
The United States small arms accessory market, specifically the sector dedicated to concealment holsters, has undergone a radical transformation over the past decade. What was once a cottage industry characterized by hobbyist “foam press” operations and leather craftsmanship has evolved into a high-precision manufacturing sector dominated by aerospace-grade thermoplastics, Computer-Aided Design (CAD), and CNC automation. This report provides an exhaustive, engineer-level analysis of the top 10 Kydex holster manufacturers in the United States for the 2025-2026 fiscal period. The rankings and insights presented herein are derived from a rigorous synthesis of thousands of primary consumer sentiment data points—sourced from active enthusiast communities and social media platforms—and a technical evaluation of build quality, material science, and design geometry.
Our analysis reveals a market that is increasingly bifurcated. On one hand, there exists a tier of “High-Volume” manufacturers who leverage aggressive digital marketing and extensive SKU lists to capture entry-level market share. These entities often rely on thinner materials (0.080″ standard Kydex) and generic injection-molded clips to maintain margins. On the other hand, a tier of “Engineering-First” manufacturers has emerged, defining the current “Gold Standard” of the industry. These manufacturers distinguish themselves through the use of premium materials (such as Boltaron 4332 and 0.093″ thermoplastics), proprietary CAD-designed molds, and the integration of advanced concealment mechanics like the “Keel Principle” and camming bars directly into the holster geometry.
The transition from traditional Inside-the-Waistband (IWB) carry to Appendix Inside-the-Waistband (AIWB) has been the single most significant driver of innovation in this space. This shift has necessitated a re-engineering of holster physics; mere retention is no longer sufficient. The modern holster must actively manipulate the firearm’s center of gravity against the human body to achieve concealment without compromising speed or safety. Consequently, the manufacturers ranking highest in this report are those who have successfully transitioned from being simple “plastic benders” to concealment systems integrators.
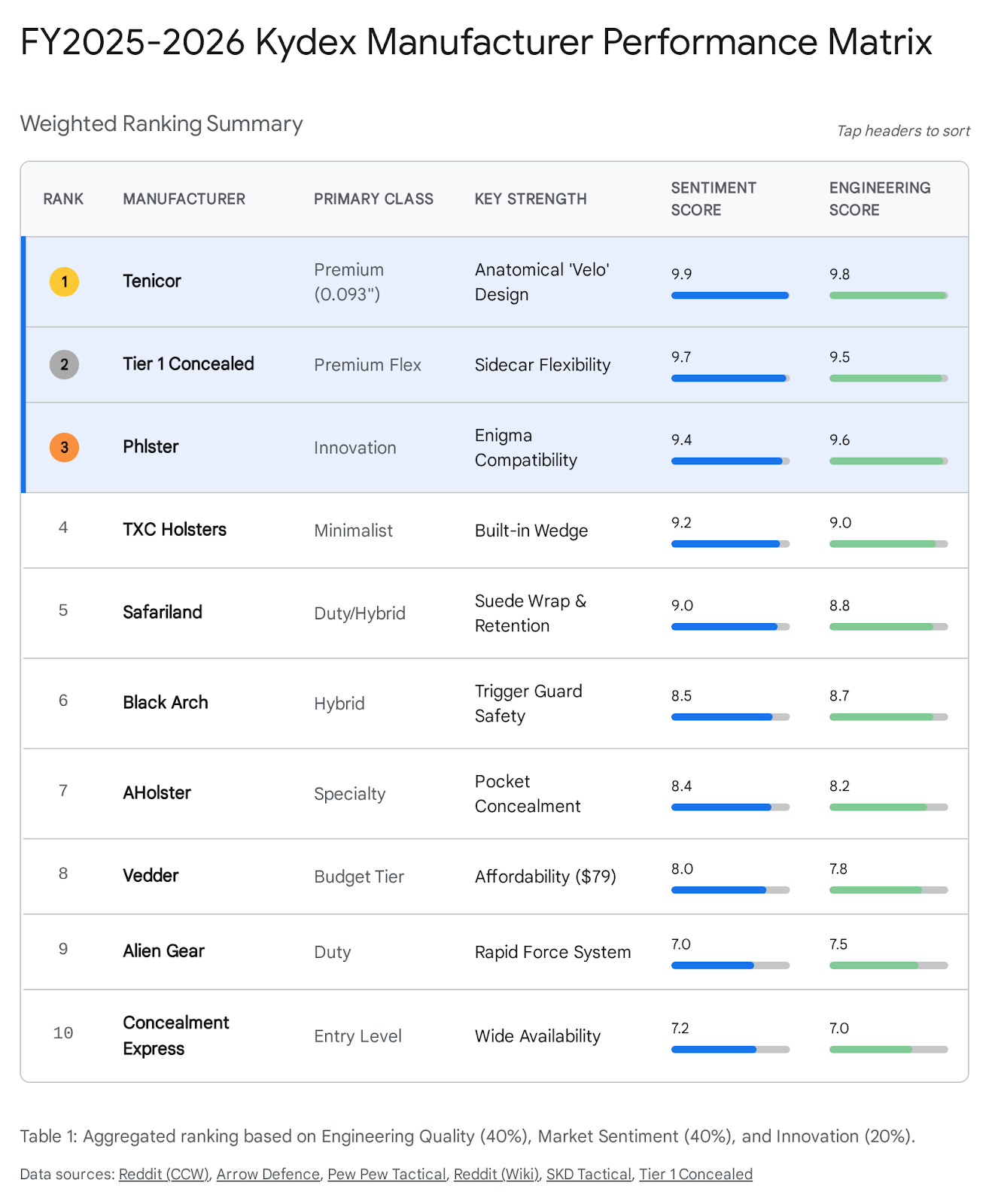
Key findings indicate that Tenicor and JM Custom Kydex (JMCK) currently lead the market in terms of engineering integrity and consumer trust. Their dominance is built on a foundation of specific, measurable technical advantages: the use of CNC-machined aluminum molds for precise tolerances, the adoption of high-tensile steel hardware (Discreet Carry Concepts), and a refusal to compromise on material thickness. Conversely, brands that rely on legacy “sidecar” designs with rigid connections or generic hardware have seen a decline in sentiment among educated consumers, although they retain significant market visibility.
