The Walther Performance Duty Pistol (PDP) represents a distinct evolution in the striker-fired service pistol market, marking a deliberate transition from the legacy ergonomics of the PPQ (Police Pistol Quick Defense) to a modular, optics-centric platform engineered for the modern professional. Introduced in 2021, the PDP was designed to address specific operational gaps in contemporary duty handguns—specifically the integration of red dot sights (RDS) as a primary sighting system rather than an aftermarket addition, and the optimization of shooter-firearm interface mechanics.
This comprehensive analysis evaluates the PDP ecosystem, encompassing the standard polymer variants, the biometric-specific F-Series, and the competition-focused Steel Frame models. Our assessment indicates that the PDP platform delivers “best-in-class” fire control characteristics and mechanical accuracy, driven largely by its proprietary stepped chamber geometry and the Performance Duty Trigger (PDT). However, these performance advantages are coupled with a distinct recoil impulse signature—frequently characterized by users as “snappy”—which necessitates a deeper understanding of the platform’s kinematic physics, specifically the interplay between slide mass, bore axis, and chamber obturation.
Market analysis reveals a bifurcation in customer sentiment. While enthusiast and competitive demographics laud the platform for its trigger precision and modularity, casual users often struggle with the recoil dynamics compared to heavier, less aggressively sprung competitors like the Glock 19 or Heckler & Koch VP9. The 2022 introduction of the F-Series and the 2024 expansion into Steel Frame architecture demonstrate Walther’s agile responsiveness to these market signals, effectively diversifying the platform to capture outlier demographics ranging from small-statured shooters to USPSA competitors.
Strategic adoption by major law enforcement agencies, including the Pennsylvania State Police and Germany’s Special Forces (KSK), validates the system’s reliability and duty-readiness under adverse conditions. However, the ecosystem faces logistical friction points, notably the complexity of the optics plate generation change (Version 1.0 vs. 2.0) and a higher Total Cost of Ownership (TCO) driven by magazine and component pricing.
Overall Conclusion: The Walther PDP is an engineered solution for the proficiency-focused user, offering superior interface mechanics that reward sound technique while potentially punishing poor grip fundamentals. It stands as a market leader in shootability and accuracy potential, provided the operator accepts the trade-offs inherent in its high-velocity kinematic design.
1. Historical Context and Market Genesis
To fully appreciate the engineering choices manifest in the Walther PDP, one must analyze the lineage from which it emerged. Walther Arms has historically been a pioneer in polymer-framed service pistols, with the P99 serving as a foundational architecture that influenced decades of design. The PDP is not a clean-sheet design in a vacuum; rather, it is the third iteration of a specific ergonomic and mechanical philosophy that prioritizes the shooter’s interface above manufacturing simplicity.
1.1 The P99 and PPQ Legacy
The lineage began with the P99, introduced in the late 1990s, which revolutionized grip ergonomics with interchangeable backstraps—a feature now standard across the industry. The P99 evolved into the PPQ (Police Pistol Quick Defense) in 2011. The PPQ gained a cult following for its “Quick Defense” trigger, a fully cocked striker system that offered a crisp break and short reset, vastly superior to the partially cocked, “mushy” triggers found in the dominant Glock and Smith & Wesson M&P platforms of the era.1
However, the PPQ had limitations. Its slide geometry was sculpted and tapered, aesthetically pleasing but functional limiting for the mounting of red dot optics, which require a broad, flat surface for stability. As the industry shifted toward RDS as a standard duty requirement (driven by the US Army’s MHS program and FBI adoption trends), the PPQ’s architecture became a liability.
1.2 The “Duty to Be Ready” Philosophy
The PDP launched with a distinct design mandate: “It’s Your Duty to Be Ready.” This was not merely marketing copy but an engineering directive to optimize the pistol for three states of readiness:
Optical Readiness: Redesigning the slide with a deep, dedicated optics cut and altering the grip angle to facilitate the presentation of the dot to the shooter’s eye.
Grip Readiness: Implementing a “SuperTerrain” slide serration pattern and a tetrahedron grip texture to ensure positive control in all environmental conditions (blood, water, mud).
Trigger Readiness: Refining the PPQ’s trigger geometry to further reduce take-up and improve tactile definition, creating the “Performance Duty Trigger” (PDT).3
This shift marked Walther’s aggressive move to capture the U.S. law enforcement market, directly challenging the hegemony of Glock and Sig Sauer by offering a “shooter’s gun” out of the box, negating the need for the extensive aftermarket modifications common to competitor platforms.
2. Engineering Architecture and Design Analysis
The PDP is distinguished by several unique engineering features that separate it from the ubiquitous Browning-Petter-Sig locking systems found in competitors. An in-depth examination of the slide, barrel, and frame mechanics reveals a focus on performance metrics—specifically velocity and accuracy—often at the expense of felt recoil softness.
2.1 The Stepped Chamber: Ballistics and Kinematics
Perhaps the most critical, yet invisible, engineering feature of the PDP is the stepped chamber. Unlike a standard SAAMI-spec straight-walled chamber found in a Glock or Sig P320, the PDP barrel features a distinct taper or “step” in the forward third of the chamber.1
Mechanical Theory:
The stepped chamber is a feature historically associated with the Luger P08 and high-performance target pistols. Its primary function is to create a significantly tighter gas seal (obturation) around the cartridge case mouth upon firing. When the propellant ignites, the brass casing expands to seal the chamber. In a stepped chamber, this seal occurs more rapidly and with greater efficacy because the tolerances at the case mouth are tighter.
Performance Implications:
Velocity Increase: The enhanced gas seal prevents propellant gases from bypassing the projectile (blow-by). Internal ballistic testing indicates that the PDP generates higher muzzle velocities than competitors with identical barrel lengths. Walther engineers claim the velocity gain is equivalent to adding approximately 0.5 to 1.0 inches of barrel length.2 This results in flatter trajectories and higher terminal energy on target.
Centricity and Accuracy: The step acts to center the projectile perfectly within the bore before it engages the rifling. This reduction in yaw as the bullet enters the forcing cone contributes to the PDP’s reputation for exceptional mechanical accuracy.1
The Recoil Trade-off:
This engineering choice is the primary driver of the “snappiness” reported by users. According to Newtonian physics ($F=ma$), the increased velocity of the projectile and the efficient gas seal result in higher rearward force. Consequently, the slide cycles at a higher velocity. When this high-velocity slide reaches the end of its rearward travel and impacts the frame, it transfers a sharp impulse to the shooter’s hand. This is perceived as a “snap” or rapid muzzle rise, distinct from the slower “push” of lower-velocity systems.6
2.2 SuperTerrain Slide Serrations
The slide architecture of the PDP departs from traditional subtractive machining. Most pistol serrations are cut into the slide (subterranean). The PDP features SuperTerrain Serrations, which protrude above the primary surface of the slide.3
Operational Utility:
This design increases the effective width of the slide to 1.34 inches, providing a significantly larger surface area for manipulation.
Friction Coefficient: The raised ridges allow for positive engagement with the skin or gloves without requiring sharp edges that could abrade clothing or skin during concealed carry.
