In September I bought my first new truck from a dealership – a 2021 RAM 2500 with the 6.4L Hemi engine. It was a Tradesman with a crew cab and the 2GA customer package group – meaning it had the Snow Chief, Chrome Appearance, Tradesman Level 2, Shift on the Fly transfer case, Power Black Trailer Mirrors, LED bed lighting, and Trailer controller. What it didn’t have was front tow hooks — seriously. I was actually surprised by this. I’ve used front hooks so many times over the years that to not have them wasn’t an option but I figured I could add them later and bought the truck.
Wow – Have You Seen The Price To Add Hooks?
Well, this surprised me. I shouldn’t have assumed the cost wouldn’t be bad. Let me itemize this for you real quick:
Tow Hook – Mopar 68349551AD List $132 Online around $93.36 each – you need two
4 hex flange mounting screws / bolts – Mopar 6512808AA. List $5.10/ea and online they are around $3.84/ea. Again, you need four of them – two for each hook
4 hex flange lock nuts – Mopar 6512809AA. List is $5.10 each and online is about $3.84/ea. Thread is M16x1.50mm. Again, you need four of them – two for each tow hook.
That adds up fast. The list total is $304.80 and online is $217.44 – a savings of $87.36 but that does not include shipping or taxes
This does not include the bezels / changes to the bumper if you do it by the book
This does not reflect labor of maybe 2-3 hours or the shop supply charge either.
Also, confirm with the supplier if they have something before you buy it. When I was looking, hooks were hard to find in stock at any kind of discount plus some dealers say they have things but they do not.
So, this definitely wasn’t looking cheap either in terms of parts or labor if I had a dealer do it or even if I went will all new Mopar parts.
How to save money and not sacrifice quality?
What is quality? Quality means meeting my requirements and what did I require? I cared about brute strength. I talked to some guys and they all told me to go with the Ram hooks but to get them off eBay because salvage yards put them up for sale at a huge savings. Wow, they were right. You can get both hooks off eBay that look like new for less than half the price but usually with no fasteners included.
Search on eBay for 68349551ac or 68349551ad tow hooks. The letter designators (aa, ab, ac, and ad) tells us there have been minor changes and the most current version as of my writing this is the “ad” release. I can’t speak to all of the versions but I can tell you I am using the “ac” hooks, no problem. You could search for an earlier release such as “aa” or “ab” if you wanted – I’m just telling you what I did. If you can get a great deal on the newest version, go for it.
When I looked at the Mopar site, it seems to be the hook for all of the trim styles (Tradesman, Big Horn, Laramie, Limited, Limited Longhorn, Lone Star and Power Wagon) of both the 2500 and 3500 series trucks for 2019-2021.
Note: some eBay sellers list two hooks (meaning the pair) in an eBay listing and some just list one so pay attention.
I also always look at how many sales they have done and their rating as well. I’ll pay more for an established seller vs. gambling on a seeming deal from a relatively unknown seller.
I also noticed some sellers put all of the part numbers in their description so searches pull them up so read the listing carefully.
Click on the following to search for:
The 68349551ac hooks (this is what I bought and installed on my 2021 Ram 2500 Tradesman)
By the way, the RAM 1500 hook is not the same so make sure you get a 2500 hook for your model year truck.
Okay, for the bolts and nuts, I did actually go with Mopar and bought them online. I have read posts of fellows going to the hardware store and buying Grade 8 – 5/8″ x 4-1/2″ long bolts, washers, lock washers and nuts. It’s an option but I didn’t want to gamble with the metallurgy so I bought the bolts and washers from https://store.mopar.com/ and there are other online sellers you could go to as well.
As far as the bezels and stuff go, honestly, just cut the fake plastic grill out of the way. Yeah, you could spend the time and money to make it look factory but this is a work truck and the tow hooks are near the bottom of the bumper so nobody is going to be looking for the bezel behind realistically.
As for labor, you can totally do this yourself in less than an hour. I think it took me about 30 minutes.
These arrived via USPS Priority Mail maybe 2-3 days after I ordered them. They are like new – I doubt they were ever used. Yes, they do weigh a ton. I guess I could have weighed them but that didn’t occur to me as I really didn’t care. The point is that they sure are beefy. These are the 68349551AC series hooks by the way.
Installing The Hooks
You can totally do this if you are comfortable with cutting on your truck (some guys aren’t and that is okay – find a buddy who is and bribe him/her with beer, BBQ or whatever) and can turn a wrench. I kid you not, you only need a 15/16″ socket, 2-4″ extension and a big ratchet wrench to do this after your cut the little grills out of the way. A torque wrench capable of 80-90 foot pounds is handy but not essential.
This is my 2021 Ram 2500 Tradesman. The hooks go in the openings located right under the left and right sides of the main grill or the next opening over from where the fog light covers are.
That is the driver’s side tow hook opening with the soon to be cut out plastic grill in the way.
The part of the frame rail where the town gook goes is that square opening straight back from the center so I planned to cut the top three horizontal pieces out of the way.
This is an Ingersoll Rand model 529 reciprocating saw used for body work and what not. This thing is amazing. Cheap reciprocating saws have a ton of vibration when they run but not this one. It makes cutting sheet metal as easy as soft grill plastic 🙂 This is a fine 24 tooth blade. Use a fine blade on plastic to avoid any snags and tears. Your other option is to look for one of the small hack saw blade holders or other small saw where you can reach in. The more teeth per inch, the better.
This is right after cutting. I haven’t cleaned up the cuts or blown out the plastic cuttings yet. The tow hook will go straight into that center opening and you will need to jiggle the hook around to get the two bolts through.
This is what I cut out. A fine tooth saw really does a nice job – fast and clean.
Here are the hooks, bolts and buts.