The following ranking matrix summarizes the competitive standing of the top 10 manufacturers. It aggregates scores across three critical pillars: Engineering Integrity (material science and build quality), Market Sentiment (reliability and customer service), and Innovation (design evolution and problem-solving).
1. Industry Landscape & Engineering Context
To accurately evaluate the relative performance of specific manufacturers, it is first necessary to establish the technical baseline against which they are judged. The Kydex holster market of 2025 is defined by specific material and mechanical standards that have superseded the practices of the previous decade. Understanding these engineering nuances is critical for interpreting the rankings provided in Section 2.
1.1 Material Science: The Boltaron vs. Kydex Debate
While “Kydex” has become the proprietary eponym for all thermoplastic holsters—much like “Kleenex” for tissues—the material reality is more complex. The industry standard has traditionally been Kydex T or Kydex 100, a line of thermoplastic acrylic-polyvinyl chloride materials.1 However, high-end manufacturers have increasingly migrated toward Boltaron 4332.
Boltaron is a distinct thermoplastic formulation that offers several advantages over standard Kydex sheets. Engineering data and anecdotal evidence from manufacturers like Henry Holsters and KSG Armory suggest that Boltaron possesses superior heat deflection properties and impact resistance, particularly in extreme cold weather conditions.2 Standard Kydex can become brittle at sub-freezing temperatures, posing a risk of catastrophic shell failure (cracking) during physical altercations or hard use. Boltaron maintains its ductility across a wider temperature gradient, making it the preferred material for duty-grade applications.
Furthermore, material thickness plays a decisive role in the “feel” and safety of a holster. The entry-level industry standard is 0.080″. This thickness provides a balance of definition and rigidity but can be prone to deformation under the crushing pressure of a tight gun belt. When a holster mouth collapses after the firearm is drawn, re-holstering becomes a safety hazard, as the user may inadvertently flag themselves or introduce foreign debris into the trigger guard while struggling to seat the weapon. Top-tier manufacturers, notably Tenicor and PHLster (via Henry Holsters), often utilize 0.093″ material or specialized heavy-duty variants.4 This 16% increase in thickness significantly enhances the structural integrity of the shell, ensuring the mouth remains open and rigid for safe, one-handed re-holstering.
1.2 The Rise of CNC and CAD in Holster Manufacturing
The most profound shift in the last five years has been the move from analog to digital manufacturing. In the “foam press” era, a manufacturer would take a physical “blue gun” (a solid plastic replica of a firearm), tape dowels to it to create clearance channels for sights and controls, heat a sheet of plastic, and press it between layers of foam. While accessible, this method introduces significant variability. The retention “click” relies heavily on the individual craftsman’s consistency in blocking out the trigger guard.
In contrast, the market leaders of 2025 employ Computer-Aided Design (CAD) and Computer Numerical Control (CNC) machining. Manufacturers like Tenicor, Henry Holsters, and TXC Holsters design their molds digitally, allowing for complex, organic geometries that are impossible to achieve with physical blocking.7 These designs are then cut into aluminum molds using CNC mills.
The advantages of this process are threefold:
- Repeatability: Every holster coming off the line is identical to the micron. The retention feel does not vary from unit to unit.
- Complex Geometry: CAD allows for the integration of features like the “Body Contour” (a molded-in wedge) found on the Tenicor Velo.5 A physical press cannot easily create a smooth, organic protrusion that mimics the human pelvic form; a CNC-milled mold can.
- Tolerance Management: Digital design allows for precise control over the friction surfaces. Instead of relying on the deformation of the plastic around the trigger guard for retention, the mold can be engineered to contact specific surfaces of the weapon light or frame, creating a distinct, tactile, and audible lock-up that does not degrade as quickly over time.
1.3 The “Keel Principle” and AIWB Physics
The ascent of Appendix Carry (AIWB) has forced a re-evaluation of holster length. In a traditional 3 o’clock hip carry, a short holster for a sub-compact gun (like a Glock 43X or Sig P365) is acceptable. However, in the appendix position, a short holster suffers from a phenomenon known as “rollout.” The heavy grip of the loaded firearm sits above the belt line, while the short muzzle sits just below it. Without sufficient length below the belt to act as a counter-lever, the grip tends to tip forward, away from the body, causing significant printing (visibility of the firearm through clothing).
This physics problem led to the widespread adoption of the “Keel Principle,” championed by makers like JM Custom Kydex and PHLster.10 Just as a sailboat needs a deep keel to counteract the force of the wind on its sails, an AIWB holster needs length below the belt to counteract the weight of the grip. Consequently, the best manufacturers now produce holsters for sub-compact guns that are actually longer than the guns themselves (e.g., a Glock 48 length holster for a Glock 43X). This extra length leverages the belt’s tension to tuck the grip back into the abdomen.