Manipulation Mechanics: The design is optimized for overhead rack manipulations and press checks, particularly when an optic is mounted. The shooter can grasp the front of the slide without their hand slipping onto the optic lens.8
Structural Integrity: By building the serrations up rather than cutting them down, Walther maintains the structural wall thickness of the slide, which is critical given the deep milling required for the optics cut.2
2.3 Fire Control Group: PDT vs. DPT
Walther utilizes two distinct trigger systems within the PDP ecosystem, both of which are fully cocked striker designs (single-action equivalent).
Performance Duty Trigger (PDT):
Standard on polymer models, the PDT is an evolution of the PPQ trigger.
Mechanics: The striker is fully tensioned by the slide cycle. The trigger pull merely releases the striker safety and drops the sear. This eliminates the “mush” associated with partially cocked strikers (like Glocks) that must finish compressing the striker spring during the pull.
Metrics: The PDT features a measured pull weight of approximately 5.6 lbs (25 N) with a short take-up and a tactile reset of roughly 0.2 inches.4
Dynamic Performance Trigger (DPT):
Standard on Pro SD and Steel Frame models, and available as an upgrade.
Architecture: The DPT utilizes a flat-faced aluminum shoe and a redesigned sear housing. The geometry reduces take-up by approximately 50% and overtravel is virtually eliminated.
Break Characteristics: The break is akin to breaking a glass rod—instant and crisp. Pull weights often measure between 3.8 and 4.8 lbs. This trigger reduces the likelihood of the shooter disturbing the sight picture during the break, directly contributing to practical accuracy.10
2.4 Ergonomics and Grip Texture
The PDP grip was designed using a “Tetrahedron” texture pattern.
Topology: The texture consists of raised pyramids that provide multi-directional friction. It is non-abrasive to clothing (unlike aggressive sandpaper textures) but bites into the skin when grip pressure is applied.
RDS Optimization: The bottom of the grip features a distinct forward sweep (the “pinky hook”). Walther engineers claim this encourages the shooter to apply pinky pressure, which leverages the muzzle down and helps align the red dot index naturally upon presentation.4
3. Variant Technical Analysis
The PDP is not a monolithic product but a modular platform. Understanding the distinctions between variants is crucial for purchasing decisions.
3.1 Standard Polymer Models (Compact & Full Size)
These models form the core of the duty and carry lineup.
Table 1: Standard Polymer Specifications
Feature
Compact 4″
Full Size 4.5″
Full Size 5″
Barrel Length
4.0 in
4.5 in
5.0 in
Capacity (9mm)
15+1
18+1
18+1
Height
5.4 in
5.7 in
5.7 in
Weight (Unloaded)
24.4 oz
25.4 oz
26.9 oz
Grip Length
Short (G19 size)
Long (G17 size)
Long (G17 size)
Mag Compatibility
PPQ M2 / PDP Compact
PDP Full Size Only
PDP Full Size Only
Analyst Note: The Compact frame is compatible with the longer slides (4.5″ and 5″). This allows users to create a “long slide, short grip” configuration (similar to a CCO 1911), which is ideal for concealment as the grip is the hardest part to hide, while the longer barrel increases velocity and sight radius.2
3.2 The F-Series: Biometric Engineering
The F-Series represents a significant deviation in design philosophy. Rather than simply shrinking the grip, Walther re-engineered the operating system to accommodate smaller biometrics, specifically targeting female shooters and those with reduced hand strength.12
Reduced Operating Force:
The F-Series utilizes a unique two-piece striker assembly and a modified recoil spring rate. This mechanical advantage reduces the force required to rack the slide by approximately 20% compared to the standard PDP. This is a critical safety and usability feature for users with arthritis or lower grip strength.14
Ergonomic Reshaping:
Trigger Reach: The distance from the backstrap to the trigger face is reduced to 2.56 inches (approx. 65mm). This ensures that shooters with shorter fingers can place the pad of their index finger on the trigger face without compromising their grip, preventing the tendency to push shots due to improper finger placement.15
Grip Circumference: Reduced to approximately 5.5 inches, with flattened side panels to allow for a complete hand wrap.16
Compatibility Warning: Due to the internal changes in the striker and recoil system, the F-Series slides are not cross-compatible with standard PDP frames.17
3.3 The Steel Frame: Mass Damping
Introduced in 2024, the Steel Frame (SF) models target the competition (USPSA/IDPA) and heavy-duty markets.
Physics of the Steel Frame:
Mass Increase: The SF Full Size weighs 41 oz (unloaded), compared to 26.9 oz for the polymer equivalent. This ~52% increase in static mass drastically alters the recoil equation.18
Recoil Damping: The added mass acts as a sink for recoil energy. Testing by American Handgunner demonstrated a reduction in muzzle rise of over 1.3 degrees compared to the polymer model, translating to a 0.05-second advantage per shot in split times.20
Thermal Properties: Users have noted that the steel frame heats up significantly during high strings of fire (rapid thermal conductivity), which can be uncomfortable without gloves during extended range sessions.18
3.4 The Pro SD Series
The Pro SD serves as a bridge between the standard duty gun and a custom shop pistol. It aggregates the most requested aftermarket upgrades into a factory SKU.
Threaded Barrel: 4.6″ (Compact) or 5.1″ (Full Size) with 1/2×28 threads.
DPT Trigger: Standard equipment.
Magwell: Aluminum magwell included (requires specific magazine basepads).
Value Proposition: The Pro SD MSRP (~$830-$950) represents a significant savings over buying a standard PDP ($650) and adding the trigger ($180), threaded barrel ($200), and magwell ($80) separately.3
4. Operational Performance Analysis
This section synthesizes data from endurance testing, ballistic evaluations, and user reports to assess the platform’s real-world performance.
4.1 Recoil Impulse and “Snappiness”
The “snappy” recoil of the PDP is the single most discussed characteristic in customer sentiment analysis.
The Physics of the Snap:
High Bore Axis: The PDP retains the high bore axis of the hammer-fired P99. The barrel sits higher above the shooter’s hand than in a Glock or CZ P-10. This creates a longer lever arm, resulting in greater rotational torque (muzzle flip) for the same amount of recoil energy.6
Slide Velocity: As noted, the stepped chamber increases pressure and slide velocity. A light polymer-model slide moving at high velocity stops abruptly at the rear of travel, transferring a sharp impulse to the frame.22
User Experience:
Novice Shooters: Often find the recoil jarring or intimidating compared to a Glock 17.
Expert Shooters: Often appreciate the snap because the slide returns to battery faster. A “soft” recoil impulse often implies a sluggish slide (dip), whereas the PDP snaps up and snaps back immediately, allowing for rapid sight tracking if the shooter has a firm grip.7
4.2 Mechanical Accuracy
The PDP is widely regarded as more mechanically accurate than its peers.
Data: In bench rest testing, the PDP frequently produces groups in the 1.0 to 1.5-inch range at 25 yards with match ammunition, outperforming standard service pistols that typically group 2.5-3.0 inches.2
Factors: The combination of the DPT/PDT trigger (preventing shooter disturbance) and the stepped chamber (centering the bullet) creates a system where the pistol exceeds the capabilities of most users.