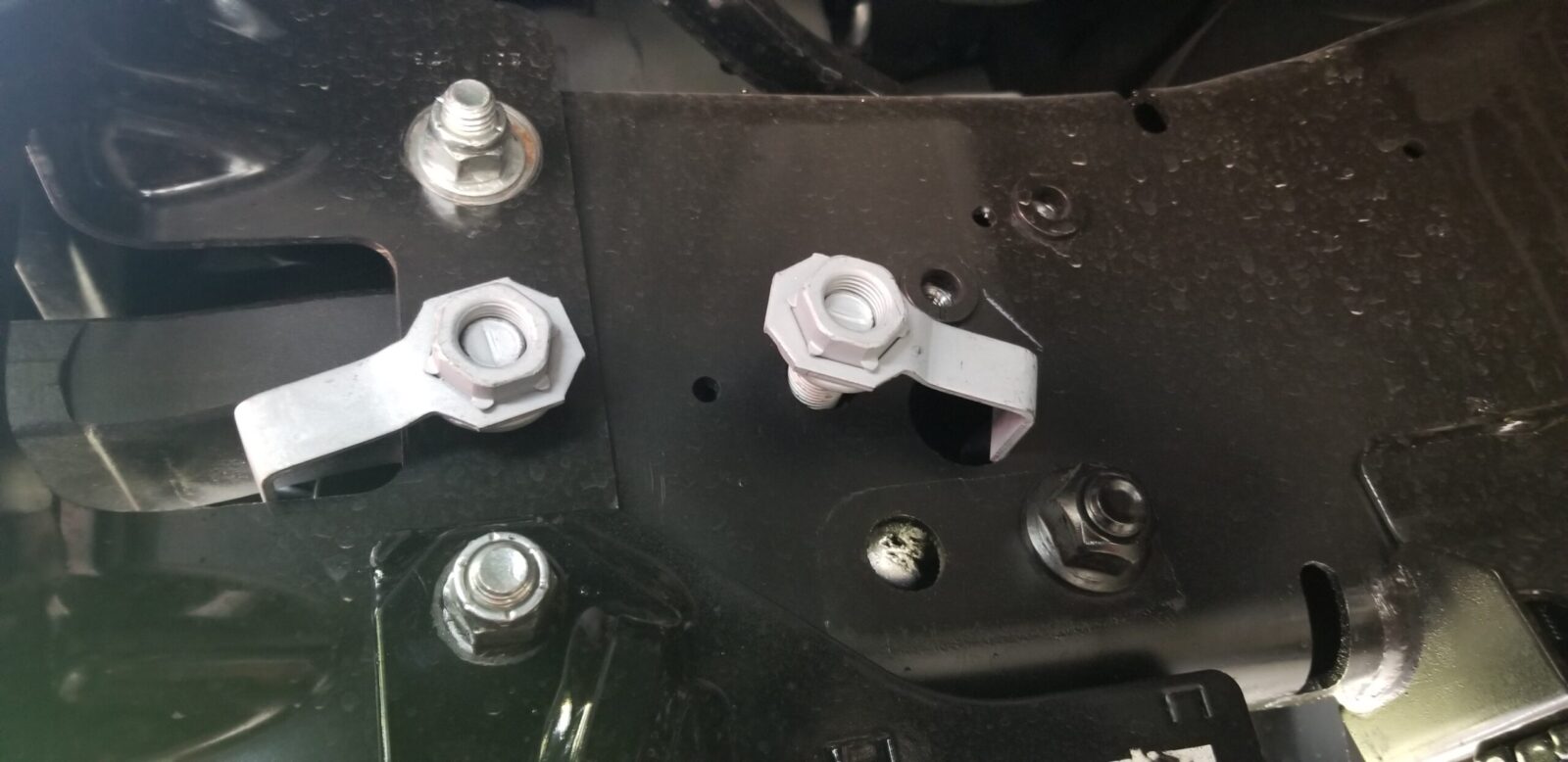
I wanted you to see the side profile of where the bolts engage the hook. The front groove actually has a retaining ring cast into it. I installed the front bolt first – and it will take some wiggling around to get it in and then I did the rear. I did all of this with the truck on the ground by the way, Also, I think the design is pretty interesting. They know the force will be applied by pulling forward so that is where they put their emphasis. The sides of the frame rail clamping against the sides of the hook will further lock it in place not to mention the inevitable rust that will happen sooner or later.
/lbThese are the four Mopar bolts and lock nuts. The wings/tabs on the nuts go into openings in the frames so you can focus on tightening the bolt down to 80-90 ft/lbs. They also limit travel of the nut over time to keep the whole assembly secure.
So push the bolts from the outside of rain through to the inside. This is the driver’s side.
So here you can see the bolts with the lock nuts in place.
This is the passenger side. I had just started the bolts into the nuts when I took this picture.
Torque Down The Bolts
Some guys reported that their hooks rattled and I think they were not torquing them down enough. Yes, they will rattle when you insert them in the frame but not once you tighten them down. Thanks to the WWW, I could not find an absolute “here’s what RAM said for the 2500 tow hook” torque spec. I saw numbers all over the board.
I took a different tact, Mopar says the nut is a M16x1.5 on their website so when I look that up, a class 8.8 bolt has a 245 Nm spec and a class 10.9 has a 335 Nm spec. Converting 245 Nm to ft lbs gives us 180.7 ft lbs. Wow. I divided that by half and took the nuts to 90 ft lbs and called it even. No rattling and the hooks feel solid as a rock. If they loosen up, which I highly doubt, I’ll search around again for the torque spec and/or apply Loc-Tite. Given the design of the locking nuts, I really do not think this is going to happen.
If you don’t believe in torque wrenches, do whatever works for you. Due to a variety of nerve factors, I can’t feel how much pressure I am applying any longer so I torque stuff down to spec.
If you do know a definitive value, please email me and I’ll adjust accordingly.
This is big Ed my 50-250 ft lb 1/2″ torque wrench. I have “bigger Ed” that is a giant 3/4″ unit. I also have a number of 1/4, 3/8 and 1/2 torque wrenches for different applications.
The Result
They are rock solid. I haven’t used them yet but am ready for winter.
Driver’s side. I think I could have left the one top section of the grill but I am also not sure if it would have gotten busted off anyways from shackles, hooks, etc. I also can’t get rid of the slight angle of the hook left to right despite trying to make it flat several times so I am not going to worry about that either,
Passenger side
One last comment, I did go in a week or two later and spray painted all of the exposed bolts and nuts with black paint to slow up the rust on the fasteners. In Michigan, fighting rust is an art form and also a losing battle – that salt that gets put on the roads gets everywhere and eventually takes its toll but I sure do try to delay that 🙂
Summary
You can definitely do the hooks yourself. Save some money and get them off eBay, do what you want with the bolts and then trim the front grills so the tow hooks can slide in. It looks pretty good and will do the job.
Note, I have to buy all of my parts – nothing here was paid for by sponsors, etc. I do make a small amount if you click on an ad and buy something but that is it. You’re getting my real opinion on stuff.
Okay, I’m the proud new owner of a 2021 Ram 2500 Tradesman and the original halogen lights were pretty anemic. I did two things to address this – first, I replaced the high beams with Lasfit LED emitters and that’s a story for another day. With that said though, I’ll tell you that upgrading to the Lasfit LED high beams was stunningly worth it – I can’t tell you the last time I was so happy with an upgrade.
2/13/24 Update: Lasfit is no longer an Amazon seller. If you search on LED headlight options, there are a bunch of sellers out there getting good reviews. Click here to see them in a new tab.
Now that I am done gushing over the high beam upgrade, the second thing I did was to investigate installing a LED light bar on the truck. That’s really the focus of this post.
I guess it must be the pandemic because there aren’t a lot of custom fit aftermarket options right now but there are still a ton of lighting options using general fit LED light bars – the kind that you normally bolt on to a bumper, roll bar, etc.
My first thought was to mount a light on the bumper but I run a Western plow in the winter. I could have mounted a 26″ bar behind the front lower plastic grill in the bumper or even cut it out for a clear shot but it wasn’t really appealing to me.
Then I got to thinking about how tall the truck was. My 2021 Ram 2500 with the snow package is sitting pretty tall in the air. The top of the cab is about six and a half feet (80-ish inches) off the ground. If I mounted a light bar up there, it would have the elevation to cast a ton of light.
Lighting Options
Over the years, I’ve used a number of inexpensive light bars off Amazon and had while some brands weren’t so great due to leaking water into the LEDs, I’ve had pretty good luck with Nilight. You’ll read mixed reviews of their customer service but fortunately I’ve not needed to work with them.
