analysis/gun-law-trendwatch-states-are-tackling-ghost-guns-other-diy-firearms/
- Bill tracking in Michigan – SB 331 (2025-2026 legislative session) – FastDemocracy, accessed June 26, 2026, https://fastdemocracy.com/bill-search/mi/2025-2026/bills/MIB00026936/
- FIREARM PARTS; REQUIRE SERIAL NUMBER S.B. 331 & 332 – Michigan Legislature, accessed June 26, 2026, https://www.legislature.mi.gov/documents/2025-2026/billanalysis/Senate/pdf/2025-SFA-0331-F.pdf
- Senate – Bill – Michigan Legislature, accessed June 26, 2026, https://www.legislature.mi.gov/documents/2025-2026/billanalysis/Senate/htm/2025-SFA-0331-F.htm
- senate bill no. 331 – Michigan Legislature, accessed June 26, 2026, https://legislature.mi.gov/documents/2025-2026/billintroduced/Senate/htm/2025-SIB-0331.htm
- ATF Ruling 2025-1 : Importing Dual-Use Barrels, accessed June 26, 2026, https://www.atf.gov/media/19181/download
- Importing Dual-Use Frames, Receivers, or Barrels – Regulations.gov, accessed June 26, 2026, https://www.regulations.gov/docket/ATF-2026-0070
- ATF Allows Importation of Dual-Use Firearm Barrels, Irrespective of Previous Status or Configuration – Wiley Law, accessed June 26, 2026, https://www.wiley.law/alert-ATF-Allows-Importation-of-Dual-Use-Firearm-Barrels-Irrespective-of-Previous-Status-or-Configuration
- Understanding 922r Compliance – Gun University, accessed June 26, 2026, https://gununiversity.com/922r-compliance/
- 922r compliance question : r/ak47 – Reddit, accessed June 26, 2026, https://www.reddit.com/r/ak47/comments/1kd4xb/922r_compliance_question/
- 922r Compliance: How to Comply in 2 Easy Steps, accessed June 26, 2026, https://www.pewpewtactical.com/922r-compliance/
- No Plans for Prison? Staying 922r Compliant – The Shooter’s Log, accessed June 26, 2026, https://blog.cheaperthandirt.com/922r-compliant/