4.3 Reliability and Endurance
Data from 10,000-round torture tests (e.g., Pew Pew Tactical, Guns & Ammo) indicates high reliability, but with caveats regarding maintenance.
Lubrication: The tight tolerances of the stepped chamber and slide-to-frame fit require lubrication. The PDP is not a “run dry” gun like a loose-tolerance Glock. Friction increases significantly when the gun is dirty and dry, leading to potential failures to go into battery.23
User-Induced Malfunctions: The most common issue reported is the slide failing to lock back on the last round. This is almost exclusively due to the shooter’s high support-hand thumb riding the extended, ambidextrous slide stop lever.8
Durability: No major component breakages (locking block, slide cracks) were reported in the analyzed long-term tests, suggesting the metallurgy (Tenifer treated slide and barrel) is robust.24
5. The Optic Interface Ecosystem
The optic mounting system is a critical component of the PDP’s design, but it introduces logistical complexity.
5.1 Generation 1.0 vs. 2.0
Walther updated the optic cut in 2021/2022, creating two incompatible standards.
Gen 1.0: The original cut was longer.
Gen 2.0: The updated cut is shorter and features recoil lugs (grooves) milled into the slide for superior stability.
Identification: Users must visually inspect the cut (smooth = 1.0, grooved = 2.0) or check the serial number to order the correct plate. Using the wrong plate will result in catastrophic failure of the mounting screws under recoil.26
5.2 Plate Logistics
Walther does not ship optic plates in the box. Users must request a free plate via a QR code or website waltherarms.com/freeoptic.28
Friction Point: Shipping times for free plates can range from 2 to 6 weeks depending on inventory. This forces many users to purchase aftermarket plates (ZR Tactical, C&H Precision) immediately to use their optic, adding $50-$80 to the TCO.29
Quality: The aftermarket plates (CNC machined aluminum/steel) are generally considered superior to the OEM plates (often MIM or cast) in terms of tolerance and durability.29
6. Competitive Landscape
Table 2: Comparative Analysis of Duty Pistols
Feature
Walther PDP
Glock 19/45 MOS
Sig P320 X-Series
HK VP9 OR
Trigger
Excellent (5.6lb)
Average (5.8lb mushy)
Good (Flat, 5.0lb)
Very Good (5.4lb)
Recoil
Snappy (High Bore Axis)
Moderate (Low Bore Axis)
High (High Bore Axis)
Moderate/Soft
Sights
Polymer (Replace!)
Polymer (Replace!)
Steel X-Ray3 (Good)
Steel/Luminescent
Optic Mount
Deep Plate (Secure)
MOS (Weak/Plate needed)
Direct Mount (DPP/R1P)
Plate (Secure)
Grip
Elite Texture
Slick/Mild
Modular Modules
Ergonomic Panels
Aftermarket
Growing
Massive
Large
Moderate
Cost (Est)
$650
$620
$650
$750
Data Source:30
Analysis:
vs. Glock: The PDP is a better pistol out of the box (trigger, ergonomics, grip). The Glock is a better platform for users who want cheap magazines and parts availability at every gun store in the world.
vs. Sig P320: The PDP avoids the safety controversies of the P320. However, the P320’s modular Fire Control Unit (FCU) offers true chassis modularity that the PDP cannot match.
vs. HK VP9: The VP9 is the closest competitor. The PDP edges it out with a better trigger reset and a more aggressive grip texture for duty use, while the VP9 shoots slightly softer.
7. Customer Sentiment and User Experience
Analysis of user feedback from Reddit, WaltherForums, and long-term reviews reveals distinct clusters of sentiment.
7.1 The “Snappy” Debate
Negative Sentiment: Casual shooters often express disappointment with the recoil, describing it as “jarring.” This group often attempts to fix the issue with heavy brass backstraps or compensators.
Positive Sentiment: Competitive shooters and tactical instructors argue the recoil is overblown. They emphasize that the sights return to zero reliably and that the “snap” is a necessary by-product of the slide velocity required for extreme reliability.7
7.2 Trigger Praise
There is near-universal consensus that the PDP trigger is the benchmark for the industry. Even detractors of the recoil admit the trigger is superior to almost any stock striker-fired gun. Terms like “glass break,” “predictable,” and “short reset” are ubiquitous in reviews.9
7.3 Ergonomic Feedback
Users consistently praise the grip texture (“velcro for your hand”) and the geometric shaping of the grip (RDS pinky pressure). However, the width of the slide (1.34″) is a common complaint for Inside-the-Waistband (IWB) carry, with users noting it prints more than slimline models.8
8. Strategic Adoptions
The PDP has successfully penetrated the professional market, moving beyond the commercial sector.
8.1 Pennsylvania State Police
In 2024, the PA State Police selected the PDP Compact and F-Series as their standard duty weapon, replacing Sig/Glock platforms. Each pistol is direct-milled for the Aimpoint ACRO P-2.
Significance: This large-scale adoption validates the F-Series as a viable duty weapon for officers with small hands, proving it is not just a “niche” product but a solution to a widespread law enforcement ergonomic problem.37
8.2 German Special Forces (KSK/KSM)
The German Bundeswehr adopted the PDP (P14 and P14K) for its Special Forces commands.
Significance: This selection followed a grueling 12-month trial involving environmental torture tests (mud, sand, saltwater). It serves as the ultimate seal of approval for the PDP’s reliability in hostile environments.38
9. Aftermarket and Upgrades Guide
For the industry analyst, the health of the aftermarket indicates the longevity of the platform. The PDP ecosystem is healthy and performance-oriented.
9.1 Recommended Upgrades (Based on Sentiment)
Guide Rods: The #1 upgrade. Users replace the polymer guide rod with a ZR Tactical Solutions stainless steel or tungsten captured rod (15lb or 13lb spring). This adds nose weight and tunes the recoil impulse, significantly taming the “snap”.40
Sights: The factory plastic sights are placeholders. Ameriglo or XS Sights (R3D 2.0) suppressor-height sights are required for co-witness with optics.42
Basepads:Taylor Freelance and Floyd’s Custom Shop offer weighted brass basepads, which improve mag drop speed and balance the pistol.43
Holsters:Safariland (6360RDS/6390RDS) finally supports the PDP, signaling its acceptance as a mainstream duty gun.44
10. Overall Conclusion
The Walther PDP is a triumph of performance engineering over comfort. It was designed with a specific hypothesis: that modern shooters, aided by red dot sights and proper grip technique, would prefer a pistol that offers maximum mechanical accuracy and trigger precision, even if it requires managing a sharper recoil impulse.
Is it worth buying?
YES, definitively, in the following cases:
The Optic-Centric Shooter: If you utilize a red dot sight, the PDP’s ergonomics are purpose-built to help you find the dot faster than any other stock pistol.
The Trigger Connoisseur: If you cannot tolerate the rolling, mushy break of a Glock or M&P, the PDP is the only factory option that delivers a match-grade feel.
The Biometrically Diverse: The F-Series is the best handgun on the market for shooters with small hands or reduced grip strength, offering genuine mechanical advantages (reduced rack force) rather than just a smaller grip.
The Competitor: The Steel Frame and Pro SD models offer 2011-level performance at a fraction of the cost ($1,800 vs $4,000).