So, I started looking at NiLights and was particularly interested in their triple row light bars as they can output a ton of light. Honestly, for any of these vendors, take their lumen and wattage claims with a huge grain of salt – there’s a ton of marketing hype. In general, bigger bars and more emitters give you more light – that’s just a rule of thumb to go by.
So, I’ve had light bars up to 12″ wide in the past but they were double row and nothing to spectacular in terms of light output. So, I figured I wanted another Nilight and some width greater than 20″ and they have a bunch of options.
In terms of mounting, I really didn’t want to go drilling into my new truck. On one hand I could mount a light behind the plastic lower grill in the bumper but I really wanted to go high because I do plan to install LED fog lights in the future.
So, one way to mount is to use rubber coated magnetic mounts. They are removable and hold pretty good but they honestly do have limits and will blow off the truck if you don’t think things through carefully. I really wanted to go this route, at least for now as I could remove the light when not needed plus move it around to where I needed light.
Going with magnetic mounts does require you to think about some things. First and foremost, are they strong enough to hold the light in position? What you will find is that they tend to be very strong and pulling a magnet straight off a good metal roof is genuinely hard but that’s not the real issue. You need them to not gradually slide backward and come off at the speeds you plan. In general, the bigger the surface area of the light (width x height).
As I thought about it, I reigned in my length to 26″. I sure debated the 37″ bar but there were two reasons why I went with the shorter bar. First, guys reported that the actual draw of the 26″ Nilight 18025C-A light bar was around 5 amps and that was good because I planned to power the light from the dash mounted cigarette lighter – more on that shortly.
Second, I wanted to lower the risk of the light sliding around. The 26″ Nilight 18025C-A bar comes with three mounting points but I wanted to add more to make sure it didn’t move so I ordered additional set of the Nilight 90035B mounting brackets. That then gave me the ability to mount five of the magnetic bases. I figured that would do the job.
Powering the Nilight 18025C-A Bar
With all of the lighting gear on order, the next thing to consider was the power. Since it was going to be removable, I wanted the power to be mobile as well and not hardwired.
For those of us old enough to remember the old cigarette lighters you know where the name comes from. For those of you wondering what I am talking about, I am talking about the odd looking tubular 12 volt power receptacle in your car or truck. Back in the day, there was a little plug that you pushed in that would cause a little heating element to get red hot and you could light a cigarette or stogie from it … or anything else for that matter – it was like a little red hot space heater or stove element.
In most vehicles, the units can provide 15-20 amps. In a Ram, my understanding is that the center dash unit has a 20 amp fuse. If you are trying to calculate watts, volts x amps = watts so a 20 amp 12 volt circuit can provide 240 watts.
Remember my earlier comment about light bar watt and lumen claims typically being higher than reality? The 26″ bar listing says 540 watts. That is a ton of juice — maybe it’s what it would be if some old incandescent bulb was used but it’s not really drawing that.
There are these really cool switched plugs that have a on/off switch along with a momentary switch and a 10 foot cord. They are well made but I do wish the wire was thicker but it didn’t cause a problem. Note, you can buy these with either the ground (negative) or positive being the momentary switched circuit. I opted for the positive momentary switch because I could just turn the light on for second, let go and it would shut off. If you don’t want it at all, you can just cut off blue momentary wire.
Adding The Mounts To The Nilight 18025C-A
I should point out that I did try just using the original three mounting points that came with the bar and three magnets. During some highway driving tests during the rain I thought it moved some and didn’t think that was secure enough, at least not to my liking. The lights are modular so adding a couple more mounts was easily done.
The first thing I did was to unscrew the end cap from the end without the wire. I removed the end cap and the gasket so I could then slide in two extra M8 hex nut for the two extra mounts I planned.
I removed the cap from the end with no wire, moved the gasket out the way, and slid in two new M8 nuts. I was then careful to make sure the gasket was positioned correctly when I inserted and started the little bolts by hand before using my power screw driver to run them down snug.
In terms of the mounts, I found that their supplied allen/hex socket screws were really a bad idea on their part. You can’t access them easily at all and they limit adjustments so I switched to regular hex head M8 bolts.
With an M8 bolt in place, you can turn the rubberized magnetic mounting disc and tighten or loosen it accordingly. I replaced all of the little hex head socket bolts with hex heads as shown above. I took the little hex socket bolt into my local Ace Hardware and found replacements of the same length.
As with the bolts on the rubber mounts, I replaced the hex sockets on the body too. I honestly have no idea why they opted for sockets vs. head head bolts. The hex heads allow for more rotation and easy access with an open end wrench.
I did apply blue Loc-tite to the bolts going into the rubber pads. In hindsight, I think this might have been overkill. If I ever want to take the pads off, it will take a bit more effort but then again they aren’t going to vibrate loose so easily either.
To make the spacing symmetrical I just moved in X screw heads from each end, centered the mounting block and tightened it down. In my case, I wanted the light to point straight head so I did have to play with that a bit and then match all of the mounts to the same angle.
Here’s the rear view. Once I figured out the position for the light to be straight ahead, I approximated the angle on the others by paying attention to the location of the top of the mount relative to the cooling fin.
