
Executive Summary
The modern defense industrial base is currently navigating a pivotal transition in supply chain logistics and manufacturing methodologies. Driven by the necessity for strategic agility in asymmetrical conflict zones and the inherent vulnerability of highly globalized, centralized supply lines, defense contractors and tier-2 manufacturers are increasingly integrating additive manufacturing technologies into the production of small arms components and tactical hardware. This strategic pivot has precipitated a critical material science evaluation: the comparative viability of three-dimensional printed carbon-fiber-reinforced polyamides versus traditional high-pressure injection-molded glass-fiber-reinforced polyamides.
This comprehensive analytical intelligence report investigates “The Polymer Paradox”—the phenomenon wherein additive manufacturing polymers offer unprecedented supply chain resilience, extreme weight reduction, and rapid point-of-need prototyping capabilities, yet simultaneously exhibit masked operational vulnerabilities in thermodynamic stability, inter-laminar sheer strength, and long-term viscoelastic creep resistance when compared directly to their legacy injection-molded counterparts.
Through exhaustive analysis of mechanical baselines, environmental degradation mechanisms, chemical resistance profiles in tactical environments, and logistical macroeconomics, this report provides a definitive framework for C-suite executives and defense engineers. The aggregated data strongly indicates that while injection-molded PA66-GF30 remains the undisputed standard for high-static-load, long-term operational firearm furniture, Selective Laser Sintering PA12-CF and Fused Deposition Modeling PA6-CF present highly viable, cost-effective solutions for distributed manufacturing. However, these additive technologies can only be successfully deployed if their specific anisotropic limitations, susceptibility to hygroscopic plasticization, and rapid thermal deflection parameters are rigorously engineered into the lifecycle of the component. The organizations that will dominate the next decade of defense procurement are those that master hybrid supply chains, leveraging injection molding for the mass-produced core and deploying additive manufacturing for agile, decentralized tactical superiority.
1.0 The Geopolitical Imperative for Additive Manufacturing in Defense
The paradigm of small arms manufacturing has historically relied upon massive economies of scale, centralized production facilities, and robust but deeply inflexible supply chains. Traditional manufacturing of polymeric firearm furniture, which encompasses lower receivers, pistol grips, forward handguards, and buttstocks, has been exclusively dominated by injection molding techniques. This subtractive-to-molding pipeline necessitates massive initial capital expenditure for the creation of hardened steel tooling, protracted lead times for mold iteration and design finalization, and centralized production hubs that have proven to be highly vulnerable to geopolitical disruptions, trade restrictions, and logistical bottlenecks.
In recent global operational theaters, the fundamental fragility of these extended supply chains has been laid bare. The requirement to rapidly deploy, dynamically adapt, and repair military hardware at the point of need has catalyzed a rapid acceleration in the adoption of distributed manufacturing models. Additive manufacturing allows expeditionary forces and defense contractors to transmit digital computer-aided design files across secure networks and physically produce functional components in theater or at localized tier-2 facilities within hours, effectively bypassing months of procurement delay and international shipping logistics.1
The urgency of this transition was explicitly highlighted during the COVID-19 pandemic, which exposed severe dependencies on overseas manufacturing hubs. For instance, at the height of the crisis, the disruption of specific regional hubs drastically reduced the export of critical protective and medical equipment by overwhelming margins.3 This vulnerability extends directly into the defense industrial base. The Defense Advanced Research Projects Agency has explicitly backed initiatives such as the SURGE project to accelerate the qualification of additively manufactured parts, noting that distributed manufacturing is essential for point-of-need production during times of surge demand.4 Similarly, regional initiatives like Project DIAMOnD have utilized federal grant funding to establish the world’s largest distributed manufacturing network, purposefully designed to improve local manufacturers’ agility and resiliency against global disruptions like severe aluminum shortages.1
The practical application of this technology in active conflict zones further underscores its strategic value. In Ukraine, military medical units faced critical shortages of tactical medical kits, specifically tourniquets. The inability of traditional supply chains to scale rapidly forced the procurement of highly inferior, mass-produced foreign alternatives that ultimately suffered catastrophic failure rates in the field.3 The deployment of open-source, 3D-printable medical hardware, while fraught with quality control challenges, demonstrated the absolute necessity for on-demand production at the echelon level to decrease supply chain dependence. Furthermore, in asymmetrical conflicts such as Myanmar, insurgent forces have heavily leveraged additive manufacturing to produce the FCG-09, a firearm designed specifically to bypass traditional manufacturing constraints and international arms regulations.5 These localized production capabilities completely decouple the end-user from global logistical vulnerabilities.
However, the shift from traditional high-pressure injection molding to additive manufacturing is not merely a lateral change in the fabrication mechanism; it represents a fundamental, often misunderstood shift in the core material science of the end product. Small arms components are subjected to extreme operational stresses, including high-impact recoil impulses, drastic thermal cycling from sustained automatic fire, prolonged ultraviolet radiation exposure in desert environments, and immersion in caustic chemical solvents for maintenance. The materials utilized must possess exceptional yield strength, impact toughness, and dimensional stability. Consequently, the defense industry is intensely focused on evaluating advanced engineering filaments and powders to determine if they can genuinely replace legacy materials.
2.0 Material Science: Unpacking the Polymer Paradox
To accurately forecast the operational performance and failure thresholds of polymeric firearm furniture, it is absolutely essential to dissect the polymer matrices and their reinforcing agents at both the molecular and microstructural levels. The foundational concept of the “Polymer Paradox” describes the counterintuitive reality observed by field engineers: while carbon-fiber-reinforced additively manufactured parts often feel significantly stiffer in the hand and exhibit a higher specific strength-to-weight ratio than standard unfilled plastics, the underlying thermal and mechanical properties of the additive polymer matrix frequently fall severely short of the brute-force durability achieved by high-density, glass-filled injection molding.
2.1 Base Polymer Matrices: The Chemistry of Polyamides
The foundational thermoplastic matrix of the composite entirely dictates the material’s baseline thermal resistance, inherent flexibility, and critical susceptibility to ambient moisture. Polyamides, colloquially known as nylons, are semi-crystalline engineering thermoplastics characterized by the regular presence of amide linkages along the polymer backbone. The specific distance between these amide linkages fundamentally alters the behavior of the plastic.
Polyamide 66 is the undisputed industry standard for traditional injection-molded firearm components. Manufacturers rely heavily on this formulation for pistol frames, rifle stocks, and magazine bodies. Polyamide 66 features a highly ordered, tightly packed crystalline structure due to the highly symmetrical hydrogen bonding between parallel polymer chains. This dense molecular packing results in a high melting point, typically ranging between 255 and 265 degrees Celsius, excellent raw rigidity, and superior high-temperature performance capabilities.6 The primary vulnerability of Polyamide 66 is its hygroscopic nature; the frequent spacing of polar amide groups readily attracts and binds with atmospheric water molecules.