NO, consider alternatives if:
Recoil Sensitivity is High: If you are sensitive to recoil and unwilling to tune the gun with aftermarket springs/rods, the HK VP9 or a steel-framed CZ-75 will be more pleasant to shoot.
Budget is Tight: The Total Cost of Ownership is high. Magazines are $45+, and optic plates are an extra expense if the free one is delayed or lost.
Deep Concealment is Priority: The PDP is thick (1.34″). For deep concealment, a Sig P365 Macro or Glock 48 is structurally superior.
Final Verdict: The Walther PDP is currently the superior “driver’s car” of the polymer pistol world—responsive, accurate, and exacting—while its competitors remain the reliable, if uninspiring, sedans.
Appendix A: Methodology
Research Scope:
This report was compiled using a multi-source intelligence gathering approach, synthesizing data from official technical documentation, independent ballistic testing, high-round count endurance logs, and verified end-user feedback from professional and civilian sectors.
Data Synthesis Protocol:
Technical Verification: Specifications (weight, dimensions, spring rates) were cross-referenced between Walther official datasheets 3 and third-party measurements 9 to ensure accuracy.
Sentiment Analysis: User feedback was aggregated from long-term review logs (2,000+ rounds) 23 and community forums (Reddit, WaltherForums) 30 to identify recurring themes like “snappiness” and slide lock issues.
Performance Correlation: Engineering features (e.g., Stepped Chamber) were directly correlated with performance outputs (velocity data, accuracy groups) to separate marketing claims from physics-based reality.1
Market Comparison: Direct A/B comparisons were drawn against market leaders (Glock, Sig, HK) using comparative reviews and standard feature sets to establish relative value.
Limitations:
Reliability data is based on open-source reporting and may suffer from selection bias (users are more likely to report problems than successes).
Price data is based on 2024-2025 MSRP and street prices, which are subject to fluctuation.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
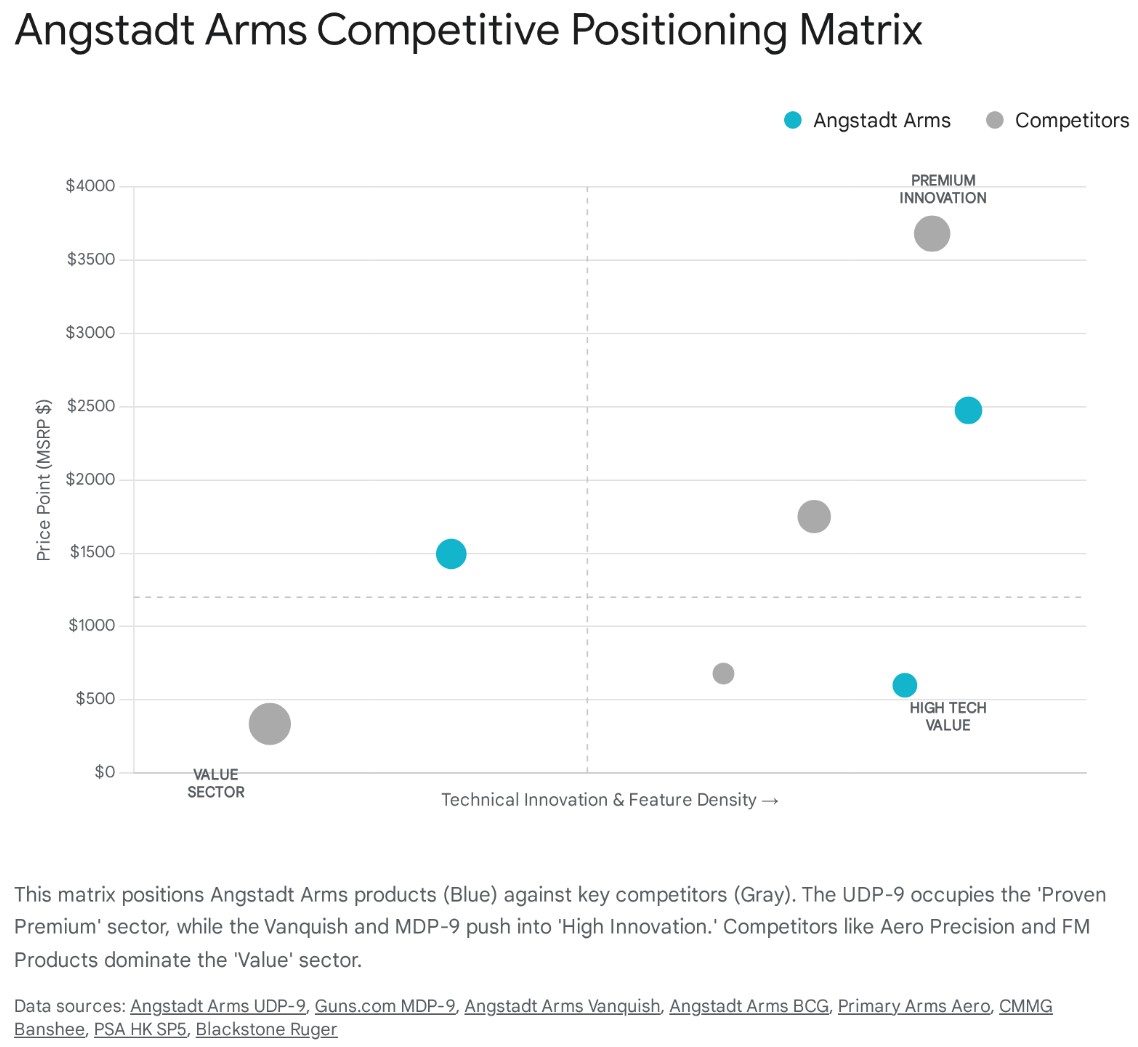
The civilian small arms market, particularly the segment dedicated to Pistol Caliber Carbines (PCCs), has undergone a distinct maturation phase entering the first quarter of 2025. Once characterized by a novelty-driven “race to the bottom” on price, the sector has bifurcated into two distinct demand curves: an entry-level tier focused on recreational affordability, and a professional-grade tier demanding duty-level reliability, suppression optimization, and advanced operating systems. Angstadt Arms, a Charlotte, North Carolina-based manufacturer, has firmly entrenched itself as a bellwether for the latter category.
This comprehensive report provides an exhaustive analysis of Angstadt Arms’ market position through the lens of its top five highest-impact products: the UDP-9 Platform, the Vanquish Integrally Suppressed System, the MDP-9 Gen 2, the 0940 Receiver Set, and the 9mm Bolt Carrier Group (BCG). Our analysis synthesizes direct sales rankings, technical specifications, competitive benchmarking, and broad-spectrum customer sentiment data to provide actionable intelligence for industry stakeholders, investors, and consumers.
The research indicates that Angstadt Arms is successfully executing a high-risk strategic pivot. While the legacy UDP-9 remains the financial bedrock of the company—maintaining high sales velocity despite aggressive undercutting by budget competitors—the brand’s future equity is increasingly tied to the Vanquish ecosystem. The Vanquish line, particularly the expansion into the.22LR rimfire market in late 2024 and early 2025, represents a significant technical disruption. By moving away from traditional baffle stacks to a ported barrel architecture, Angstadt has addressed two primary consumer pain points: the cost of subsonic ammunition and the maintenance burden of dirty rimfire suppressors.