Wiring The Nilight 18025C-A
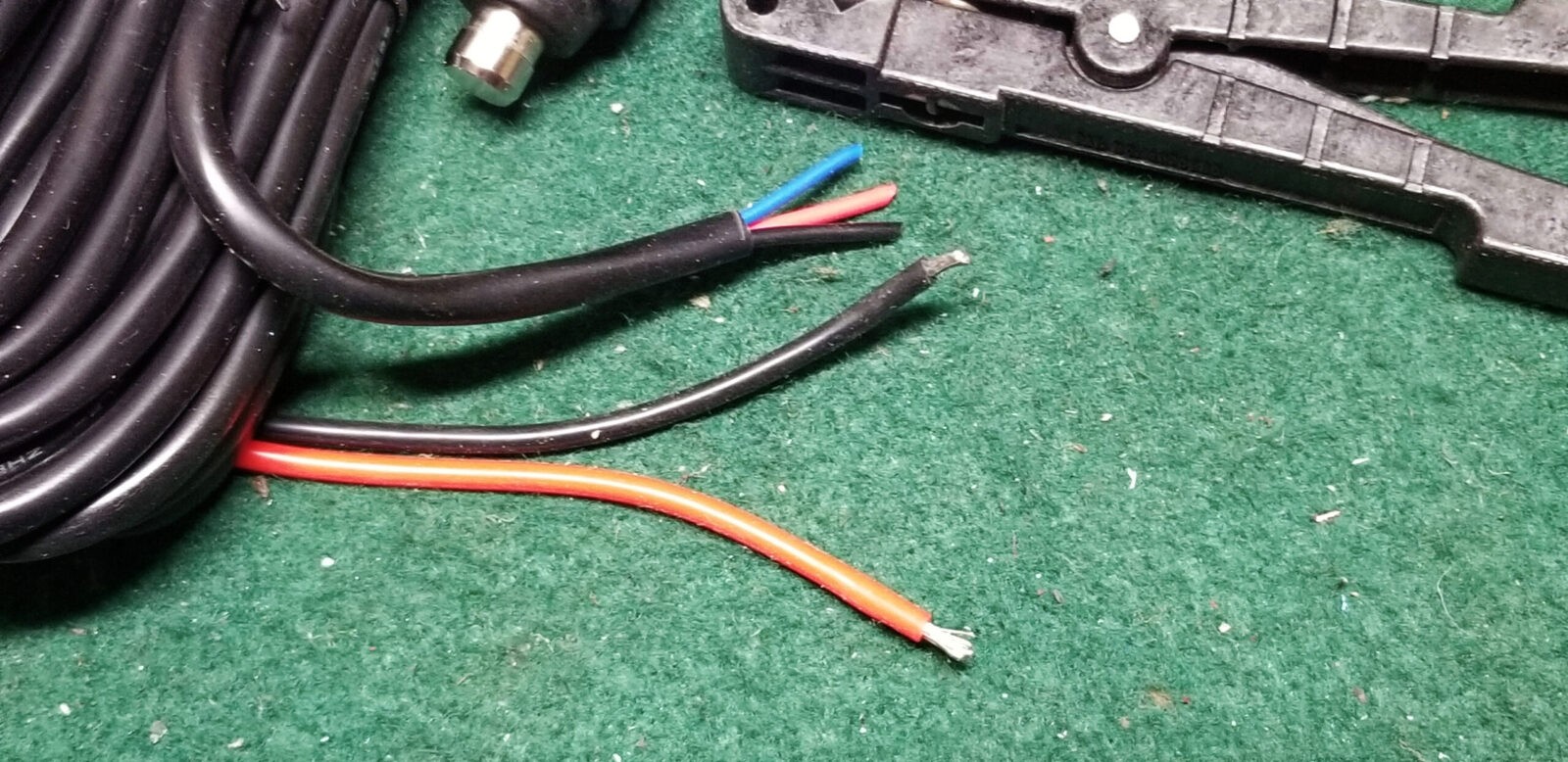
Wiring is very straight forward – red line in the light’s short lead cord to the red line on the power cord. If you want the momentary positive to trip the light also, connect the blue and red cord together. Only do this if you buy the momentary positive version of the cord.
Here’s the switch assembly and it’s cord with the black cord from the light swooping in from the top left. The small black tool is used to trim back the protective outer case on cable assemblies so you can then get to the exposed individual wires. They are cheap and very handy. The alternative is careful slitting with a box cutter/razor.
Red to Red, Black to Black and combine the blue momentary positive to the red positive on the power cord – I just twisted them together and then soldered. Only do this if you made sure to buy the momentary switched positive version of the switch. If you mistakenly bought the negative momentary version you will pop the fuse in the nose of the switch housing because that will be a dead short. That fuse is replaceable by the way.
As far as wiring goes, you can use any of the solderless crimp on connectors or you can just solder the lines together. If I know I will need to take something apart then I will use good crimp on fittings. Otherwise, if I want a slim connection that will last, I use a soldering iron and resin flux core solder.
Be sure to test everything before you close up the circuits. I tested the LED light bar itself before I did anything else.
After soldering, I like to put shrink tubes over each line and then over the bundle to keep moisture out and reduce strain. By the way, if you aren’t familiar with shrink tubing, it shrinks when heated – I prefer to use a heat gun but have also used a lighter in a pinch.
If I want to reinforce it further then I may add on a layer or two of quality 3M electrical tape – overkill I know but I don’t want things to fail easily from flexing or moisture.
I also looked at where the light cord was going to rub on my truck’s roof and added a piece of thick decal vinyl to protect the paint.
So the plug and switches work quite well being in the center dash plug like this. Very easy to reach and turn on or off. When on, the little red LED lights up so you do have an in-cab reminder that the bar is on (trust me, at night, you’ll know it’s on).
You can see how I have the cord run. Again, this is meant to be removable and something I can move around as needed. So yeah. there is a loose cord but it is manageable.
So the light us up top and I run the wire in actually just behind the pillar between the driver and passenger doors in the crew cab. I then run the wire behind the driver’s headrest and down along the center console. Note, there is thick vinyl decal paint protector where the line touches the pain – and about two inches on either side just to play it safe.
So the cord runs under the driver side headrest and then up and out the passenger rear door in the crew cab. I wish there was another 2-3 feet of cord so I could have run it to the floor and around the bottom of my chair but you know, it works. I could have spliced in more wire with pros and cons but I decided to keep it simple.
It really clamps down well on the flat portion of the roof but not in the back with the reinforcing bends. I center the light by eyeball aligning the center mount of the bar with the center roof marker light. The actual bottom of the light bar (not the mounts) is about 81-ish” off the ground. Also, you can’t see it but as mentioned, there is thick 3M Vivid vinyl decal material under the cord.
It’s hard to get the 3M Vivid tape to show up unless you get the angle just right to see the edges. There are two pieces here – one wrapping over the edge of the roof and a second wider piece to protect the paint if the cord is blowing around in the wind much.
Nilight 18025C-A Results
Let’s look at some photos that I took at night and the measures at all based on my laser range finder that I measured before hand from the front of the truck:
These are the stock OEM low beams. Notice how they really limit upward light. The bright oak tree trunk you see slightly left of center is at 23 yards. If you can see the silver tarp in the background, that is at 47 yards.
Ok, mow this one is with the Lasfit LED high beams turned on. The leaf pile in the woods is at 57 yards.