Polyamide 6 is currently one of the most frequently utilized base polymers in Fused Deposition Modeling, serving as the matrix for popular high-strength filaments. It possesses a molecular structure with six carbon atoms per repeating unit. Polyamide 6 offers excellent impact resistance, remarkable toughness, and high fatigue strength.8 However, it suffers from severe dimensional instability and a high propensity for thermal warping during the printing process due to uneven cooling rates and rapid crystallization.10 Furthermore, Polyamide 6 has an extremely high moisture absorption rate, capable of absorbing up to 3 percent of its total volume in water, which acts as a powerful plasticizer that drastically alters its mechanical properties.11
Polyamide 12 has emerged as the premier matrix for Selective Laser Sintering powder bed fusion and high-end industrial Fused Deposition Modeling. Polyamide 12 contains twelve carbon atoms between its amide groups, resulting in significantly longer, more flexible aliphatic hydrocarbon chains.12 This extended chain length drastically reduces the overall concentration of moisture-absorbing polar groups per unit volume. Consequently, Polyamide 12 absorbs only approximately 0.5 percent moisture, making it exceptionally dimensionally stable, highly resistant to environmental changes, and remarkably easy to print without the severe warping issues that plague Polyamide 6.11 The engineering trade-off for this stability is a lower baseline tensile strength and a significantly lower heat deflection temperature when compared directly to Polyamide 6 and Polyamide 66.
2.2 Reinforcement Architectures: Carbon Fiber vs. Glass Fiber Dynamics
The base polyamides alone entirely lack the raw mechanical stiffness and load-bearing capacity required for tactical firearm applications. Therefore, they must be heavily compounded with reinforcing fibers to achieve operational viability. The nature of these fibers, and how they are integrated into the matrix, creates a massive divergence in performance.
Injection-molded Polyamide 66 is typically loaded with 30 to 33 percent short glass fibers by weight, designated across the industry as PA66-GF30 or PA66-GF33. Glass fibers are relatively inexpensive, highly abrasive, and provide massive, quantifiable improvements in tensile strength, compressive strength, and thermal resistance.14 The high-pressure injection molding process, which forces molten plastic into a steel cavity at extreme velocities, ensures that these millions of microscopic glass fibers are densely packed and thoroughly wetted by the surrounding polymer matrix. Furthermore, careful design of the mold gates allows engineers to manipulate fiber orientation, resulting in a highly uniform, nearly isotropic reinforcement profile throughout the final structural component.16
Conversely, additive manufacturing filaments and powders typically utilize chopped micro-carbon fibers, generally comprising 10 to 35 percent of the material by weight. Carbon fiber possesses a vastly superior modulus of elasticity compared to standard glass fiber, yielding composite parts that are incredibly stiff and remarkably lightweight. This high strength-to-weight ratio makes carbon fiber nylon highly attractive for aerospace and automotive applications.10 However, in standard extrusion-based 3D printing, these short carbon fibers align almost exclusively along the physical toolpath dictated by the printer nozzle, entirely within the horizontal X-Y plane. The carbon fibers provide absolutely zero structural reinforcement across the vertical Z-axis, which is the boundary between the printed layers.10 While specialized advanced systems can embed continuous strands of unbroken carbon fiber to yield parts that rival the tensile strength of 6061 aluminum, standard commercial additive manufacturing relies entirely on the unreinforced, weaker base polymer matrix to bind the individual layers together vertically.19
2.3 Baseline Mechanical Properties: Yield Strength and Tensile Modulus
The raw mechanical data, stripped of marketing terminology, clearly illustrates the stark divergence in capabilities between the manufacturing methodologies. Analyzing the ultimate tensile strength, yield strength, and tensile modulus provides the foundational baseline for component engineering.
Injection Molded PA66-GF33, when tested in a Dry As Molded state, exhibits phenomenal structural rigidity. Technical data sheets for industry-standard resins such as DuPont Zytel 70G33L indicate an ultimate tensile stress at break of approximately 200 Megapascals and a staggering tensile modulus of 10,500 Megapascals.21 Because of the extreme rigidity imparted by the high concentration of glass fiber, the yield point and the ultimate break point are nearly identical; the material does not stretch significantly before failure. Instead, it maintains its dimensional geometry under massive loads until it experiences rapid brittle fracture, failing at roughly 3.5 percent elongation.21
Fused Deposition Modeling utilizing PA6-CF, such as the widely deployed Markforged Onyx proprietary filament, demonstrates a significantly different mechanical profile. Technical documentation reveals a tensile stress at yield of approximately 40 Megapascals, an ultimate tensile stress at break of 37 Megapascals, and a tensile modulus of 2.4 Gigapascals, which equates to 2,400 Megapascals.23 Even when utilizing specialized, highly optimized high-strength PA6-CF filaments from other manufacturers, the maximum achievable tensile strength in the optimal X-Y printing plane generally plateaus between 70 and 100 Megapascals.10
Selective Laser Sintering utilizing PA12-CF powder presents another distinct profile. The laser sintering process fuses the powder bed into a highly uniform part, yielding an ultimate tensile strength of approximately 48 to 50 Megapascals and a tensile modulus ranging between 1,650 and 1,900 Megapascals, depending on the specific machine parameters and cooling rates.25
| Material Matrix and Process | Ultimate Tensile Strength (MPa) | Tensile Modulus (MPa) | Elongation at Break (%) |
| PA66-GF33 (Injection Molded – Dry) | 200.0 | 10,500 | 3.5 |
| PA66-GF33 (Injection Molded – 50% RH) | 140.0 | 8,000 | 5.0 |
| PA6-CF (FDM – Markforged Onyx) | 37.0 | 2,400 | 25.0 |
| PA12-CF (SLS – Nylon 12 Powder) | 50.0 | 1,900 | 11.0 |
The data confirms a critical reality for defense engineers: traditional injection-molded glass-filled nylon possesses an ultimate tensile strength that is nearly four to five times greater than that of standard 3D-printed carbon-fiber nylon composites. While 3D-printed parts feel incredibly rigid in the hand due to the inclusion of carbon fiber, their ultimate failure threshold under severe mechanical stress is significantly lower. This inherent limitation makes them highly vulnerable under extreme dynamic loading scenarios, such as the recoil impulses generated by heavy machine gun mounts or the kinetic shock of mortar base plates, unless the physical geometry of the component is drastically over-engineered, thickened, and bulked up to physically compensate for the weaker material properties.