However, the analysis also reveals notable headwinds. The flagship MDP-9, a roller-delayed subgun designed to compete with the Heckler & Koch SP5, faces a challenging value proposition. While technically superior in ergonomics and modularity, it struggles to overcome the “heritage premium” of the HK brand and the established competition dominance of the JP Enterprises JP-5. Furthermore, the report identifies a growing price sensitivity in the “Builder” segment, where Angstadt’s premium receiver sets and components face stiff competition from high-volume manufacturers like Aero Precision, who offer forged alternatives at significantly lower price points.
Key Strategic Insights:
Operational Reliability as a Brand Moat: In a market segment (AR-9) historically plagued by feeding malfunctions and broken components, Angstadt Arms has successfully monetized reliability. The proprietary design of their Last Round Bolt Hold Open (LRBHO) mechanism and feed geometry allows them to command a 30-40% price premium over functional equivalents.
The “Integrally Suppressed” Growth Vector: The Vanquish system is not merely a product but a platform strategy. By licensing or adapting this technology across calibers (9mm,.22LR) and platforms (AR-9, Ruger 10/22), Angstadt is insulating itself from the commoditization of standard firearms.
NFA Regulatory Friction: A significant portion of Angstadt’s innovative portfolio (Vanquish, SBR variants of UDP/MDP) is tethered to the National Firearms Act (NFA) regulatory environment. While the current market trend favors suppressed shooting, the bureaucratic friction of tax stamps remains a throttle on potential mass-market volume.
1. Introduction: The Evolution of the Pistol Caliber Carbine Market
1.1 Market Maturity and Segmentation
The trajectory of the Pistol Caliber Carbine market in the United States has been defined by three distinct eras. The “Gen 1” era was dominated by Colt-pattern SMG adaptations, which were robust but plagued by magazine availability issues and antiquated ergonomics. The “Gen 2” era, emerging in the mid-2010s, was sparked by the widespread adoption of GLOCK® magazine compatibility. This democratized the platform, allowing users to share magazines between their primary sidearm and their carbine. Angstadt Arms entered the market during this phase and quickly established itself as the premium option for Glock-fed ARs.
We are now firmly in the “Gen 3” era. The market is no longer satisfied with simple blowback operation. Consumers in 2025 demand advanced recoil mitigation systems (roller-delay, radial-delay, hydraulic buffering) and systems designed from the ground up for suppression. The modern consumer is more educated regarding “dwell time,” “bolt velocity,” and “gas blowback,” forcing manufacturers to innovate beyond simple aesthetics.
1.2 Angstadt Arms: Brand Positioning
Angstadt Arms occupies a unique “Middle-High” market position. They are not a custom boutique shop producing hand-fitted firearms with year-long lead times, nor are they a mass-production facility churning out budget-tier rifles. They operate in the “Production Premium” space—offering billet construction, tight quality control (QC), and innovative engineering at a price point that is aspirational but attainable for the serious enthusiast or law enforcement professional.
1.3 Methodology and Ranking Criteria
To determine the top 5 products and evaluate their performance, this report utilizes a multi-channel data aggregation methodology:
Sales Velocity Indicators: Analysis of “Top Seller” lists published by the manufacturer and major distributors.1
Sentiment Analysis: Aggregation of verified owner reviews, forum discussions (Reddit r/AR9, r/NFA, r/1022), and long-term torture tests.3
Technical Benchmarking: Comparative analysis of specifications (weight, materials, mechanism) against direct competitors.
The following table presents the ranked analysis of Angstadt Arms’ top performing products for Q1 2025.
The competitive landscape is visually represented below, plotting the relationship between price point and technical innovation across the key products discussed in this report.
2. Market Leader Analysis: The UDP-9 Platform
2.1 Technical Architecture and Design Philosophy
The UDP-9 is the foundational product that established Angstadt Arms’ reputation. It is a dedicated 9mm AR-style platform optimized for GLOCK® magazines. Unlike many competitors who utilize modified AR-15 forgings, the UDP-9 is constructed from 7075-T6 billet aluminum.6 This manufacturing choice allows for a dedicated, smaller form factor that eliminates the bulk of the standard AR-15 magwell, resulting in a sleek, purpose-built aesthetic that consumers consistently cite as a primary purchase driver.8
Mechanically, the UDP-9 utilizes a direct blowback operating system. This system relies on the mass of the bolt carrier and the resistance of the buffer spring to keep the action closed during firing. While simpler than delayed systems, direct blowback requires precise tuning of mass and spring rates to ensure reliability and prevent “bolt bounce”—a dangerous phenomenon where the bolt rebounds slightly after closing, potentially causing an out-of-battery detonation. Angstadt mitigates this through the use of a specifically weighted 9mm bolt carrier group and a carefully selected buffer assembly, creating a system that is robust, if slightly recoil-heavy compared to modern alternatives.
2.2 Market Performance and Sales Velocity
Despite being a mature product line in a saturated market, the UDP-9 remains a top-selling SKU for Angstadt Arms in 2024 and 2025.1 Its sales durability can be attributed to its entrenched position as the “safe choice” for high-end buyers. In the law enforcement and executive protection sectors, where budget is secondary to reliability, the UDP-9 continues to see adoption as a compact Personal Defense Weapon (PDW). The transition to “pistol” configurations with stabilizing braces remains popular, although the SBR (Short Barreled Rifle) variants have seen a resurgence following clarification on NFA rules.
2.3 Comprehensive Customer Sentiment Analysis
Sentiment surrounding the UDP-9 is exceptionally resilient and overwhelmingly positive, with a distinct emphasis on “out-of-the-box” function.
Reliability as the Core Virtue: In the AR-9 world, reliability is not a given. The geometry of feeding a tapered 9mm round from a pistol magazine into a rifle chamber is fraught with issues. Customer reviews and independent torture tests (e.g., 1,000+ round burn-downs) consistently report zero malfunctions with the UDP-9.3 This stands in stark contrast to budget builds that often require “tuning” of buffer weights and ejectors.
The “Premium” Feel: Owners frequently praise the machining quality. The billet receivers lack the “slop” or rattle often found in forged competitors. The absence of a forward assist, which is functionally useless on a 9mm blowback gun, is appreciated for its cleaner lines.7
Critique of Recoil: The most common negative sentiment relates to the recoil impulse. As a direct blowback system, the UDP-9 transfers a significant amount of energy to the shooter’s shoulder. Users accustomed to gas-operated 5.56mm rifles or delayed-blowback systems often describe the recoil as “snappy” or “sharp”.10 While not unmanageable, it is a notable downside of the older technology.
2.4 Quality Assurance and Reliability Metrics
Build Quality (92/100): The machining tolerances are among the best in the industry. The anodizing is deep and consistent. The critical innovation is the Last Round Bolt Hold Open (LRBHO) mechanism. While most AR-9s struggle to reliably lock the bolt back after the last shot, Angstadt’s proprietary transfer bar linkage, housed in the lower receiver, is widely regarded as the most reliable design on the market, vastly outperforming upper-receiver-mounted solutions used by competitors like Aero Precision.11
Performance (88/100): Accuracy is typically excellent, with 1-inch groups at 25 yards reported with quality defensive ammunition.12 The feed ramps are optimized for hollow points (JHP), a critical requirement for a defensive firearm that many budget PCCs fail to meet.