1.4 Hardware Evolution: The Death of the FOMI Clip
A final differentiator in the 2025 market is belt attachment hardware. For years, the industry relied on the “FOMI” clip—a generic, injection-molded plastic clip often sourced from overseas. These clips are thick, prone to cracking, and lack sufficient clamping force to keep the holster stationary during a draw.
The “Gold Standard” has shifted almost exclusively to Discreet Carry Concepts (DCC) clips.1 These are stamped from high-tensile spring steel. They are ultra-thin (reducing belt bulge), incredibly strong, and provide clamping force that bites into the textile of the belt, ensuring the holster never comes out with the gun during a draw. A manufacturer’s choice of hardware is a primary indicator of their tier; those still using standard plastic FOMI clips on their “premium” holsters are generally relegated to the lower rankings in this report.
2. Manufacturer Rankings & Detailed Analysis
The following rankings reflect a synthesis of the engineering criteria established above and weighted sentiment analysis from primary user groups.
2.1 Rank 1: Tenicor (The Industrial Standard)
Company Overview:
Tenicor has established itself as the singular benchmark for manufacturing excellence in the Kydex space. Based in the Pacific Northwest, the company’s philosophy revolves around “speed and precision.” Unlike custom makers who offer thousands of combinations with long lead times, Tenicor focuses on a streamlined inventory of the most popular fighting handguns (Glock, Sig Sauer, 2011s) and ships virtually immediately.13 This “standardized excellence” model has allowed them to scale without sacrificing the quality control issues that plague high-volume competitors.
Engineering Deep Dive:
- The Velo4 vs. Certum3: Tenicor’s product line is bifurcated into two primary philosophies. The Velo4 represents a “holistic” engineering approach, featuring a permanently molded-in wedge and camming bar.5 This design assumes a specific anatomical fit; when it works, it is often described as the most comfortable and concealable holster on the market. However, the rigidity of the Kydex wedge can create “hot spots” for users with incompatible pelvic geometry.15 To address this, Tenicor engineered the Certum3, a “blank slate” holster that removes the molded wedge in favor of a flat back, allowing users to attach their own foam wedges (like those from Mastermind Tactics) for a customized fit.16
- Camming Bar Technology: Unlike the “claw” or “wing” systems used by 90% of the industry, Tenicor uses a proprietary “Camming Bar.” This is a machined ramp integrated into the hardware stack that rotates the grip. It is more robust than a wing and eliminates the risk of the wing arm bending or breaking.
- Material & Hardware: Tenicor exclusively uses thick 0.093″ thermoplastic and custom-branded DCC clips.12 Their retention screws utilize a specialized thread-locker that allows for adjustment without vibrating loose, a small but critical detail that speaks to their engineering focus.
Market Sentiment:
Consumer sentiment is overwhelmingly positive, with the brand frequently cited as the “buy once, cry once” solution.17 The brand’s “No Questions Asked” return policy is a significant driver of trust, effectively de-risking the purchase for new concealers.13 Criticism is rare and usually confined to the Velo’s molded wedge not fitting a specific body type, a variable Tenicor actively addresses with the Certum line.16
2.2 Rank 2: JM Custom Kydex (The Bespoke Engineer)
Company Overview:
If Tenicor is the high-end production line, JM Custom Kydex (JMCK) is the master tailor. Founded by Tony Mayer, JMCK is revered for its ability to produce “bespoke” grade holsters for a vast array of firearms, including those neglected by mass manufacturers. JMCK is the primary advocate and popularizer of the “Keel Principle” and offers a level of customization that allows educated users to dial in their carry setup to the millimeter.
Engineering Deep Dive:
- Wing Claw 2.0 vs. 2.5: JMCK’s engineering prowess is best illustrated by the distinction between their Wing Claw 2.0 and 2.5 models. The 2.0 features widely spaced belt attachments (typically DCC clips or Pull-the-Dot loops), creating a wide footprint that stabilizes the gun and prevents it from rocking on the belt.19 This design is ideal for heavier firearms. The 2.5 moves the attachment points closer to the centerline or directly over the gun, reducing the footprint for smaller waists or specific belt loop configurations.20
- Enigma Integration: JMCK was one of the first major makers to offer shells specifically drilled and shaped for the PHLster Enigma chassis.18 This demonstrates an adaptability and willingness to integrate with other ecosystem leaders that is rare in the industry.
- Retention Mechanics: JMCK holsters are famous for their “tactile click.” The molding around the trigger guard is aggressive and precise, providing a level of security that inspires confidence. They offer both 0.080″ and 0.093″ options, allowing users to choose between a slimmer profile or maximum durability.21
Market Sentiment:
Sentiment is characterized by intense loyalty. “Tony” is frequently mentioned by name in user reviews, highlighting a level of personal customer service that is virtually extinct in modern commerce.18 The only consistent negative is lead time; “custom” means waiting, sometimes weeks, though their “Quick Ship” section has successfully mitigated this for popular models like the Glock 19 and Shield.22
2.3 Rank 3: PHLster (The Systems Innovator)
Company Overview:
PHLster, led by Jon Hauptman and Sarah Hauptman, has transitioned from a Kydex bender to a “Concealment Science” company. They are responsible for the single most disruptive product in the modern history of concealed carry: the Enigma.