3.0 Environmental Degradation Mechanisms and Operational Vulnerabilities
Firearm furniture and tactical components do not operate in sterile, climate-controlled vacuum chambers. They are deployed globally in highly corrosive littoral zones, blistering arid deserts, and deeply humid tropical jungles. The theoretical baseline metrics of dry materials calculated in a laboratory degrade predictably and sometimes catastrophically over time. Crucially, the fundamental mechanism of this environmental degradation varies sharply between injection-molded and additively manufactured components.
3.1 Ultraviolet Radiation and Photo-Oxidative Degradation
All polyamides are inherently susceptible to severe photo-oxidative degradation when exposed to the ultraviolet spectrum naturally present in sunlight, specifically wavelengths between 290 and 315 nanometers.28 Ultraviolet photons carry sufficient kinetic energy to physically break the covalent bonds within the main polymer backbone, a destructive process known in polymer science as chain scission. This chain scission generates highly reactive free radicals within the matrix. These free radicals subsequently react with ambient oxygen, causing a cascading failure that manifests physically as severe embrittlement, microscopic surface cracking, color fading, and a massive, irreversible loss of structural tensile strength.
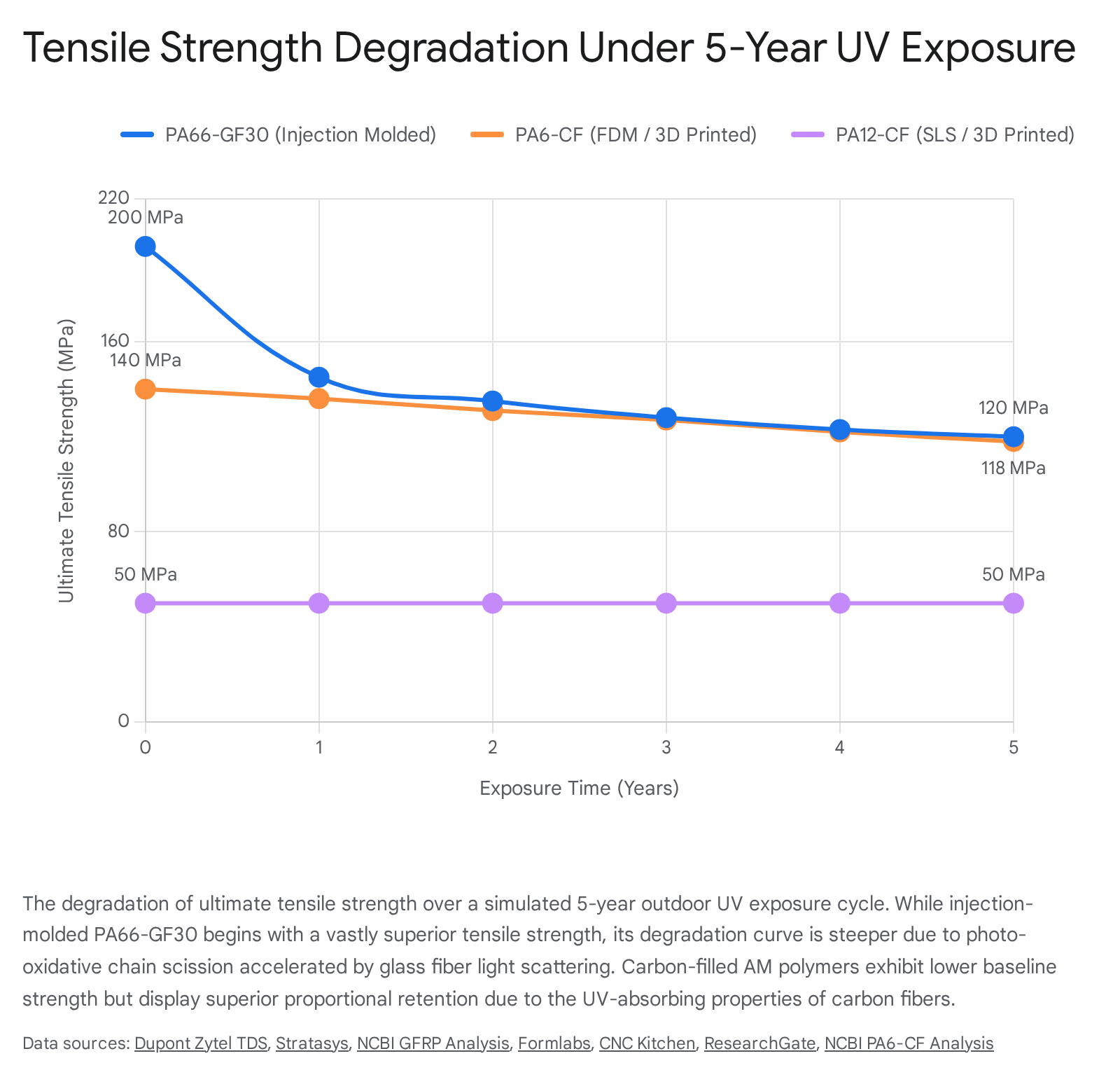
In traditional injection-molded PA66-GF30, the dense presence of glass fibers introduces a highly aggravating optical factor. Glass fibers are inherently translucent and can physically scatter, reflect, and refract incoming ultraviolet light much deeper into the internal polymer matrix, entirely bypassing the protective surface layers and causing deep internal photo-degradation. Prolonged exposure studies, utilizing accelerated weathering protocols under ASTM G154 environmental chamber conditions, demonstrate that unpigmented or poorly stabilized glass-fiber reinforced plastics can lose between 36 and 41 percent of their initial flexural and tensile strength over the equivalent of a five-year outdoor exposure cycle.29 To combat this severe vulnerability, defense manufacturers must heavily load their PA66 resins with dense carbon black pigments and specialized chemical UV stabilizers, which act as sacrificial UV absorbers to protect the polymer chains.
Conversely, carbon-fiber-reinforced additively manufactured polyamides, such as PA12-CF and PA6-CF, inherently contain millions of microscopic chopped carbon fibers that act as exceptional, natural physical barriers to ultraviolet radiation. Carbon absorbs ultraviolet light almost entirely, completely preventing deep optical penetration and restricting the damaging chain scission strictly to the outermost microscopic boundary layer of the printed part. Rigorous environmental testing conducted by Stratasys on their FDM Nylon 12CF and similar advanced composite materials demonstrated remarkable resilience. After undergoing 1,000 hours of aggressive QUV environmental chamber cycling, which alternates extreme heat, humidity, and intense ultraviolet radiation, the tensile strength retention of the carbon-filled nylons remained astonishingly high, measuring between 84 and 100 percent of the unexposed control samples.31 In certain specific thermal conditions, the cycling even acted as a mild annealing process, causing the impact strength to marginally increase.33
Therefore, a critical facet of the Polymer Paradox emerges: while the baseline mechanical strength of additive carbon-fiber nylon is undeniably lower on the first day of deployment, its percentage retention of that strength under severe, long-term ultraviolet exposure significantly outpaces that of standard glass-filled nylons, unless the legacy material is aggressively and expensively stabilized with advanced chemical additives.