2.5 Competitive Landscape: The Direct Blowback Sector
Closest Ranking Competitor: CMMG Banshee MkGs
While the UDP-9 dominates the direct blowback premium space, its primary market rival is the CMMG Banshee MkGs.
Mechanism: The Banshee utilizes a Radial Delayed Blowback (RDB) system. This mechanical advantage allows for a lighter bolt and buffer, resulting in significantly softer recoil and less gas blowback when suppressed compared to the UDP-9’s direct blowback system.
Price: The Banshee commands a higher price point, typically ranging from $1,600 to $1,750 13, compared to the UDP-9’s street price of ~$1,375 – $1,495.14
Trade-off: The UDP-9 offers superior mechanical simplicity (fewer parts to break) and a more robust extractor design, while the Banshee offers a superior shooting experience. For users prioritizing durability and simplicity, the UDP-9 wins; for those prioritizing shooting comfort and suppression, the Banshee is the superior, albeit more expensive, option.
Budget Competitor: Foxtrot Mike FM-9
For price-sensitive buyers, the Foxtrot Mike FM-9 is the primary alternative. Priced significantly lower, the FM-9 offers similar Glock compatibility and LRBHO function. However, the fit, finish, and material quality (forged vs. billet) of the Angstadt are noticeably superior, justifying the price gap for the “buy once, cry once” demographic.15
2.6 Verdict: The Duty-Grade Standard
Recommendation:STRONG BUY
Circumstances: The UDP-9 is the definitive choice for users who demand a turn-key, duty-grade PCC that shares magazines with their Glock sidearm. It is particularly recommended for home defense applications where reliability is paramount and the complexity of a delayed operating system is seen as a liability rather than an asset. It is not recommended for users solely seeking a soft-shooting range toy, where the CMMG Banshee or even the Angstadt MDP-9 would be better suited.
3. Innovation Catalyst: The Vanquish Integrally Suppressed System
3.1 The Physics of Baffleless Suppression
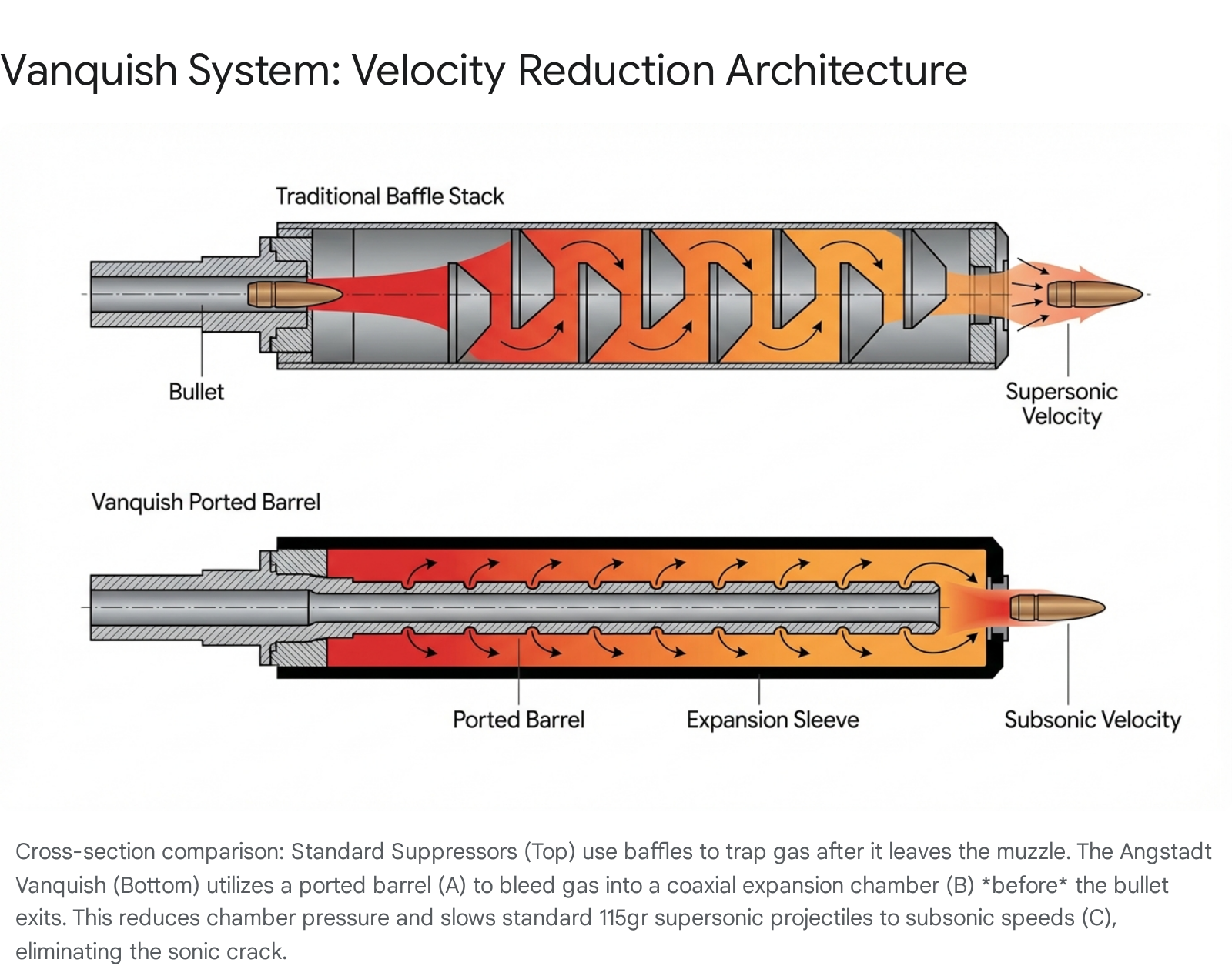
The Vanquish system represents the most significant technological divergence in Angstadt Arms’ history. Traditional suppressors work by trapping expanding gases in a series of chambers (baffles) to cool and decelerate them. While effective, this design has limitations: it traps fouling (carbon and lead), increases backpressure (gas in the shooter’s face), and generally requires subsonic ammunition to be truly quiet.
The Vanquish utilizes a baffleless design. It features a precision-ported barrel encased in an outer sleeve. When a round is fired, high-pressure gas bleeds from the barrel ports into the coaxial expansion chamber created by the sleeve before the bullet leaves the muzzle. This serves two critical functions:
Velocity Reduction: By bleeding off pressure, the system can reduce the velocity of standard supersonic 115gr ammunition to subsonic speeds (below ~1,125 fps).16 This eliminates the “sonic crack”—the loud snap caused by a bullet breaking the sound barrier—without requiring the user to purchase expensive, specialized 147gr subsonic ammo.
Sound Suppression: The gas is cooled and expanded in the large volume of the sleeve, exiting the muzzle at a significantly lower pressure and noise level.