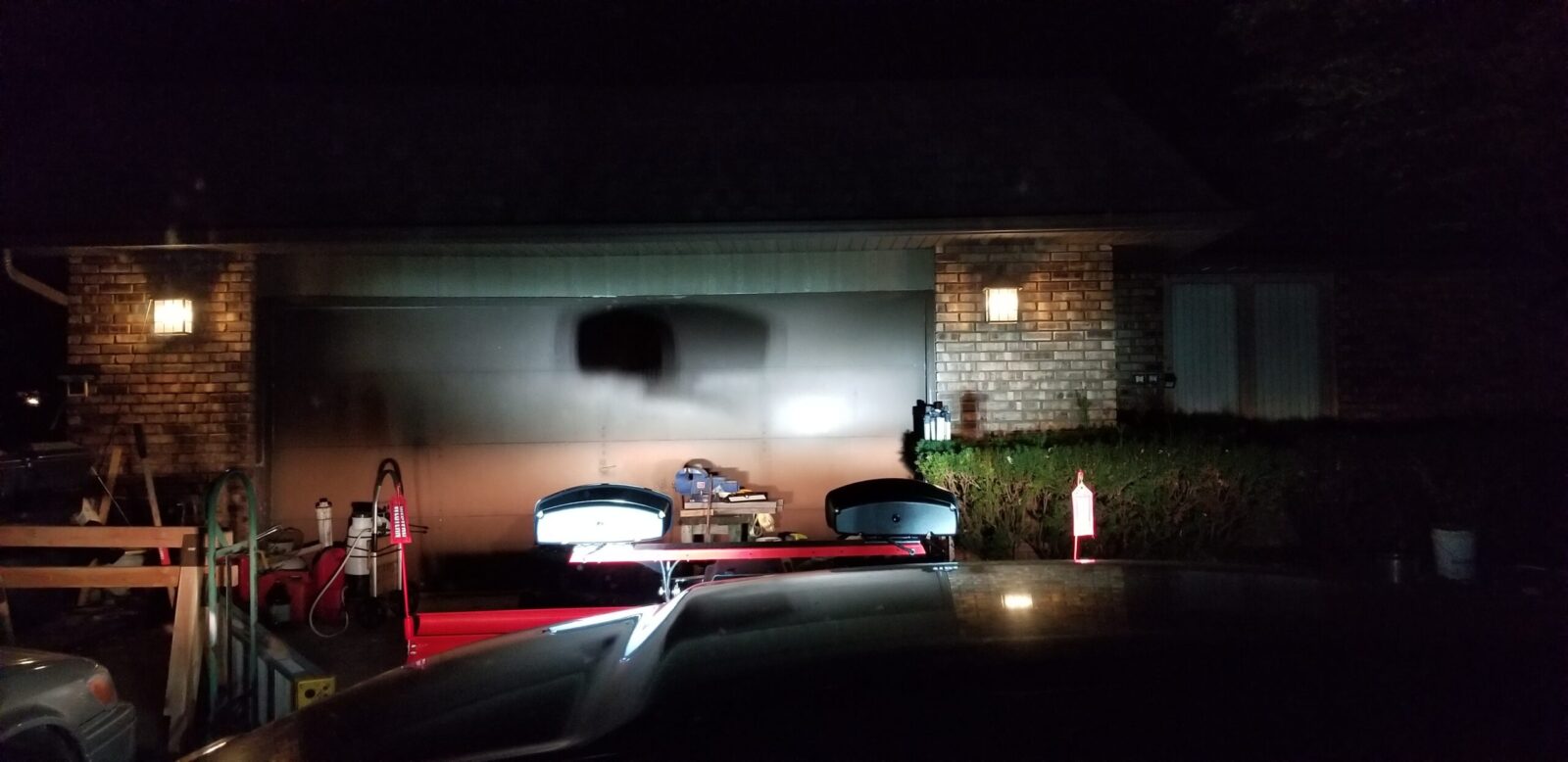
Alright, this is with the low, high and LED light bar running. The light output is amazing. You can’t see it in the photo obviously but the light bar was lighting up a ton of stuff to the left and right as well. The next big tree in the left of the photo is at 31 yards and the swing set is at 44 yards. There’s just a ton of light. This is exactly what I wanted – the Nilight LED bar I bought has a mix of flood and spot emitters to generate this much light.
Low beam only from about 7 yards.
Low and High beam lights at 7 yards. The big shadow is the top left light of my plow.
Low, High and Light Bar at 7 yards.
Summary
First off, it is stunningly bright and casts it very well both forward and to the sides – the breadth of the field of light cast actually surprised me. So, in terms of the shear volume of light it is kicking out and it’s ability to light things up in all directions, it definitely exceeded my expectations.
The switch works remarkably well. The switches have a nice feel and I like that there is a fuse in the switch assembly protecting the truck’s outlet. At no time did the cord feel warm due to excessive draw and I can’t see that it is limiting the brightness of the LEDs any so that worked out just fine.
Next, it seems to stay put – even during rain. Most of my driving has been around town and 35-45mph. I did go on the highway at 65-75mph for 10-15 minutes a few times but not for hours on end. I also have no intention of putting this through a car wash – I really am not sure how it would fare one way or the other.
I would recommend that you keep a towel in your truck to clean the roof before you clamp on the light and also inspect the magnets to make sure they are clear — otherwise you are liable to scratch up the roof or where ever you clamp the light to.
I also decided to keep the light stored in an old duffel bag under my back seat vs. having any risk of it coming off. I put a micro fiber towel in there too – I mainly bagged it to prevent stuff from getting stuck to the magnets and then scratching things up.
This is the light bar, duffel bag and towel that I stash under the rear seat.
The only downside is that I would need to know before hand that I might need the light and install it vs. leaving it attached all the time. I figure in the Spring that I’ll look into installing the flood lights and then decide if I want to do anything after that.
Last photo for now 🙂
So, I am very happy with the result and hope this gives you some ideas as well.
Note, I have to buy all of my parts – nothing here was paid for by sponsors, etc. I do make a small amount if you click on an ad and buy something but that is it. You’re getting my real opinion on stuff.
Hi folks, I’ve been doing plunge cuts on Mec-Gar magazine tubes to remove an indent they have to limit rounds. Mec-Gar magzines are high quality and the tubes are hardened high carbon steel. I dulled two uncoated carbide bits that I had bought from either MSC or McMaster before I decided I better try something else.
A quick safety note: For readers unfamiliar with machining, this is an end mill meant to be used in a millling machine in this case. Carbide is interesting in that it is very wear resistant but it is also very brittle. Because of this, the workpiece you are cutting must be very rigidly held in place or the vibrations will tear up the mill and potentially send pieces of carbide flying at you. So, #1 – wear safety glasses. #2 – only do this type of work with a mill. #3 – to be explicit, I would not recommend doing this in a drill press. End of safety brief .
I suspected part of my problem was the heat being generated and adding cutting fluid made for a messy clean up that took longer than I wanted. This made me start researching coated carbide end mills and they get pricey fast.
I decided to check out Amazon because it was a Friday night and I really needed to get some center cutting end mills in ASAP to keep producing magazines.
I ran across a listing a listing for “Speed Tiger ISE Carbide Square End Mills” and started reading. It has an Aluminum Titanium Boron Nitride (AlTiBn) coating that they claimed improved wear resistance and provided better heat resistance as well. Given the number of good reviews they had,I ordered in three to give them a try.
Well, guess what? I am still using my first end mill after 60+ plunge cuts into approximately 18 gauge hardened hgh carbon sheet metal with no lubricant. Make all the jokes you want about dry cutting but it is saving me a bunch of clean up time.
I plan to keep using the first bit and still have two in reserve. Given the very deceent price to performance ratio,I thought I would pass along the report. The following has links to a number of Speed Tiger’s products:
I hope this helps you out.
Note, I have to buy all of my parts – nothing here was paid for by sponsors, etc. I do make a small amount if you click on an ad and buy something but that is it. You’re getting my real opinion on stuff.
So I went out to move my wife’s 2000 Camry with a V6 engine. It had been sitting for about a month, it was about 20 degrees outside and, of course, the battery had discharged enough that it wouldn’t turn the car over – I could hear the solenoid click and the starter would just begin to crank and then stop. Great…..
In the old days, I would have wheeled my truck or tractor over with jumper cables, given the battery a bit of a charge and the started the car. Starting some years back, I started using various battery backs with jumper cables – man do they come in handy.
I’ll tell you though, I had a bad experience with four DB Power 1200 battery packs. I wrote about them back in February 2019 and it’s interesting that I can see people searching my blog 2-4 times per month about why their DB Power pack will no longer work. Don’t buy one is all I can tell you.