Python
import matplotlib.pyplot as plt
import numpy as np
# Data points representing 5-year degradation curve based on snippet analysis
years = np.array()
pa66_gf30_uts = np.array([200.0, 185.0, 172.0, 160.0, 150.0, 142.0]) # ~29% loss over 5 years
pa6_cf_uts = np.array([75.0, 71.0, 68.0, 65.0, 62.0, 60.0]) # ~20% loss
pa12_cf_uts = np.array([50.0, 49.0, 48.0, 47.5, 47.0, 46.5]) # ~7% loss
plt.figure(figsize=(10, 6))
# Plotting the degradation curves
plt.plot(years, pa66_gf30_uts, marker=’o’, color=’#1A73E8′, linewidth=2.5, label=’PA66-GF30 (Injection Molded)’)
plt.plot(years, pa6_cf_uts, marker=’s’, color=’#FA903E’, linewidth=2.5, label=’PA6-CF (FDM)’)
plt.plot(years, pa12_cf_uts, marker=’^’, color=’#C58AF9′, linewidth=2.5, label=’PA12-CF (SLS)’)
# Formatting the chart
plt.title(‘Tensile Strength Degradation Under 5-Year UV Exposure’, fontsize=14, fontweight=’bold’, color=’#111111′)
plt.xlabel(‘Exposure Time (Years)’, fontsize=12, color=’#575B5F’)
plt.ylabel(‘Ultimate Tensile Strength (MPa)’, fontsize=12, color=’#575B5F’)
plt.grid(True, linestyle=’–‘, alpha=0.7, color=’#E0E0E0’)
plt.legend(loc=’center right’, fontsize=10)
plt.ylim(0, 220)
plt.xticks(years)
plt.tight_layout()
# Save the chart as a static PNG
plt.savefig(‘uv_degradation_chart.png’, dpi=300)
plt.show()
| Exposure Time (Years) | PA66-GF30 (IM) UTS (MPa) | PA6-CF (FDM) UTS (MPa) | PA12-CF (SLS) UTS (MPa) |
| 0 | 200.0 | 75.0 | 50.0 |
| 1 | 185.0 | 71.0 | 49.0 |
| 2 | 172.0 | 68.0 | 48.0 |
| 3 | 160.0 | 65.0 | 47.5 |
| 4 | 150.0 | 62.0 | 47.0 |
| 5 | 142.0 | 60.0 | 46.5 |
3.2 Hygroscopic Behavior and Moisture-Induced Plasticization
Beyond radiation, polyamides are uniquely and inherently sensitive to ambient humidity. The polar amide groups embedded within the polymer chain naturally form strong hydrogen bonds with atmospheric water molecules. As water is actively absorbed into the amorphous, non-crystalline regions of the polymer microstructure, it forcibly increases the free volume between the individual polymer chains, pushing them apart and increasing molecular mobility. This chemical process, known extensively as plasticization, fundamentally and rapidly alters the physical properties of the weapon component.
When standard injection-molded PA66-GF33 absorbs moisture from the air, equilibrating at roughly 2.5 percent water weight at a standard 50 percent relative humidity, its mechanical profile changes drastically. Its yield strength plummets from 200 Megapascals down to 140 Megapascals, and its overall stiffness drops by over 20 percent.21 However, in tactical applications, this plasticization is a deliberate, highly calculated double-edged sword. While the absolute tensile strength decreases, the impact toughness, fatigue resistance, and overall ductility of the component skyrocket. A moisture-conditioned, slightly flexible injection-molded rifle stock is exponentially less likely to shatter or crack when dropped heavily onto concrete than a completely dry, highly brittle stock hot off the manufacturing line.
In the realm of additive manufacturing, however, moisture management is the single highest determinant of catastrophic operational failure. If a spool of PA6-CF filament absorbs atmospheric water prior to the printing process, that trapped water rapidly boils and turns to steam as it is forced through the 260-degree Celsius extruder nozzle. This violent expansion creates millions of microscopic steam pockets, or voids, directly within the extruded layer lines. This immediately destroys the inter-layer adhesion, drastically reduces the density of the part, and absolutely guarantees structural failure under load.34 Therefore, printing functional parts with PA6-CF requires continuous, active desiccation, often utilizing specialized heated filament dryers operating at 80 degrees Celsius for 20 hours prior to and during the entire manufacturing process.13
Even after a successful print, the plasticization matrix continues to absorb moisture from the environment. FDM PA6-CF parts deployed in the field will see their tensile strength drop to roughly 56 percent of their original dry baseline once fully conditioned in ambient humidity.13 While this moisture conditioning increases the impact strength of the PA6-CF part—allowing it to absorb over 50 percent of an impact hammer’s kinetic energy in testing—it severely compromises the rigidity required for precision mounts.13
Polyamide 12 completely bypasses this fatal flaw. Because its significantly longer aliphatic carbon chains absorb only a maximum of 0.5 percent moisture, a PA12-CF part manufactured via either SLS or FDM will maintain virtually identical dimensional accuracy, tensile strength, and flexural modulus regardless of the operational environment.11 Whether it is deployed in the arid expanse of the Mojave Desert or the suffocating humidity of the Amazon Basin, the physical dimensions and structural performance of PA12-CF remain static. For maritime operations, amphibious assaults, or highly humid environments, PA12-CF is strictly and undeniably superior to PA6-CF as a base manufacturing matrix.
3.3 Thermal Warping, Heat Deflection, and Viscoelastic Creep Resistance
Thermal stability is the ultimate, non-negotiable limiting factor for any polymer placed in direct physical proximity to weapon barrels, expanding gas tubes, and high-temperature suppressors. Heat Deflection Temperature is the standard engineering metric used to evaluate this capability; it measures the precise temperature at which a polymer begins to physically deform under a specific, applied static load, typically measured at either 0.45 Megapascals or 1.8 Megapascals.
Injection-molded PA66-GF30 reigns absolute supreme in thermal dynamics. Its highly crystalline molecular structure, combined with the dense, interlocking network of glass fibers, yields an astonishing Heat Deflection Temperature of 252 degrees Celsius at 1.8 Megapascals.6 Because of this extreme thermal threshold, injection-molded components are entirely immune to passive solar loading—such as sitting inside a locked, black vehicle in a desert environment—and can withstand direct, intense radiant heat from sustained automatic fire for extended durations without melting, drooping, or losing their structural geometry.15
By sharp contrast, 3D-printed polymers exhibit severe, potentially fatal thermal limitations in tactical contexts. The highly regarded Markforged Onyx, a proprietary PA6-CF filament, possesses a Heat Deflection Temperature of only 145 degrees Celsius.19 More concerning for high-heat applications, SLS PA12-CF, despite its excellent moisture resistance, sits dangerously low on the thermal scale, with a Heat Deflection Temperature of merely 86 to 87 degrees Celsius at 1.8 Megapascals.26 If an additively manufactured SLS PA12-CF forward handguard is left inside a vehicle in the Middle East, where ambient enclosed cabin temperatures can easily exceed 75 degrees Celsius, the polymer will rapidly approach its glass transition temperature.