Zero Baffle Strikes: Because there are no baffles for the bullet to pass through, the risk of a “baffle strike” (where the bullet hits the suppressor internals, destroying the unit) is physically eliminated.17
3.2 Portfolio Expansion: From AR-9 to Rimfire
Initially launched for the AR-9 platform, Angstadt expanded the Vanquish line in late 2024 to include the Vanquish 22, an integrally suppressed barrel for the omnipresent Ruger 10/22 platform.2 This was a strategic masterstroke. The.22LR market is massive, and.22LR suppression is highly desirable but notoriously dirty. Lead and carbon buildup can fuse traditional baffles together, making cleaning a nightmare. The Vanquish 22’s design allows the user to simply unscrew the outer sleeve and wipe down the barrel, solving the primary maintenance pain point of rimfire suppression.
3.3 Consumer Adoption and NFA Friction
The Vanquish system has seen high sales velocity, particularly the standalone barrel upgrades for the Ruger 10/22, which appeared as a “Top Seller” in January 2025.2
The “No First Round Pop” Advantage: Users report a distinct lack of “First Round Pop” (FRP)—the loud noise caused by the combustion of oxygen in a cold suppressor. The ported design eliminates the environment that allows FRP to occur, providing consistent sound suppression from the first shot.19
Ammo Economy: The ability to shoot cheap “bulk pack” ammo while maintaining subsonic performance is a massive economic driver. High-volume shooters calculate that the barrel pays for itself in ammo savings over 5,000-10,000 rounds.
However, the requirement for an NFA tax stamp ($200 and a waiting period) remains a barrier. While eForms have sped up approvals, the regulatory hurdle limits the product’s total addressable market compared to non-NFA items.
3.4 Operational Analysis: Maintenance and Longevity
Maintenance: The system scores 10/10 for maintainability. The ability to access the entire blast chamber without special tools is superior to almost any monocore or baffle stack design.
Tunability: The Vanquish 9mm system includes adjustable ports. Users can open or close ports to tune the velocity drop based on their specific ammunition, a level of customization rarely seen in integral suppressors.20
3.5 Competitive Benchmarking: Angstadt vs. Ruger
Closest Ranking Competitor: Ruger Silent-SR ISB
For the.22LR Vanquish, the direct competitor is the Ruger Silent-SR Integrally Suppressed Barrel.
Architecture: The Ruger ISB uses a stack of stainless steel baffles inside the sleeve. While effective, it creates a complex cleaning ritual involving multiple small parts that must be scraped of lead.17
Price: The Ruger ISB carries an MSRP of ~$679 21, while the Angstadt Vanquish barrel is priced aggressively at ~$599.22
Performance: Independent testing suggests the Ruger ISB may be slightly quieter in absolute decibels with dedicated subsonic ammo, but the Vanquish offers superior tone and utility with standard velocity ammo.23
3.6 Verdict: A Paradigm Shift in Sound Signature
Recommendation:BUY
Circumstances: The Vanquish is the premier choice for the high-volume shooter who wants to suppress a Ruger 10/22 or AR-9 without the headache of cleaning baffles or the expense of boutique ammo. It is an “ecosystem investment” that rewards frequent use.
Caution: If the user’s primary goal is the absolute quietest possible shot for a bolt-action rifle and they are willing to use expensive subsonic ammo, a traditional high-volume can (like the Dead Air Mask or Rugged Oculus) may offer slightly better decibel reduction at the cost of higher maintenance.
4. The Premium Flagship: MDP-9 Gen 2
4.1 Engineering the Modern Roller-Delayed Action
The MDP-9 (Modern Defense Pistol) is Angstadt’s attempt to dethrone the HK MP5. It utilizes a roller-delayed blowback action, a system famously used by Heckler & Koch to delay the opening of the bolt until chamber pressure has dropped to safe levels. This is achieved via rollers on the bolt head that lock into the barrel extension, requiring significant force to unlock. The result is a recoil impulse that is drastically softer than the heavy, slamming mass of a direct blowback system like the UDP-9.
Crucially, Angstadt engineered this system to fit within a monolithic upper receiver that works with standard Glock-magazine lower receivers and does not require a buffer tube. This allows the MDP-9 to feature a vertical Picatinny rail on the rear for folding stocks, making it significantly more compact than a standard AR-9.24
4.2 The Generational Shift: Addressing Gen 1 Shortcomings
The Gen 1 MDP-9 faced a rocky launch. Early adopters reported sensitivity to ammunition types (particularly steel case and flat-nosed hollow points) and reliability issues that tarnished its “premium” reputation.25 The Gen 2, released mid-2024, directly addresses these issues:
Reliability Updates: Revised feed geometry and roller angles have improved the cycling reliability across a wider range of ammunition pressures.
Feature Updates: The Gen 2 includes a detachable 3-lug muzzle device (standard for suppressors), a new integrated handstop for safety on the short barrel, and upgraded fire controls including the Radian Talon safety selector.27
4.3 Ergonomics and Human Factors Engineering
Ergonomically, the MDP-9 is superior to the MP5. It features a last-round bolt hold open (which the MP5 lacks), an AR-style magazine release, and a non-reciprocating forward charging handle that can be swapped to either side. This makes the manual of arms familiar to anyone trained on an AR-15, reducing the training scar associated with switching to the idiosyncratic MP5 platform.
4.4 The “Subgun” Market War: Domestic vs. Import
Closest Ranking Competitor: HK SP5 / JP Enterprises JP-5
The MDP-9 occupies a difficult middle ground.
The Heritage Rival: The HK SP5 ($3,200+) is the civilian semi-auto MP5. It is iconic, historically significant, and incredibly reliable. Buyers often choose it for its collectibility and investment value, factors the Angstadt lacks.28
The Performance Rival: The JP Enterprises JP-5 ($3,200+) is widely considered the best competition PCC on the market. It also uses roller-delay but is built by JP, a company legendary for tuning. The JP-5 is generally seen as smoother and more tuneable than the MDP-9.30
Price: At ~$2,475 27, the MDP-9 Gen 2 undercuts both competitors by nearly $800. This is its primary competitive advantage: it offers roller-delayed performance at a price point significantly below the “reference” options.
4.5 Verdict: Specialized Excellence
Recommendation:CONDITIONAL BUY
Circumstances: The MDP-9 is recommended for the user who needs the absolute smallest footprint (bag gun) with soft recoil and AR ergonomics. It is an excellent choice for executive protection details or backpack carry where the buffer tube of the JP-5 or the bulk of the SP5 is a liability.
Caution: For pure competition use, the JP-5 remains the gold standard. For collectors, the HK SP5 is the only choice. The MDP-9 is a tool for the pragmatic professional who values compactness and modern features over heritage.
5. The Builder’s Foundation: 0940 Receiver Set
5.1 Metallurgy and Manufacturing Precision
The 0940 Receiver Set is the “Do It Yourself” component version of the UDP-9. It allows home builders to construct a firearm with the same aesthetic and functional core as the factory rifle. Manufactured from a solid block of 7075-T6 billet aluminum, these receivers are prized for their rigidity and finish. The “slick side” upper receiver (omitting the forward assist and dust cover) is specifically designed for 9mm/40S&W usage, reducing snag points and weight.7
5.2 The “Glock-Fed” Engineering Challenge
Designing an AR lower to accept Glock magazines is notoriously difficult due to the steep feed angle of the pistol magazine. Angstadt’s solution involves a proprietary feed ramp geometry and a magazine release that positions the mag slightly higher than some competitors, improving feed reliability.