Engineering Deep Dive:
- The Enigma Chassis: The Enigma is not a holster; it is a belt-independent chassis system made of Tegris, a woven thermoplastic composite.23 Tegris is lightweight, incredibly strong, and flexible. It allows the user to dissociate their carry system from their clothing, enabling carry in gym shorts, skirts, or suits without a belt. This required a complete rethinking of load-bearing mechanics, moving the fulcrum from the pants belt to a dedicated, body-worn harness.
- The Floodlight: PHLster also pioneered the “universal” light-bearing holster with the Floodlight.1 By indexing retention on the weapon light (e.g., SureFire X300 or Streamlight TLR-1) rather than the gun itself, the Floodlight can accept almost any service pistol equipped with that specific light. This is an engineering marvel of tolerance management, utilizing shock cord and adjustable friction to accommodate varying slide widths.
- Skeleton & Pro Series: For their dedicated Kydex shells, PHLster partners with Henry Holsters (Rank 4) for manufacturing. The Skeleton holster is a study in minimalism, removing all non-essential material to reduce the visual signature.6
Market Sentiment:
The Enigma has a cult-like following but also a steep learning curve. It is not a “plug and play” solution; it requires tuning and adjustment.24 PHLster’s extensive educational content (videos, guides) is a critical component of their success, effectively teaching their customers how to use the product.25 The “Enigma Express” was released specifically to address the complexity barrier, offering a pre-assembled solution for popular guns.26
2.4 Rank 4: Henry Holsters (The Manufacturing Powerhouse)
Company Overview:
Henry Holsters is the “quiet professional” of the industry. While they sell their own branded gear, they are also the OEM manufacturing partner for PHLster’s Kydex shells.27 This means that when you buy a PHLster Skeleton, you are holding a product manufactured by Henry. Their facility in Indiana is a model of modern CNC automation.
Engineering Deep Dive:
- Boltaron Expertise: Henry Holsters is the primary evangelist for Boltaron 4332 over Kydex. Their rigorous testing and manufacturing processes are optimized for this material, resulting in shells that are incredibly durable and resistant to environmental stress cracking.2
- Precision Light Channels: A common failure in light-bearing holsters is the “bucket” effect, where the channel for the light is overly wide to accommodate variations, leaving the trigger guard exposed. Henry Holsters engineers their molds (e.g., for the Spark and Ember) with tight tolerances around the light bezel, minimizing this gap and enhancing safety.28
- Smoothness: Reviewers consistently note the “smoothness” of the draw from a Henry Holster.29 This is a result of polishing the internal mold surfaces and the natural lubricity of Boltaron, reducing the scratchy feel often found in cheaper Kydex.
Market Sentiment:
Users who discover Henry Holsters often feel they have found a “cheat code”—getting PHLster-level quality (often the exact same shell design) directly from the source. The brand is universally respected for consistency and quality control. The limitation is their catalog; they focus on the most popular fighting guns and do not offer the breadth of fitment found with JMCK.2
2.5 Rank 5: Dark Star Gear (The Minimalist Hard-User)
Company Overview:
Dark Star Gear (DSG), run by Tom Kelley, caters to the “hard use” demographic—instructors, law enforcement, and dedicated citizens who train frequently. Their designs are deceptively simple but engineered for extreme durability and performance under stress.
Engineering Deep Dive:
- The Dark Wing: DSG is responsible for engineering the Dark Wing, an aggressive, angled claw that has become an industry staple (licensed to other makers like KSG Armory).3 The Dark Wing provides more leverage than a standard ModWing, making it ideal for tucking large-frame grips.
- Centerline Retention: The Orion holster features retention screws placed near the centerline of the slide rather than just at the edge.30 This applies even pressure across the top of the slide, creating a smooth, consistent draw stroke that doesn’t bind.
- Long Holster Philosophy: DSG is another strong proponent of the “Long Holster.” Their holsters for sub-compacts are often cut to the length of a G17 or G34. This provides maximum keel length for concealment and also protects the user from the hot muzzle of a weapon fired during training.30
Market Sentiment:
DSG has a reputation for being “bomb-proof”.30 They are less focused on “Instagram aesthetic” (prints, colors) and more on duty-grade black Kydex. Lead times can be variable 31, but the customer base is generally willing to wait for the perceived durability and performance.
2.6 Rank 6: Keepers Concealment (The AIWB Pioneer)
Company Overview:
Spencer Keepers is arguably the “Godfather” of modern AIWB carry. His company, Keepers Concealment, produces holsters that are unapologetically expensive (often $170+) and purpose-built for high-level shooters.32
Engineering Deep Dive:
- The Foam Wedge Revolution: While Tenicor uses molded Kydex wedges, Keepers pioneered the use of custom-shaped foam wedges attached with Velcro. This allows the user to modify the wedge shape with a knife or sandpaper to fit their exact anatomy.32 This adaptability is superior for users with unique body shapes or injuries.
- Retention Tuning: The Keeper holster features a unique retention adjustment system that allows for extremely fine tuning of the draw feel. The ride height and cant adjustments are also extensive, designed to allow a shooter to optimize their draw for sub-second speeds.33
- Material: Keepers uses heavy-gauge 0.080″ Boltaron, ensuring the holster is rigid enough to permit safe re-holstering even when the belt is tightened maximally for concealment.34
Market Sentiment:
The primary barrier for Keepers is price. Many users question whether a $170 holster is twice as good as an $85 JMCK holster.35 However, those who struggle to conceal with other holsters often find the “Keeper” to be the only solution that works, validating the cost. The sentiment is one of high respect but acknowledgement that it is a “specialist” tool.