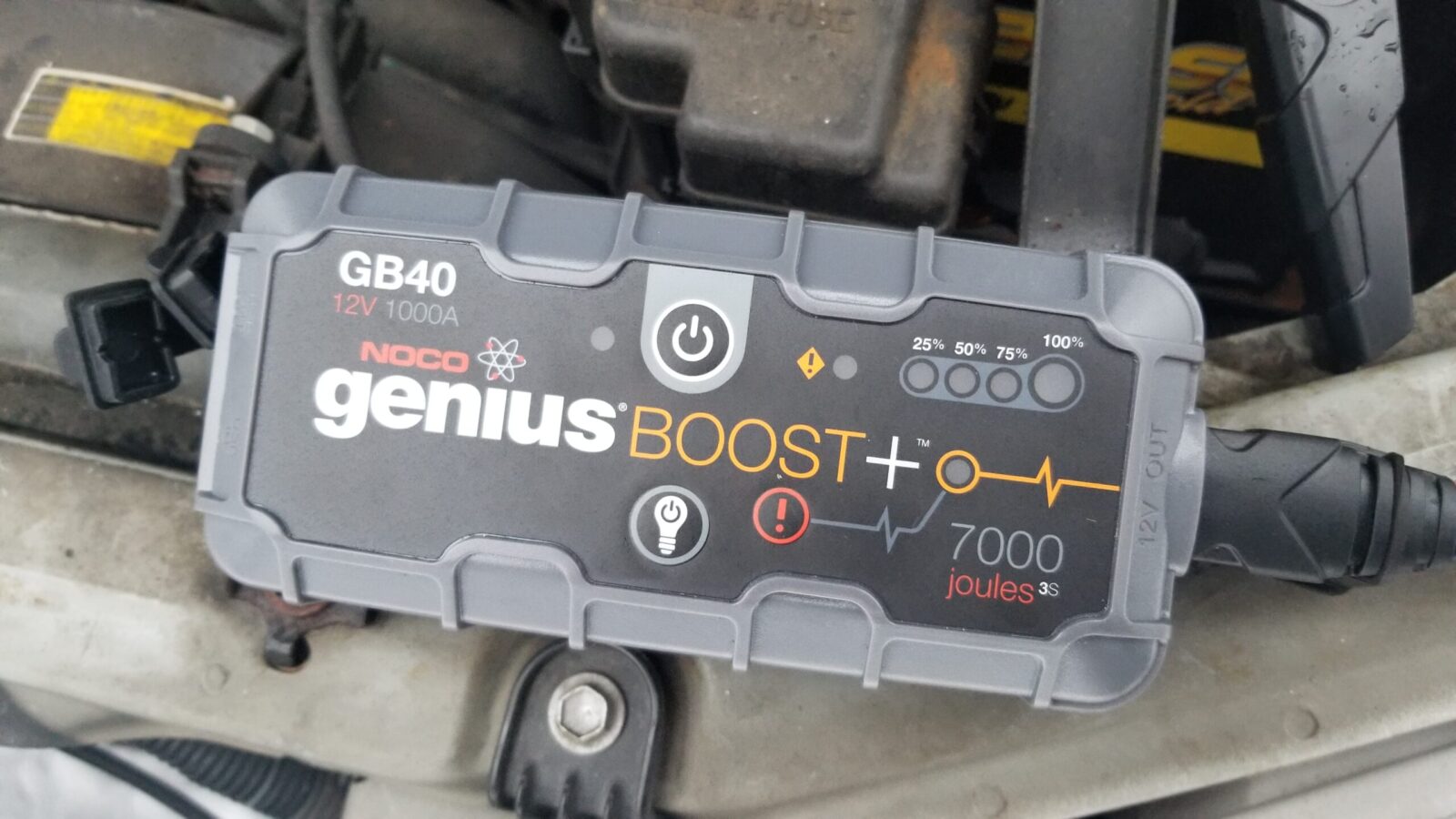
What was my go-to unit with my wife’s car and in general now? A Noco Genius Boost GB40 1000 amp starter. I’ve used it to start our lawn tractor, my 1996 Land Cruiser, her car once or twice — it’s reliable and it works. I fished it out of another car where it had sat for a month in the cold and it started her car no problem.
This is my GB40 jump starter – I bought it and a storage case to protect it when bouncing around in our vehicles. It has never failed me. I do get it out before a long trip and charge it just to be safe but it’s never empty and it has always worked when I needed it.
I bought the GB40, a storage case and the combination is always with us when we go on trips. They certainly make other models as well so you can pick the combination of size and price that works for you. For our regular cars and trucks – the GB40 has worked just fine. I definitely recommend the Noco products.
Note, I have to buy all of my parts – nothing here was paid for by sponsors, etc. I do make a small amount if you click on an ad and buy something but that is it. You’re getting my real opinion on stuff.
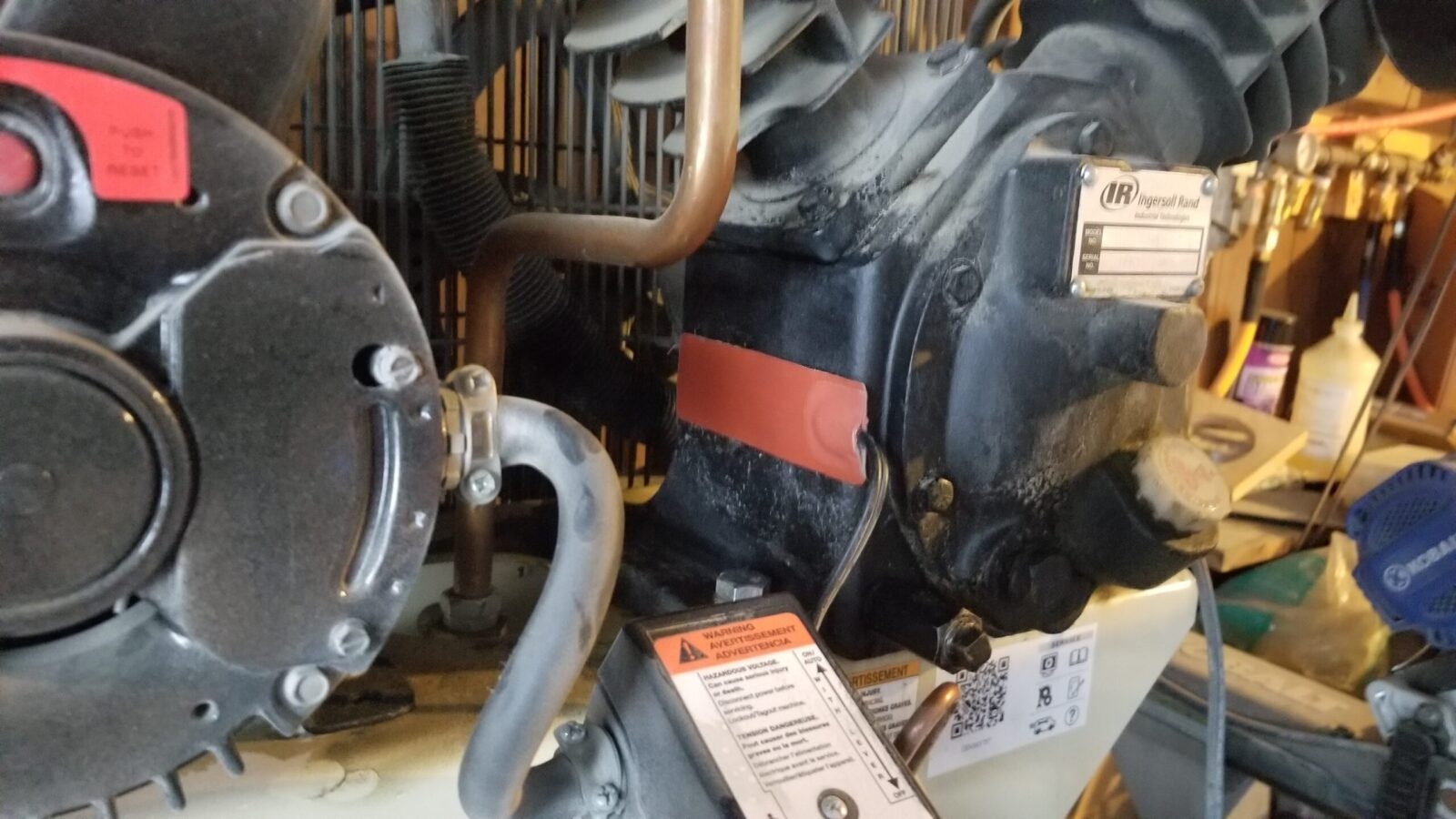
A fellow asked me the other day how I can run my shop Ingersoll Rand (IR) 2340 compressor, which is an oil lubricated 60-gallon compressor, in the winter in my unheated shop. The reason he asked is that as the compressor gets colder and colder, the oil gets thicker and thicker. The end result is that many compressors will not even start below 32F (0C) – the motor tries to spin the air pump, there’s too much resistance, the motor draws too many watts and trips the breaker… or burns out the electric motor. Because of this, many air compressor companies will tell you not to run your compressor when it’s below freezing. I’m going to tell you what I do and you can decide what works for you.