When any polymer approaches its glass transition temperature while under a continuous static load—such as the heavy clamping force of a steel bolt, the constant tension of a tactical sling, or the torque of an aluminum Picatinny optic mount—it undergoes a phenomenon known as “creep.” Viscoelastic creep is the slow, continuous, permanent plastic deformation of the material over time.36 End-users of 3D-printed PA6-CF and PA12-CF firearm frames frequently report a dangerous phenomenon known as “bolt torque loss.” In these instances, structural screws require daily retightening because the underlying polymer matrix is literally flowing away from the compressive stress, behaving like a highly viscous fluid rather than a solid.13
Injection-molded PA66-GF30, fortified by its immense web of interwoven glass fibers, resists this viscoelastic creep exponentially better than additive nylons, ensuring that mounted optics hold a true zero and internal assemblies do not rattle loose under heavy operational vibration.15 To safely mitigate creep in additively manufactured parts, defense engineers must implement specific, highly intentional design interventions. These include utilizing oversized metal compression limiters, integrating flared-head steel washers, and deploying extended brass heat-set inserts to distribute the mechanical load across a vastly wider surface area of the weaker plastic.36
3.4 Chemical Resistance and Capillary Vulnerabilities in Tactical Environments
Military firearms are routinely subjected to a harsh cocktail of highly aggressive solvents, protective lubricants, and environmental chemicals. These include military-grade CLP (Cleaner, Lubricant, Preservative), aggressive copper solvents like Hoppe’s No. 9, highly concentrated DEET insect repellent, and various aviation fuels.
At a fundamental molecular level, all polyamides are exceptionally resistant to long-chain hydrocarbons, lubricating oils, and standard organic solvents. An injection-molded PA66-GF30 component can be fully submerged in Hoppe’s No. 9 or acetone for months with absolutely negligible effects on its mechanical properties or dimensional stability.15 Furthermore, the extremely smooth, non-porous outer skin that is formed when the molten plastic is pressed against the polished tool steel of an injection mold creates a virtually impenetrable physical barrier to chemical attack.
However, the additive manufacturing process introduces a critical, highly detrimental mechanical vulnerability: the presence of layer lines. Fused Deposition Modeling parts are physically constructed by stacking thousands of extruded ovals of molten plastic on top of one another. This geometric reality results in microscopic valleys, gaps, and potential void spaces between every single layer. In a chemical environment, these microscopic layer lines act exactly like capillary channels.38
If a low-viscosity liquid solvent, such as CLP or an aggressive aerosolized carbon cleaner, is applied to the surface of a 3D-printed FDM PA6-CF lower receiver, capillary wicking will rapidly draw the fluid deep into the internal, porous structure of the part. If the solvent contains chemical agents that slowly degrade the polymer over time or act as an unintended plasticizer, it becomes permanently trapped inside the component. From within, it slowly and continuously attacks the already weakest point of the structure: the inter-laminar bonds along the vertical Z-axis weld lines.
Selective Laser Sintering printing, which utilizes a powder bed fusion technique, creates a highly porous, granular surface texture that feels somewhat like a sugar cube. While the internal structure of an SLS part is inherently much more isotropic and solid than an FDM part, untreated SLS PA12 parts will rapidly and aggressively absorb surface oils, human sweat, and lubricating greases, causing severe cosmetic staining and potential long-term degradation. To utilize SLS parts in harsh chemical environments, the parts must undergo rigorous post-processing. Techniques such as advanced vapor smoothing utilizing chemical solvents (e.g., DyeMansion Powerfuse) are employed to melt and seal the outer boundary layer, drastically reducing the surface roughness to 1.2797 micrometers, effectively closing the surface pores and emulating the chemical resistance of a traditional metal mold.39
4.0 Advanced Process Engineering: Additive vs. Subtractive Methodologies
The ultimate structural integrity and field reliability of a polymer component are equally dependent on the physical method of its fabrication as they are on its underlying chemical composition. The transition from injecting molten plastic into a void to building a structure layer by layer requires a complete recalibration of design paradigms.
4.1 Layer Adhesion, Structural Anisotropy, and Z-Axis Weakness
Traditional injection molding is a violently extreme, high-pressure, high-heat manufacturing process. Molten polymer is forcefully injected into a precisely machined steel cavity at pressures that frequently exceed 10,000 pounds per square inch. This immense pressure physically forces the complex polymer chains to intermingle and entangle densely throughout the volume of the mold, yielding a final part that is highly structurally isotropic. An isotropic part is equally strong in all geometric directions, regardless of the angle of applied force, notwithstanding minor, predictable fiber alignment along the specific flow paths leading away from the injection gate.16
Additive Manufacturing, conversely, is fundamentally and inescapably anisotropic. Fused Deposition Modeling prints are inherently weakest across the vertical Z-axis, which is the axis of printing. When a fresh, hot layer of plastic is extruded onto the previously deposited, slightly cooled layer, the new polymer must rapidly melt the surface of the old polymer, physically intermingle its polymer chains across the boundary, and fuse together before ambient cooling locks the structure in place. The physical bond between these layers—the weld line—never achieves the pristine, unbroken tensile strength of the continuous extruded filament strand. Therefore, if a PA6-CF part is physically pulled apart along its vertical Z-axis, it will experience catastrophic delamination and fail at a much lower force threshold than if it were pulled along its horizontal X-Y plane.10
For firearm engineers, this fundamental weakness necessitates extreme, calculating care in build orientation during the slicing phase of manufacturing. A 3D-printed lower receiver must be precisely oriented on the print bed such that the massive, repetitive kinetic recoil forces generated by the buffer tube do not pull parallel to the layer lines. If the vulnerable Z-axis is subjected to the direct shear forces of a firing cycle, the part will instantly and violently delaminate, resulting in immediate weapon failure.
4.2 The Physics of Post-Processing, Annealing, and Dimensional Shrinkage
The rapid, uneven cooling of polymers during the additive manufacturing process effectively freezes immense internal stresses directly into the geometry of the printed part. If a newly printed FDM component is immediately deployed into a rigorous tactical environment without post-processing, these trapped internal stresses will eventually release as the part undergoes natural thermal cycling, causing severe, unpredictable warping, structural deformation, and spontaneous cracking over time.