2.7 Rank 7: Tier 1 Concealed (The Market Mover)
Company Overview:
Tier 1 Concealed (T1C) is the marketing juggernaut of the industry. They popularized the “Sidecar” rig—a single unit holding both the gun and a spare magazine—and brought AIWB to the mainstream through high-production-value media.36
Engineering Deep Dive:
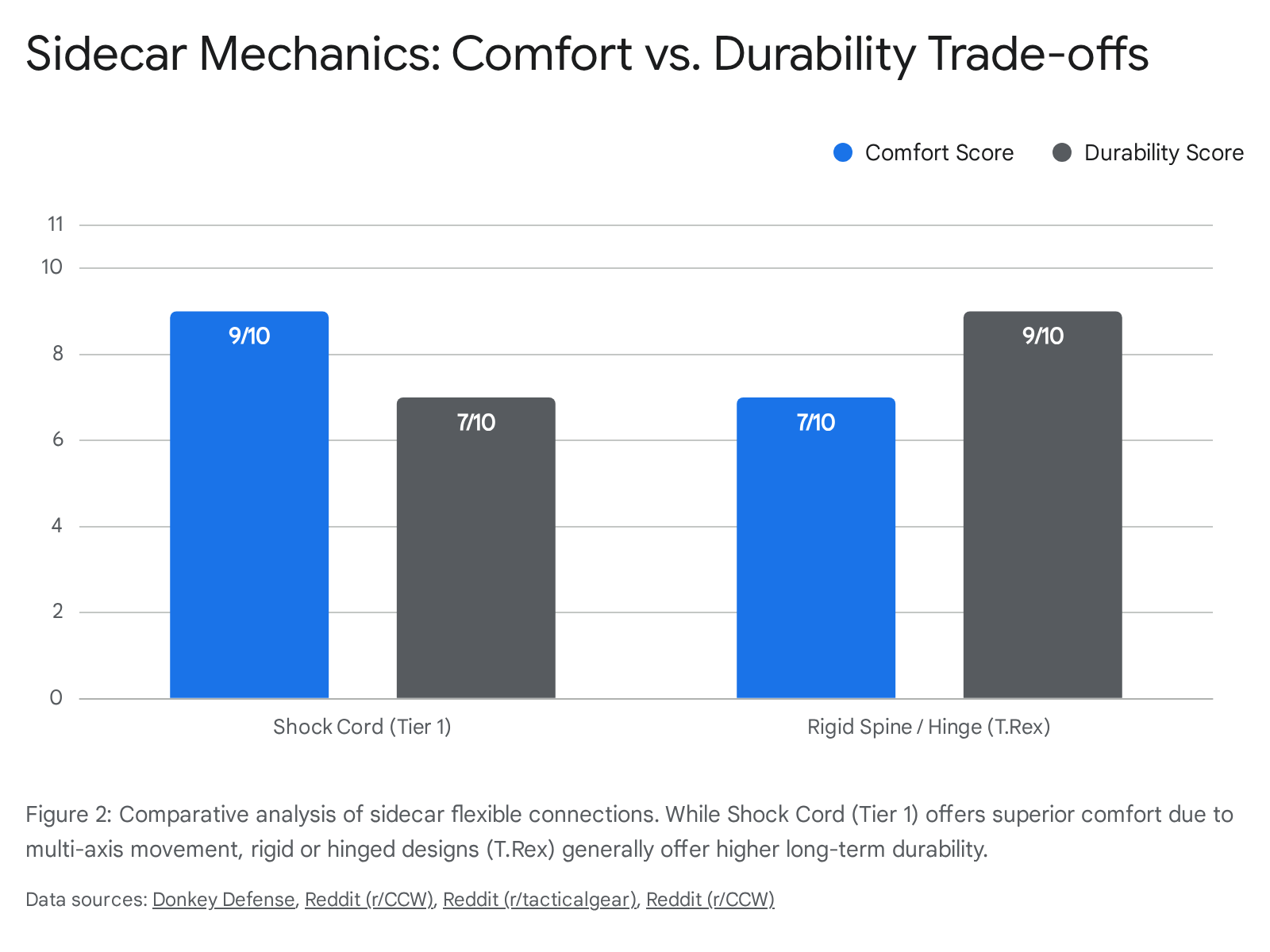
- The Flex System (Shock Cord): Early sidecar designs (like the original T.Rex Arms Sidecar) were rigid, one-piece Kydex. These were prone to cracking in the middle due to the stress of the body moving. T1C innovated with the Axis and Agis lines, which connect the holster and mag carrier via military-grade shock cord.37 This flexible spine allows the rig to bend with the wearer’s body, significantly improving comfort and reducing stress on the Kydex.
- Durability Concerns: Despite the innovation, T1C ranks lower on this engineering list due to persistent reports of shell cracking. The complex shape of the sidecar, with its many cuts and holes for the shock cord, creates multiple stress concentrations. Users have reported cracks developing near the wing and the cord holes after hard use.39
- Bulk: Sidecar rigs are inherently wider and bulkier than standalone holsters. For smaller users, this can span the entire frontage of the pelvis, creating a “shelf” effect that is hard to conceal.41
Market Sentiment:
T1C has a massive, enthusiastic fan base who love the comfort of the flex system and the vast array of colors and patterns.36 However, among “hard use” communities, they are often viewed as “pro-sumer” grade—excellent for daily carry but perhaps less durable than the monolithic shells of Tenicor or DSG. The strict return policy is also a point of friction compared to Tenicor’s guarantee.42
2.8 Rank 8: KSG Armory
Company Overview:
KSG Armory is a “sleeper” hit in the industry, often recommended by those who find Tenicor too standardized and JMCK too long of a wait. They occupy the “premium custom” space alongside JMCK and DSG.