I’m sure you’re wondering why I just said that last part and it’s because I will not be liable for any problems you may have. I’m going to tell you what I do, or have done, and then you need to do some research, conduct some tests and decide what works for you.
Run synthetic oil – not conventional oil
The first thing I will tell you is to run a good synthetic compressor oil and not the basic Petroleum 30 weight oil that probably came with your compressor. I use Ingersoll Rand’s All Season Select Lubricant because I bought it in bulk a few years back. It’s pretty good but you do have other options as well. Note, it does need a crank case heater to not trip the 30A breaker my 2340 is connected to when it gets really cold (down in the teens or lower).
Another option is moving to the thinner 10W30 Mobil 1 Full Synthetic engine oil in your compressor. I did this some years back with a Husky compressor that I eventually replaced with the bigger IR unit I have today. Some guys go even thinner to 5W30 but I have a hard time recommending really thin stuff like 0W-whatever but there are definitely guys out there who do it on smaller compressors – I’m just saying that I would not do so personally. Note, we are talking about full synthetic oils here and not regular engine oil.
Regularly change your oil
If you have never changed your oil or don’t follow the maintenance schedule of your compressor and oil combination, you really need to. Contaminants and what have you can make it harder for the motor to turn the pump over – even in good weather let alone cold weather.
Run heating pads on your pump
A trick I learned some years ago for stationary compressors is to put one or two of the small oil pan heaters on the pump alongside the oil reservoir. I run one Kat’s 24025 25 watt heating elements that measure 1×5″ on each side of my pump. No more tripped breakers for me.
This is a Kat’s 1×5 25 watt heating pad. It has an adhesive backing to help position it. Clean the pump off first with brake cleaner so it will stick. I then add aluminum HVAC tape on top to hold it in place. There’s another one on the opposite side.
It has two layers of 3M 3350 HVAC tape on top to hold it in place and help distribute the heat into the crankcase. I’ve used a number of these aluminum tapes over the years and the 3M seems pretty reliable as long as the surface is clean,
Be sure to keep your tank drained
Condensation is more of a problem in the winter. The relatively warm moist air can condense on the walls of your tank and then go through your air lines causing your tools to freeze up. It usually happens when the weather really sucks and you need the tools the worst.
Start With No Load
One trick to try in a bind is to start with little to no load. In other words, empty the tank so the motor isn’t fighting both thicker cold lubricant and pressure in the line as well.
The thought process is that your bleed off valve that empties the line from the pump to the tank and to the pressure switch might be frozen up from moisture or bad/failing. For example, the switch on my IR 2340LF-V is a real cheaply made POS – I’m miffed about the quality and am not going to mince words about it. I’ve replaced it once already and as of this writing it’s starting to fail again about a year later after the last time and I already have a replacement on hand.
Also, one trick I learned from an old timer is to add more line or a reservoir between the pump and the tank so the motor can get a running start before it encounters resistance. Here’s a post I did some time back about that.
Conclusion
You definitely can run an oil lubricated compressor in the cold weather. It just takes a little planning and preparation is all. It’s my hope that the above gives you some food for thought and you can then research what will work best for you. You’ll notice that if you do some Googling around, you’re in good company with a ton of other folks trying to figure out what to do as well.
I hope this post helps you out.
Note, I have to buy all of my parts – nothing here was paid for by sponsors, etc. I do make a small amount if you click on an ad and buy something but that is it. You’re getting my real opinion on stuff.
Folks, I’ve used Harbor Freight’s Central Pneumatic 2-1/2 gallon (10 liter) paint pots (HF Item 66839) for years to pressure cast grips. You may know them as “paint pots”, “pressure pots” – they are the same thing. I read fear-mongering stories on the Internet where folks are scared of them blowing up. You know what? They’re safe as long as you stay within their pressure rating and I know what I’m talking about. I’ve used my tanks through thousands of duty cycles at 60 PSI with no major problems.
There is a headache though – the cheap gaskets the tanks come with either don’t last or are a bear to seal. It used to be you had to make your own replacement gaskets or try to repair what you had but now there is an awesome ready-to-go quality gasket you can buy.
Here’s the lid of one of my modified tanks. You can see remnants of blue RTV everywhere from past fixes. The OEM gaskets are thin and don’t always seal very easily. I keep a wrench by my tanks to crank down the lids the last bit if there are air leaks after pressurizing because the original gaskets are so crummy.
There’s a failure – see the groove/tear in the middle of the black gasket? In the past I would have filled that with RTV and let it cure for 24 hours. I don’t do that any more – I replaced this old gasket with a new one I will tell you about shortly.
How are they better? They are thicker and the durometer (firmness) of the gasket is such that there is a bit of give to get a really good seal. The gasket measures 10-5/16″ for the outside diameter and 9-5/16″ for the inside diameter. It’s also a 1/4″ thick which is great and the dogs (the bolts on top that secure the lid) have enough adjustment to accommodate this thicker gasket.
To cut to the chase, these units fit my pressure tanks perfectly. No more gluing, cutting, etc. These work right out of the box and are way, way better. They also fit a number of other thanks including:
TCP GLOBAL Brand 2.5 Gallon Pressure Pot Tanks Systems. Part# PT8310, PT8312 and PT8318
Binks or Devilbiss Brand 2.7 Gallon Paint Pressure Pot Tank Systems that use the Devilbiss Part# PT-33 Gasket. Binks Tank Part# 83C-210, 83C-220 and 83C-221
Other brands of tanks as well – many are made by the same Chinese factories and use the same size gasket.