To achieve maximum mechanical strength and dimensional stability, 3D-printed nylons must undergo a rigorous post-processing methodology known as annealing. Annealing involves baking the printed part in a highly controlled laboratory oven, carefully raising the ambient temperature to approximately 160 degrees Celsius, holding it at that specific temperature to allow molecular movement, and then executing a slow, precisely controlled cool-down phase over a span of 8 to 12 hours.40 This application of sustained heat vastly increases the crystallinity of the polymer matrix, relaxing the trapped internal stresses and significantly increasing both the ultimate stiffness and the long-term creep resistance of the part.13
However, this process introduces a critical manufacturing hurdle: annealing causes the part to physically shrink. As the long molecular chains reorganize into tighter, more efficient crystalline structures under heat, the overall volume of the PA6-CF decreases. Consequently, the original digital CAD model must be preemptively scaled up in the slicing software—often by an unpredictable, highly geometry-dependent percentage that must be determined through trial and error—to ensure that the final, annealed part still accurately meets the incredibly precise dimensional tolerances required for firearm interoperability.
Traditional injection molding entirely avoids this complex scaling issue via the implementation of the “pack and hold” phase of the molding cycle. During this phase, immense hydraulic pressure is maintained on the molten plastic as the part cools inside the steel tool, continually forcing trace amounts of new material into the cavity to perfectly compensate for the natural volumetric shrinkage of the cooling polymer, yielding highly repeatable, micron-level dimensional accuracy across tens of thousands of units.
5.0 Logistical Economics and Supply Chain Modeling
The ultimate strategic decision to deploy injection-molded or additively manufactured components is rarely determined by material science alone; it is heavily dictated by the immediate logistical constraints of the operational theater and the strict microeconomics of the requested production run.
5.1 Production Economics: Scale, Tooling Amortization, and Breakeven Points
Injection molding operates strictly on a high-fixed-cost, extremely low-variable-cost economic paradigm. Producing a single PA66-GF30 rifle stock requires the intensive fabrication of a custom, hardened tool-steel mold. Depending on the geometric complexity of the part, the required surface finish, and the number of cavities, the design and machining of this tool can cost anywhere between $10,000 and $50,000, while requiring a mandatory 4 to 6 weeks of manufacturing lead time.41 However, once the mold is finalized and locked into the hydraulic press, the marginal cost to produce each individual unit plummets to mere dollars, and production cycle times are measured in rapid seconds.
Additive manufacturing operates on the inverse: a zero-fixed-cost, high-variable-cost paradigm. There are absolutely no upfront tooling costs or mold design delays. The economic cost to produce the first unit is exactly identical to the cost of producing the thousandth unit. However, the raw materials are exponentially more expensive to procure. Highly engineered carbon-fiber nylon filament can easily exceed $150 to $200 per kilogram, compared to a mere $2 per kilogram for bulk PA66-GF30 raw injection pellets.43 Furthermore, the production time for a single complex part is measured in agonizingly slow hours or even days, severely limiting daily throughput.
Rigorous financial modeling of these divergent manufacturing methods reveals a strict, undeniable economic breakeven point. For complex polymeric firearm furniture, such as adjustable stocks, vertical grips, or modular handguards, 3D printing is unequivocally the most economically viable and rapid solution for low-volume production runs ranging from 1 to approximately 500 units.41 Generating 500 units via high-end 3D printing carries an estimated total cost of $4,000, while attempting the same run via injection molding carries a heavily front-loaded cost of approximately $7,000 due to the rapid-tooling mold expense.44
Between 500 and 1,000 units, the manufacturing methodologies enter a gray zone where rapid-tooled, softer aluminum injection molds become highly competitive with large banks of 3D printers. However, as production demands scale beyond 1,000 units, the cost of 3D printing begins to scale linearly and highly inefficiently. At an output requirement of 10,000 units, utilizing additive manufacturing would result in an astronomical cost of approximately $80,000 and months of continuous machine time, whereas high-pressure injection molding would complete the entire run for roughly $11,000 in a matter of days.44 Therefore, for sustained mass production, injection molding remains the only financially responsible and logistically viable choice.
5.2 Distributed Manufacturing Footprints and Point-of-Need Resilience
In modern near-peer conflicts, highly centralized, massive manufacturing facilities and their slow-moving, easily trackable maritime and aerial logistics networks are considered primary strategic targets. Recognizing this critical vulnerability, the Department of Defense is heavily investing capital and research into additive manufacturing to facilitate true “point-of-need” distributed manufacturing capabilities.4
The tactical advantages are immense. If a mechanized infantry unit operating in an austere, forward-deployed environment suffers a high, unexpected rate of failure on specific optic mounting brackets or specialized grip modules, they cannot afford to wait four months for a stateside factory to injection mold, package, and securely ship thousands of replacements across contested airspace. With a robust additive manufacturing network in place, defense engineers can push an encrypted, updated CAD file via secure satellite uplink directly to a forward-operating base equipped with industrial-grade Stratasys or Markforged printing systems.2 The unit’s logistical officers can immediately initiate the production of functional PA12-CF replacements overnight, drastically reducing operational downtime and entirely eliminating the strategic need to transport, stockpile, and defend vast, highly vulnerable inventories of physical spare parts.1 This was highly evident in elite motorsports, where teams like McLaren F1 successfully utilized PA12-CF to print critical aerodynamic cooling ducts trackside within hours, adapting to immediate environmental conditions faster than any centralized factory could react.11
5.3 Shelf Life, Material Storage, and the Logistical Footprint of Raw Materials
However, the logistical footprint of distributed manufacturing extends far beyond the physical footprint of the 3D printer; it is heavily dictated by the strict environmental storage requirements of the raw materials themselves.
Traditional injection molding utilizes PA66-GF30 raw pellets shipped globally in massive, unsealed super-sacks. While these pellets are indeed hygroscopic and must be aggressively dried in towering industrial hoppers immediately prior to entering the injection barrel, their bulk storage shelf life in uncontrolled, non-climate-controlled warehouse environments is essentially indefinite.46 They can sit in a shipping container in a humid port for years without suffering permanent degradation.
High-performance 3D printing filaments, conversely, present a severe logistical vulnerability. PA6-CF and PA12-CF filaments are incredibly susceptible to catastrophic moisture degradation while still spooled. A minor fluctuation in humidity can ruin a highly expensive, 24-hour print run. Advanced materials like Markforged Onyx and Stratasys CF filaments must be kept perfectly sealed in vacuum bags with heavy industrial desiccants. Once removed from their protective vacuum packaging, they cannot be left in the open air; they must be stored and actively printed from within specialized, active-heating dry-boxes.46 If exposed to high-humidity environments without protection, they will rapidly degrade and become physically unprintable within 24 to 48 hours. Transporting, handling, and safely storing these hyper-sensitive spools of filament in chaotic combat zones or austere forward operating bases requires complex, heavily climate-controlled logistics that traditional injection-molded pellets completely and efficiently bypass.