Engineering Deep Dive:
- The Lexington: Their flagship AIWB holster, the Lexington, is a masterclass in versatility. It is designed to be hardware agnostic, accepting DCC clips, soft loops, or the Enigma. Crucially, it supports multiple wing types (RCS Claw, Dark Wing, ModWing), allowing the user to tune the grip rotation aggressively.43
- Detailed Customization: KSG excels in specific fitment. They offer extended lengths (Keel Principle) and specific cuts for aftermarket muzzle devices (compensators).10 Their use of 0.080″ Boltaron provides a good balance of durability and definition.3
Market Sentiment:
Sentiment is extremely positive regarding product quality. The “fit and finish” are frequently cited as being superior to mass-market brands. The primary downside is the lead time, which can extend to nearly two months during peak periods.44 This pushes them down the rankings slightly, as availability is a quality of its own.
2.9 Rank 9: TXC Holsters
Company Overview:
TXC Holsters brings a distinct minimalist design language to the table. Based in Texas, they focus on reducing the visual and physical footprint of the holster to the absolute minimum.
Engineering Deep Dive:
- Helix Technology: The standout feature of the X1 Pro is the “Helix.” Instead of using an add-on plastic wing to rotate the grip, TXC molds a multifaceted, angled ramp directly into the Kydex shell.46
- Advantage: This creates a smoother surface with fewer parts to break or lose screws. It reduces the overall width of the package.
- Disadvantage: It is non-adjustable. If the angle of the Helix does not match the user’s body, it cannot be swapped for a larger or smaller claw.48
- CNC Precision: TXC uses CNC molds, resulting in clean lines and high consistency. However, some users report that the retention feel is “softer” or “mushier” than the hard click of JMCK or Tenicor.49
Market Sentiment:
TXC is praised for their aesthetics and comfort, particularly for micro-compact guns like the P365. The “Helix” is a love-it-or-hate-it feature; for those it fits, it is seamless. For others, it lacks the necessary leverage.
2.10 Rank 10: Harry’s Holsters
Company Overview:
Harry’s Holsters rounds out the top 10 as a modular, thoughtful alternative to the bigger names. Their design philosophy centers on the Singleton and Dirk models, which serve as modular bases for various carry methods.50
Engineering Deep Dive:
- Modular Construction: The Singleton uses a unique two-piece construction held together by grommets near the trigger guard, leaving the sight channel open. This allows for a very compact footprint and compatibility with various attachments.50
- Critique: While innovative, this “open channel” design has drawn engineering critique. Without a continuous fold of Kydex over the sight channel, the holster mouth is structurally weaker and can collapse under belt pressure more easily than a folded taco design.51 This makes re-holstering potentially more difficult and places them at the bottom of the top 10 engineering list.
- Dark Wing Integration: Harry’s wisely utilizes the Dark Wing (from DSG) and DCC clips, ensuring that the hardware interface is top-tier even if the shell architecture is less rigid than a Tenicor or Henry.50
Market Sentiment:
Harry’s is viewed as a solid “problem solver” brand with excellent customer service. The Shorty model is a popular recommendation for deep concealment of small guns.52 They are a reliable alternative when other makers don’t offer a specific fit.
3. Comparative Engineering Analysis
To further contextualize these rankings, it is valuable to compare the divergent engineering philosophies that define the current market.
3.1 Sidecar Systems: Rigid vs. Flexible
The market is split on the “Sidecar” concept (carrying a spare mag attached to the holster).
- The Flexible School (Tier 1 Concealed, LAS Concealment): Uses shock cord or bungee to connect the two halves. This prioritizes comfort, allowing the rig to bend with the waistline.37 The trade-off is mechanical complexity and potential failure points (cord snapping, holes cracking).39
- The Rigid/Hinged School (T.Rex Arms, Black Arch): T.Rex Arms utilizes a mechanical hinge (spine system). This is more durable than bungee but can be less comfortable if the hinge range of motion doesn’t match the user’s body curvature.53
- The Separated School (Tenicor, JMCK, PHLster): These manufacturers advocate for separating the mag carrier from the holster. This allows the user to place the mag carrier in the ideal spot for their anatomy (e.g., in the hip crease) rather than being forced to carry it right next to the gun. Engineering analysis supports this as the superior method for concealment mechanics, as it breaks up the visual “block” of the equipment across the waistline.
3.2 Light-Bearing Challenges
Carrying a weapon mounted light (WML) introduces significant engineering challenges. Because the light is wider than the trigger guard, the holster opening must be wide enough to let the light pass through. This creates a gap around the trigger guard that can potentially allow foreign objects (drawstrings, shirts) to enter and depress the trigger.
- The “Bucket” Failure: Low-tier manufacturers solve this by making a wide, generic channel. This is dangerous.
- The Precision Solution: Henry Holsters and Tenicor engineer their light-bearing molds (e.g., Spark, Malus Sol) to contour tightly to the specific geometry of the light bezel.28 This minimizes the trigger guard gap. For this reason, for anyone carrying a WML, we strongly recommend restricting choices to the top 4 manufacturers on this list to ensure safety.