Look at the difference! The old gasket has the blue RTV on it and the new one is the much thicker all black gasket.
Installation is a breeze
Literally, pull the old gasket out and push this new one in place. I did not need to do any trimming. When I put the lid back on the tank, I did have to back off the toggle bolts in the dogs (clamps) so that they could pass over the edge of the lid given it’s new taller height but that was literally just backing the off a 1/4″ more or so. Then when I turned the bolts down, the clamping pressure fully seated the gasket and the job was done. I spent more time taking the pictures than I did replacing the gasket and adjusting the bolts!!
Here’s the tank with the new gasket installed. You can see the dogs (clamps) have plenty of adjustment. When I took this photo, I clamped the top down by hand with no wrench and pressurized the tank to 60 PSI – no leaks or problems. Seriously, these gaskets rock.
These TCP Global replacement gaskets are awesome. The seal works wonderfully and I can just tighten the lid down by hand now – no more wrenching. If you have a tank these gaskets will fit, I highly recommend them.
August 24, 2024 Update: They have held up great. I am now using them in all four of my pressure pots.
March 6, 2022 Update: These are still working great. I’ve slowly replaced most of my original HF gaskets with these and have no problems to report.
Note, I have to buy all of my parts – nothing here was paid for by sponsors, etc. I do make a small amount if you click on an ad and buy something but that is it. You’re getting my real opinion on stuff.
Everyone is trying to save money these days and that includes me. When you start talking about quality carbide end mills and cobalt drills, the costs rack up fast but there are options for you to save money and I’ll make this short and sweet.
To be clear, these folks did not pay me or even know I was going to do this blog post. I’m not getting a dime from them.
I needed to buy a 3/4″ reduced shank cobalt drill bit. These things are usually around $40-50/ea and I was able to get a nicely made Qualtech from Drills and Cutters for $32.91 out the door. I use this bit for drilling out the top of my AK-12 grips and the glass reinforced polymer shreds HSS bits so discount Silver & Deming bits don’t last. Spending the money for a quality bit made from cobalt makes a ton of sense because it will do hundreds of holes before it needs to be sharpened.
So, Drills and Cutters is a web store that you can buy from and they may have the manufacturer ship direct to you. I have found their pricing and shipping speeds very good.
They sell drill bits, taps & dies, cutters & saws, reamers, end mills, carbide burrs, annual cutters and more.
The second group I want to share with you is EndMillDiscount.com. Carbide is not cheap and “cheap” carbide tooling does not hold up. I go through a fair number of carbide end mills and carbide spotting/centering drills each year. When you need to drill hardened steel, there are situations where you simply need the hardness to cut. So, I needed to order in more 1/4″ bits and started shopping around. With the word “Discount” in the site’s name I was a little nervous but they had *really* good prices and I couldn’t find any negative reviews so I took the plunge.
I ordered 4 of the HTC 4-flute 1/4″ diameter end mills at $7.15/ea and 2 of the SwiftCarb Spotting/Centering drills at $16.98/ea and shipping was only $10.51. Wow, in just a few days the end mills arrived drop shipped from HTC and then the drills arrived drop shipped from SwiftCarb. I was very impressed.
Do you ever look at a photo and ask yourself “Why?” I don’t know why that big end mill is in the photo at the bottom. The smaller 1/4″ bits are what I ordered from End Mill Discount. They worked great by the way.
End Mill Discount sells end mills, drills, micro tools, cutters, cobalt tools, carbide burrs and more.
I definitely plan on buying from them again. Visit them at:
In the last post I told you about removing the rust from the old Ridgid pipe wrench using a solution of apple cider and Prep-N-Ethc. Now we’ll go over painting it. I considered three options – using a durable bake on weapons paint, a spray on epoxy paint or a basic spray paint. I went with the latter simply to save money. It just so happened that I had cans of Fusion All-In-One Gloss Red Pepper and Satin Black Krylon in stock. All-in-one meaning it contained both the primer and the paint.
As a reminder from the last post, this is what the wrench looked like after I cleaned it up and ran it through the hot apple cider bath.
What is Krylon?
Krylon is an acrylic laquer and not an enamel. In case you are wondering about the unique name, it comes from the founder’s first two letters of his last name – Krester – and that he was so impressed by Dupont’s discovery of nylon that he dropped the “n” and called his paint Krylon. This was a marketing move because he’d developed the basic formula in 1947 and nylon was introduced shortly after.
I like Krylon because it dries fast. I hate waiting for Rustoleum to dry and that pushes me in the direction of Krylon. With that said, Rustoleum’s enamel paint tends to be more durable. If I had it in stock, I would have used Rustoleum and baked it on.
Applying The Krylon
I took the wrench, disassembled it again and sprayed everything down again with brake cleaner to make sure there wasn’t any oil. A side benefit of acid rust removal is that it does acid etching of the surface as well creating little pockets/surface imperfection all over that give an excellent surface for finishes to adhere to.
I like to paint in the sun and use it to heat up the parts. I typically use old boxes to hold the parts to catch the overspray.This is the handle after the first or second coat.
When spray painting, you need to be patient. You build up to the final color you want by spraying successive coats of paint. Follow the directions for drying time per coat and the maximum time to wait to apply the next coat.
Because I acid etched the surface, I didn’t apply a primer plus Krylon’s Fusion series claims to have some primer in it. I noticed on the can they still recommended primer for a bare metal but I skipped that. I typically waited 15-20 minutes between light coats based on the instructions on the can. Light coats reduces the risk of runs and making a mess.
Be sure to let the paint have plenty of time to set before you turn it over. Either wait until just before the maximum time before next coats or you will need to wait until the first side fully cures. I would rather try and do it together to get the best adhesion that I can. If it fully cures then you either get a less than ideal bond or you have to scuff it. Some folks will hang their parts to avoid some of this.
So, I put the parts in my curing oven for a couple of hours at 175F to help stuff dry fully and let it sit overnight before reassembly. With enamel, a lot of folks say that baking helps. I don’t think it makes a big difference with Krylon but I do know that it pays to let parts have the full time to cure based on the instructions on the can. If they say 24 hours, give it 24 hours. I’ve ruined a ton of paint jobs being in a rush.
Here are the three main parts. In some original ads it looks like they did not paint the jaws. I painted the jaws for expediency and to retard rust. I figure it will wear off with use where it needs to.
So here is the refinished wrench:
From the top – 1. Another old one of my grandpa’s. The rivet holding the thumbscrew and top jaw is really loose. 2. The wrench I just refinished. 3. A Craftsman that was my dad’s. 4. Guess who bought the cheap Harbor Freight wrench when we first got a house 20+ years ago – me 🙂
Conclusion
Well, it was interesting to learn about Ridgid and to bring some color back to the old wrench. I’ve already used this to tighten a pipe since I tool the photo. The paint did come right off the jaw as I knew it would but I’ll definitely be using it more in the future and remembering my dad and grandpa who passed it down.