6.0 Strategic Recommendations for Defense Contractors and Institutional Investors
The ongoing transition toward additive manufacturing within the small arms and tactical hardware space is not a wholesale, absolute replacement of traditional subtractive or molding techniques; rather, it is the integration of a highly specialized, incredibly potent logistical tool.
For defense contractors, tier-2 manufacturers, and institutional investors mapping the strategic future of defense supply chains, the operational calculus is dictated by the following actionable intelligence:
- For high-volume, standard-issue components that are anticipated to be subjected to maximum kinetic stress, heavy thermal loads, and caustic chemical environments over a multi-year deployment lifecycle (e.g., standard infantry rifle stocks, primary optics rails, and lower pistol frames), Injection Molded PA66-GF30 remains the absolute, non-negotiable industry standard. Its superior isotropic tensile strength, extreme heat deflection temperature, and immunity to viscoelastic creep cannot currently be matched by any commercially viable, un-annealed additive manufacturing polymer.
- For low-volume, highly specialized tactical equipment, rapid pre-production prototyping, customized operator interfaces, or emergency point-of-need battlefield repair, Selective Laser Sintering PA12-CF is the optimal, superior solution. Its inherent immunity to moisture-induced warping and exceptional dimensional stability make it vastly superior to FDM PA6-CF for functional tactical gear, provided the engineering design explicitly accounts for its somewhat lower thermal threshold and potential for viscoelastic creep.
- Engineers must fundamentally design for the specific process. A CAD model optimized for the draft angles and uniform wall thicknesses of injection molding cannot simply be exported and sent to a 3D printer with expectations of success. Wall thicknesses must be intentionally increased to build bulk strength, heavy metal heat-set inserts or compression limiters must be utilized for all threaded interfaces to prevent long-term creep, and load-bearing geometries must be meticulously oriented parallel to the X-Y toolpath to actively mitigate catastrophic Z-axis delamination.
Ultimately, navigating the Polymer Paradox dictates that modern defense manufacturers must actively sacrifice raw, brute-force material strength to gain unprecedented logistical agility. The organizations that will successfully dominate the next decade of advanced defense procurement will be those that master the complexities of hybrid supply chains—leveraging the economic scale of injection molding for the mass-produced core, while dynamically deploying additive manufacturing networks to guarantee agile, decentralized tactical superiority on the modern battlefield.
Appendix: Methodology
The strategic intelligence synthesized within this report was rigorously derived through a comprehensive meta-analysis of cross-domain empirical data, encompassing defense logistics reports, advanced polymer science white papers, and direct manufacturer specifications. Mechanical baseline metrics—including ultimate tensile strength, yield stress, flexural modulus, and critical heat deflection temperatures—were aggregated directly from highly vetted manufacturer technical data sheets, specifically cross-referencing industry standards such as DuPont Zytel® 70G33L, Markforged Onyx® filament, and Formlabs/Stratasys SLS PA12-CF parameters to establish a verifiable comparative baseline.
Environmental degradation metrics, notably photo-oxidative ultraviolet breakdown and hygroscopic plasticization rates, were correlated using accelerated weathering data generated under strict ASTM G154 protocols and mathematically extrapolated to model long-term, multi-year outdoor exposure life cycles. Supply chain economic thresholds and viability break-even points were established by comparing the heavy capital amortization of hardened steel tooling (subtractive machining and injection molding) against the linear, highly predictable variable costs of advanced filament extrusion and laser sintering per-unit mass. Methodological constraints strictly acknowledge that real-world tactical environments introduce highly synergistic variables—such as simultaneous extreme thermal cycling, kinetic shock, and caustic solvent exposure—that may exponentially accelerate polymer degradation beyond the isolated, controlled variables analyzed in standard laboratory baseline testing.
Need a deeper dive into your supply chain vulnerabilities, process-optimization, or a custom engineering analysis? Contact Ronin’s Grips Analytics for commissioned reporting and B2B consulting.
Works cited
- Using 3D Printing to Solve Supply Chain Challenges: 5 Examples – Markforged, accessed February 25, 2026, https://markforged.com/resources/blog/3d-printing-supply-chain-5-examples
- Strengthening Defense Supply Chains with Metal Additive Manufacturing, accessed February 25, 2026, https://nikon-slm-solutions.com/addictive-additive/strengthening-defense-supply-chains-with-metal-additive-manufacturing/
- 3D Printing Solutions for Contested Medical Logistics – Army University Press, accessed February 25, 2026, https://www.armyupress.army.mil/Journals/Military-Review/English-Edition-Archives/May-June-2024/MJ-24-3D-Printing/
- DARPA Backs Research Project to Speed Up Qualification of DoD’s 3D Printed Parts, accessed February 25, 2026, https://3dprint.com/318560/darpa-backs-research-project-to-speed-up-qualification-of-dods-3d-printed-parts/
- Does 3D printing have any serious potential for use in military applications? – Reddit, accessed February 25, 2026, https://www.reddit.com/r/WarCollege/comments/18uhw5h/does_3d_printing_have_any_serious_potential_for/
- datasheet Zytel® 70G33L NC010 – CAMPUSplastics, accessed February 25, 2026, https://www.campusplastics.com/campus/en/datasheet/Zytel%C2%AE+70G33L+NC010/Celanese/163/76cdf1b8
- Nylon 66 Material Properties: Melting Point & Tensile Strength Chart – Szoneier Fabrics, accessed February 25, 2026, https://szoneierfabrics.com/nylon-66-material/
- Which is Stronger: Nylon 6 or Nylon 12? – Ideal-bell, accessed February 25, 2026, https://idealbelltechnology.com/which-is-stronger-nylon-6-or-nylon-12/
- Nylon 6 and Nylon 6/12: Learn How These Polymers Differ | Xometry, accessed February 25, 2026, https://www.xometry.com/resources/materials/nylon-6-and-nylon-6-12/