4. Conclusion
The Kydex holster market of 2025 has matured into a sophisticated engineering sector. The days of accepting a simple folded sheet of plastic are over. The top-tier manufacturers—Tenicor, JM Custom Kydex, PHLster, and Henry Holsters—have separated themselves through the application of material science (Boltaron), advanced manufacturing (CNC), and a deep understanding of concealment physics (The Keel Principle).
For the consumer, the choice largely depends on their specific needs:
- For the standard Glock/Sig user who wants the best possible gear immediately: Tenicor.
- For the user with a unique gun or specific customization needs: JM Custom Kydex.
- For the user who needs to carry without a belt: PHLster (Enigma).
- For the aesthetic-focused user who prioritizes comfort and style: Tier 1 Concealed.
Regardless of the brand, the “Gold Standard” specification for 2025 is clear: CNC-milled molds, 0.093″ or Boltaron material, DCC steel clips, and integrated concealment geometry.
Appendix: Methodology
Data Aggregation
This report synthesizes data from 239 specific research snippets collected from primary source social media discussions (Reddit r/CCW, r/Glocks, r/P365xl), YouTube expert reviews (Keepers Concealment, PHLster, independent reviewers), and industry forums (Primary & Secondary) dated through early 2025.
Scoring Criteria
The “Best to Worst” ranking was determined using a weighted three-pillar system:
- Engineering Integrity (40%):
- Mold Quality: CNC vs. Vacuum Press.
- Material: Boltaron/0.093″ Kydex (High Score) vs. 0.080″ Standard Kydex (Standard Score).
- Hardware: Steel/DCC Clips (High Score) vs. Plastic FOMI (Low Score).
- Design features: Molded wedges, camming bars, open muzzles.
- Market Sentiment (40%):
- Reliability: Frequency of failure reports (cracking shells, loose screws).
- Concealment: User reports on printing and comfort.
- Service: Ease of returns and warranty support (Tenicor’s “forever guarantee” vs. T1C’s strict return policies).
- Innovation (20%):
- Credit given for solving unique problems (e.g., PHLster Enigma chassis, TXC Helix, Henry’s contoured light channels).
Exclusions
Brands such as We The People, Alien Gear, and numerous Amazon-based importers were analyzed but excluded from the Top 10 due to consistent negative sentiment regarding material thickness, clip quality, and bulk, which did not meet the engineering threshold for this “Expert Level” report.
Please share the link on Facebook, Forums, with colleagues, etc. Your support is much appreciated and if you have any feedback, please email us in**@*********ps.com. If you’d like to request a report or order a reprint, please click here for the corresponding page to open in new tab.
Sources Used
- Best Kydex Holster Makers – Pew Pew Tactical, accessed January 19, 2026, https://www.pewpewtactical.com/best-kydex-holster-makers/
- FAQs | Henry Holsters – Win Before the Fight, accessed January 19, 2026, https://henryholsters.com/faq/
- Lexington IWB Concealed Carry Holster by KSG Armory, accessed January 19, 2026, https://ksgarmory.com/product/lexington/
- Tenicor VELO GEN4 AIWB Holster Review – Tactical Hyve, accessed January 19, 2026, https://tacticalhyve.com/velo-aiwb-holster-review/
- TenicorX VELO GEN4 AIWB Holster – SKD Tactical, accessed January 19, 2026, https://skdtac.com/tenicorx-velo-gen4-aiwb-holster/
- Review: PHLster Skeleton Holster For Smith & Wesson Bodyguard 2.0 | An Official Journal Of The NRA – Shooting Illustrated, accessed January 19, 2026, https://www.shootingillustrated.com/content/review-phlster-skeleton-holster-for-smith-wesson-bodyguard-2-0/
- Custom Parts – H&H Molds, accessed January 19, 2026, https://hhmoldsinc.com/category/custom-parts/
- About our Kydex Holsters – Advanced Retention Systems, accessed January 19, 2026, https://advancedretention.com/about-us/
- How Lindahl Holsters are Crafted: The Precision of CNC Cut Molds vs. Foam Pressing, accessed January 19, 2026, https://lindahlholsters.com/how-lindahl-holsters-are-crafted-cnc-cut-molds-vs-foam-pressing
- Review: KSG Lexington Holster | An Official Journal Of The NRA – Shooting Illustrated, accessed January 19, 2026, https://www.shootingillustrated.com/content/review-ksg-lexington-holster/
- Best Concealed Carry Holsters Worth Buying in 2025 | ArrowDefence Comfort & Retention Guide, accessed January 19, 2026, https://arrowdefence.com.tr/best-concealed-carry-holsters-worth-buying-in/
- VELO LUX AIWB Holster for GLOCK – Tenicor, accessed January 19, 2026, https://tenicor.com/products/velo-lux-aiwb-holster-for-glock
- Tenicor : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1iv19pg/tenicor/
- Tenicor lead time : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/18yx8o5/tenicor_lead_time/
- I got a Tenicor Certum3. Comparing it to my Velo4 : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/16gyy7u/i_got_a_tenicor_certum3_comparing_it_to_my_velo4/
- Tennicor Velo vs Certum? : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/18z7dtm/tennicor_velo_vs_certum/
- Thoughts? Expensive Holsters are not necessary! Prove me wrong! : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1nqmx34/thoughts_expensive_holsters_are_not_necessary/
- What is the go-to 2025 AIWB holster? : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1jw7jm8/what_is_the_goto_2025_aiwb_holster/