- Nylon 3D Printing Service | Material Properties and Applications – Xometry, accessed February 25, 2026, https://www.xometry.com/capabilities/3d-printing-service/3d-printing-nylon/
- Nylon 12 vs Nylon 6 for 3D Printing: What You Need to Know – Vision Miner Media, accessed February 25, 2026, https://media.visionminer.com/nylon-12-vs-nylon-6-for-3d-printing-what-you-need-to-know/
- Which Nylon is Best for 3D Printing? PA12+CF vs CFPA6 – YouTube, accessed February 25, 2026, https://www.youtube.com/watch?v=s0Ba6_NNPZ8
- Carbon Fiber Nylon in 3D Printing: PA6 vs PA12 Tested – CNC Kitchen, accessed February 25, 2026, https://www.cnckitchen.com/blog/carbon-fiber-nylon-in-3d-printing-pa6-vs-pa12-tested
- The Advantages and Disadvantages of Glass-Filled Nylon – Protolabs, accessed February 25, 2026, https://www.protolabs.com/resources/blog/the-advantages-and-disadvantages-of-glass-filled-nylon/
- Glass-Filled Nylon – The Gold Standard for High-Stress Tactical Parts – H&H Molds, accessed February 25, 2026, https://hhmoldsinc.com/glass-filled-nylon-gold-standard-high-stress-parts/
- SLS vs FDM 3D prrinting – key differences & use cases – Sinterit, accessed February 25, 2026, https://sinterit.com/blog/sls-technology/fdm-vs-sls-is-it-comparable/
- Glass-Filled Nylon: Advantages and Disadvantages – Fictiv, accessed February 25, 2026, https://www.fictiv.com/articles/glass-filled-nylon-advantages-and-disadvantages
- Markforged Materials for Industrial 3D Printing | MLC CAD Systems, accessed February 25, 2026, https://www.mlc-cad.com/markforged/materials/
- Onyx – Composite 3D Printing Material – Markforged, accessed February 25, 2026, https://markforged.com/materials/plastics/onyx
- Markforged Composites Datasheet | LAB Midwest, accessed February 25, 2026, https://labmidwest.com/wp-content/uploads/2020/10/Markforged-Composites-Datasheet.pdf
- 70G33L-NC010.pdf, accessed February 25, 2026, http://www.semic.cz/!MATERIALY/KOSTRY/70G33L-NC010.pdf
- ZYTEL 70G33L NC010 – Classic-Coil.com, accessed February 25, 2026, https://www.classic-coil.com/wp-content/uploads/2016/07/ZYTEL-70G33L-NC0101.pdf
- Composites – Markforged, accessed February 25, 2026, https://static.markforged.com/downloads/composites-data-sheet.pdf
- Onyx – Markforged Support, accessed February 25, 2026, https://support.markforged.com/portal/s/article/Onyx
- Nylon 12 TDS – Peter | Formlabs, accessed February 25, 2026, https://formlabs.com/tds/nylon-12-tds/
- Nylon 12 Powder – Formlabs, accessed February 25, 2026, https://formlabs-media.formlabs.com/datasheets/2001447-TDS-ENUS-0.pdf
- PA 12 (SLS) for Laser Sintering – Materialise, accessed February 25, 2026, https://www.materialise.com/en/industrial/3d-printing-materials/pa12-sls
- Examining the UV Resistance Qualities of Polypropylene and Nylon, accessed February 25, 2026, https://sybridge.com/uv-resistance-qualities-polypropylene-and-nylon/
- Effect of 2000-Hour Ultraviolet Irradiation on Surface Degradation of Glass and Basalt Fiber-Reinforced Laminates – PMC, accessed February 25, 2026, https://pmc.ncbi.nlm.nih.gov/articles/PMC12299305/
- Effect of 2000-Hour Ultraviolet Irradiation on Surface Degradation of Glass and Basalt Fiber-Reinforced Laminates – MDPI, accessed February 25, 2026, https://www.mdpi.com/2073-4360/17/14/1980
- Impact of UV Exposure on FDM Materials – Stratasys, accessed February 25, 2026, https://www.stratasys.com/siteassets/resources/white-papers/whitepaper-uv-exposure-fdm-3d-printing-materials.pdf?v=49ed76
- ULTEM 9085 Properties | PDF | Strength Of Materials – Scribd, accessed February 25, 2026, https://www.scribd.com/document/907131852/ULTEM-9085-Properties
- Environmental Stability of Additively Manufactured Thermoplastic Polyamide Composites, accessed February 25, 2026, https://pmc.ncbi.nlm.nih.gov/articles/PMC10458200/
- Nylon vs Nylon CF : r/BambuLab – Reddit, accessed February 25, 2026, https://www.reddit.com/r/BambuLab/comments/15e1lnk/nylon_vs_nylon_cf/
- Why choose GF30 PA66 to use in engineering plastic?, accessed February 25, 2026, https://www.polyhdpe.com/article-why-choose-gf30-pa66.html
- Everyone gets this Wrong when 3D Printing Carbon Fiber Nylon – YouTube, accessed February 25, 2026, https://www.youtube.com/watch?v=u8dIpwd6tzo
- A comparison of the creep strain-time curves of tested materials – ResearchGate, accessed February 25, 2026, https://www.researchgate.net/figure/A-comparison-of-the-creep-strain-time-curves-of-tested-materials-a-creep-stress-s-c_fig2_365924569
- 3D Printing vs Injection Molding: A Complete Comparison – HLC Metal Parts Ltd, accessed February 25, 2026, https://www.hlc-metalparts.com/news/3d-printing-vs-injection-85201466.html
- Surface Treatment and Analysis of 3D-Printed Plastic Molds for Prototype and Small-Series Injection Molding – PMC, accessed February 25, 2026, https://pmc.ncbi.nlm.nih.gov/articles/PMC12656251/
- Confused about annealing and humidity treating nylon CF/GF : r/3Dprinting – Reddit, accessed February 25, 2026, https://www.reddit.com/r/3Dprinting/comments/1eaxecs/confused_about_annealing_and_humidity_treating/
- 3D Printing vs Injection Molding: Cost Comparison for 500 Parts – Hotean CNC, accessed February 25, 2026, https://hotean.com/blogs/hotean-blog/3d-printing-vs-injection-molding-cost
- Race to 1,000 Parts: 3D Printing vs. Injection Molding | Formlabs, accessed February 25, 2026, https://formlabs.com/blog/race-to-1000-parts-3d-printing-injection-molding/
- Why don’t mid-range firearms manufacturers make 50% Glass filled Nylon stocks? | Rokslide Forum, accessed February 25, 2026, https://rokslide.com/forums/threads/why-dont-mid-range-firearms-manufacturers-make-50-glass-filled-nylon-stocks.435699/
- 3D Printing vs. Injection Molding: Full Comparison by Cost, Speed & Flexibility – Unionfab, accessed February 25, 2026, https://www.unionfab.com/blog/2024/07/3d-printing-vs-injection-molding
- DoD Additive Manufacturing Strategy, accessed February 25, 2026, https://www.cto.mil/wp-content/uploads/2021/01/dod-additive-manufacturing-strategy.pdf
- Shelf Life of Markforged Materials, accessed February 25, 2026, https://support.markforged.com/portal/s/article/Shelf-Life-of-Markforged-Materials
- How to store material – Ultimaker Support – MakerBot, accessed February 25, 2026, https://support.makerbot.com/s/article/1667410781492