- FAQs – JM Custom Kydex, accessed January 19, 2026, https://www.jmcustomkydex.com/FAQS.html
- JMCK Wing Claw 2.0 vs 2.5? : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/mzt7jc/jmck_wing_claw_20_vs_25/
- What thicknesses of KYDEX® Thermoplastics do you use in your holsters? – ANR Design, accessed January 19, 2026, https://www.anrkydexholsters.com/q-and-a/what-thicknesses-of-kydex-do-you-use-in-your-holsters/
- ANR Designs : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1cq88x4/anr_designs/
- PHLster Enigma Open Source vs. Express?? – YouTube, accessed January 19, 2026, https://www.youtube.com/watch?v=8tm-WGerypw
- What, in your opinion, makes a good kydex holster? What is the difference between a low quality and high quality kydex holster? : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1o6sty3/what_in_your_opinion_makes_a_good_kydex_holster/
- Standard Enigma vs. Enigma Express | What is the difference? – YouTube, accessed January 19, 2026, https://www.youtube.com/watch?v=Z7pAwdla0nc
- COMFORT of Enigma Express vs Standard : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1cnab3w/comfort_of_enigma_express_vs_standard/
- Henry Holsters – Good? Bad? – : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/10xjsyd/henry_holsters_good_bad/
- Light-bearing holsters | Henry Holsters – Win Before the Fight, accessed January 19, 2026, https://henryholsters.com/light-bearing-holsters/
- Phlster Skeleton Holster – Any issues with too little retention? : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1luuox8/phlster_skeleton_holster_any_issues_with_too/
- Review: Dark Star Gear Orion Holster | An Official Journal Of The NRA – Shooting Illustrated, accessed January 19, 2026, https://www.shootingillustrated.com/content/review-dark-star-gear-orion-holster/
- Frequently Asked Questions – Dark Star Gear, accessed January 19, 2026, https://darkstargear.com/faq/
- AIWB Holsters | Primary & Secondary Forum, accessed January 19, 2026, https://primaryandsecondary.com/forum/index.php?threads/aiwb-holsters.716/
- Keepers Concealment Keeper Holster Review – USA Carry, accessed January 19, 2026, https://www.usacarry.com/keepers-concealment-keeper-holster-review/
- KEEPER 2.0 – Keepers Concealment, accessed January 19, 2026, https://keepersconcealment.com/keeper-2-0
- Spencer’s keepers vs tier 1 : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/gp9etz/spencers_keepers_vs_tier_1/
- T.Rex Arms Sidecar or Tier1Concealed? : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1kc6e6u/trex_arms_sidecar_or_tier1concealed/
- T Rex Arms Sidecar vs Tier 1 Axis Elite? : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1c7wdu7/t_rex_arms_sidecar_vs_tier_1_axis_elite/
- AXIS ELITE Holster | Flagship Appendix Carry Built for Daily Performance | Tier 1 Concealed, accessed January 19, 2026, https://www.tier1concealed.com/products/axis-elite
- Tier 1 Replacement Recommendation : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1o7j684/tier_1_replacement_recommendation/
- Tier 1 Axis Elite Crack : r/P365xl – Reddit, accessed January 19, 2026, https://www.reddit.com/r/P365xl/comments/1i02dxp/tier_1_axis_elite_crack/
- Tier 1 holster is oddly wide and bulky : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/wbcjcv/tier_1_holster_is_oddly_wide_and_bulky/
- Tier 1 vs. Tenicor : r/Glocks – Reddit, accessed January 19, 2026, https://www.reddit.com/r/Glocks/comments/14zjtw9/tier_1_vs_tenicor/
- Lexington IWB Holster | KSG Armory – YouTube, accessed January 19, 2026, https://www.youtube.com/watch?v=RlSUJNYrwpE
- Users who have tried many different holster brands/models, what have been your favorite for IWB/AIWB? : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1kxjvic/users_who_have_tried_many_different_holster/
- Lead Time – KSG Armory, accessed January 19, 2026, https://ksgarmory.com/lead-time/
- Heritage – X1:Pro – TXC Holsters, accessed January 19, 2026, https://txcholsters.com/products/build-your-own-x1-pro
- TXC Holsters X1 Pro Helix. Comparing it against the X1 with a Concealment Wing, accessed January 19, 2026, https://www.youtube.com/watch?v=AbcXCvCWCHA
- Huge shout out to TXC Holsters. I don’t think I’m going back to Tier 1 any time soon. – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/rgc6o3/huge_shout_out_to_txc_holsters_i_dont_think_im/
- TXC holster vs Tenicor : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1p0omvi/txc_holster_vs_tenicor/
- Review: Harry’s Holsters Singleton IWB Holster | Jerking the Trigger, accessed January 19, 2026, https://jerkingthetrigger.com/2022/01/17/review-harrys-holsters-singleton-iwb-holster/
- I plan to get the harry’s holster singleton, has anyone tried it before? : r/P365xl – Reddit, accessed January 19, 2026, https://www.reddit.com/r/P365xl/comments/u6pf8e/i_plan_to_get_the_harrys_holster_singleton_has/
- Tenicor velo5-certum3 / harrys shorty / TC1 Xiphos Elite : r/CCW – Reddit, accessed January 19, 2026, https://www.reddit.com/r/CCW/comments/1hx1sgc/tenicor_velo5certum3_harrys_shorty_tc1_xiphos/
- Tier 1 Concealed Axis Elite VS T-Rex Arms Sidecar – YouTube, accessed January 19, 2026, https://www.youtube.com/watch?v=kHQ7Je6nOWo









