The most significant engineering achievement is the LRBHO. Most competitors (like Aero Precision) place the linkage in the upper receiver, using a thin wire to transfer the signal from the magazine follower to the bolt catch. This wire is prone to bending and failure. Angstadt places the mechanism in the lower receiver using a robust transfer bar. This design is widely validated by the builder community as superior and more durable.15
5.3 The Home Builder Demographic Analysis
The “Builder” demographic is price-sensitive but quality-conscious. While the 0940 set is expensive (~$422-$469 for the set) 14, it retains a high sentiment score because it eliminates the “troubleshooting tax.” Builders know that mixing and matching cheap receivers often leads to hours of diagnosing feed failures. The Angstadt set is seen as a “guaranteed to run” foundation.
5.4 Comparative Analysis: Billet vs. Forged Competitors
Closest Ranking Competitor: Aero Precision EPC-9
The Aero Precision EPC-9 dominates the volume market.
Construction: Aero uses forged aluminum, which is stronger in theory but limits the aesthetic complexity. Angstadt uses billet, allowing for the proprietary styling and integrated trigger guard.
Reliability: The EPC-9 has suffered from widely reported issues with its feed cone design (causing feeding issues with hollow points) and its buffer system (over-travel leading to broken bolt catches).32
Price: Aero is significantly cheaper (~$335 for a set).34
Verdict: The Angstadt 0940 wins decisively on quality and reliability of the LRBHO. Aero wins on price.
5.5 Verdict: The Premium DIY Choice
Recommendation:BUY
Circumstances: This is the only choice for a “premium” home build. If the goal is to build a duty-grade weapon at home, start here.
Caution: If building a budget range toy, the cost premium ($100+) over an Aero or FM Products receiver set may not be justifiable.
6. The Critical Component: 9mm Bolt Carrier Group
6.1 Material Science and Tribology
The Angstadt 9mm BCG is the engine of the blowback system. It is machined from 8620 alloy steel, case-hardened, and finished with QPQ Black Nitride.35 The Nitride finish is critical: it hardens the surface and reduces the coefficient of friction, allowing the heavy bolt to cycle smoothly against the aluminum receiver and reducing wear on the hammer face.
6.2 The Mass-Velocity Equation in Direct Blowback
In a blowback system, bolt mass is the only thing keeping the action closed. If the bolt is too light, it opens too early, bulging cases or causing “out of battery” detonations. The Angstadt BCG is weighted correctly to ensure safe dwell time. A key feature is the removable weight at the rear. This hollow bore allows the user to remove the weight and install a Law Tactical Folding Stock adapter plug, a crucial compatibility feature for modern PDW builds.35
6.3 Supply Chain and OEM Dynamics
Industry analysis suggests that this bolt, like many on the market, is likely manufactured by a major OEM (potentially Outerwild/White Label Armory).36 It shares identical geometry and features with bolts from Faxon and Kaw Valley Precision. However, Angstadt’s strict QC protocols ensure that the specific units sold under their brand meet tighter tolerances than generic “white label” parts.
Comparison: Both are Nitride, 8620 steel, and ramped for standard hammers.
Price: Angstadt ~$153 35; Faxon ~$140-$160.
Recommendation:STRONG BUY when paired with an Angstadt receiver to ensure tolerance stacking is favorable. If building on a different receiver, a cheaper generic bolt from a reputable brand (Kaw Valley) will likely perform identically.
7. Strategic Conclusions and Industry Outlook
7.1 Brand Equity and Pricing Power
Angstadt Arms has successfully navigated the commoditization of the AR-9 market. By refusing to engage in the “race to the bottom” on price, they have preserved a brand equity that equates “Angstadt” with “Reliability.” This allows them to maintain healthy margins on their legacy UDP-9 products while funding the R&D for the Vanquish and MDP-9 lines.
7.2 The Impact of Regulatory Shifts
The company’s heavy investment in SBRs (Short Barreled Rifles) and Suppressors (Vanquish) exposes them to regulatory risk. However, the 2024/2025 stability regarding pistol braces and the streamlining of the eForm 4 process for suppressors has created a tailwind. The Vanquish line is perfectly positioned to capture the growing demographic of shooters who view suppressors as mandatory safety equipment rather than tactical novelties.
7.3 Final Recommendations
For the Consumer: The Vanquish system is the standout innovation. It offers a capability (subsonic performance with cheap ammo) that no other competitor matches without significant trade-offs. The UDP-9 remains the gold standard for a defensive PCC.
For the Investor/Retailer: The expansion into the Ruger 10/22 ecosystem with the Vanquish 22 is a high-growth vector. This product taps into an installed base of millions of rifles, offering a far larger Total Addressable Market (TAM) than the niche AR-9 sector. Stocking Vanquish 22 barrels is recommended as a high-turnover item for Q2-Q4 2025.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
The 9mm micro-compact pistol segment of the United States firearms market has reached a state of dynamic maturity. Following its radical redefinition with the 2018 introduction of the SIG Sauer P365, which shattered previous expectations for capacity-to-size ratios, the market has transitioned from an era of revolutionary innovation to one of intense, feature-driven competition.1 Within the broader U.S. firearms market, which saw approximately 16.2 million sales in 2024, the micro-compact category remains one of the most vibrant, competitive, and profitable sectors.3
Three dominant trends currently define the competitive landscape. First is the continued capacity-to-size arms race. While the P365 established the 10+1 round benchmark, competitors like the Springfield Armory Hellcat immediately pushed this to 11+1.1 This has evolved into a new sub-category of “stretch” micro-compacts, such as the SIG P365 XMacro (17+1) and Hellcat Pro (15+1), which blur the lines between micro-compact and traditional compact pistols by offering near duty-size capacity in a slim, concealable frame.5
Second, optics-ready slides have become the industry standard, not a premium add-on. The widespread adoption of micro red dot sights (MRDS) for defensive applications, heavily promoted by the professional training community and online influencers, has made a factory optics cut a consumer expectation.2 Models that launch without this feature face significant market headwinds and criticism.6
Third, there is an increasing prioritization of “shootability.” Early entrants in this size class were often criticized for their harsh, “snappy” recoil impulse. Manufacturers are now focused on improving the shooting experience through enhanced ergonomics, superior factory triggers (often flat-faced), and advanced recoil mitigation systems, including integrated compensators, which are now appearing on factory concealed carry pistols.5
Consumer purchasing decisions are driven by a clear hierarchy of factors. Concealability remains the primary driver, with firearm width and grip length being critical dimensions.4 This is followed by reliability, a non-negotiable attribute where established brands like Glock leverage a formidable reputation.10
Capacity is a key competitive metric, with the market now expecting a minimum of 10+1 rounds.5 Finally, the robustness of the aftermarket ecosystem—the availability of holsters, magazines, sights, and accessories—is a crucial factor for long-term market success, benefiting platforms like the P365 and Glock 43X immensely.1
This report distinguishes between market share (raw sales figures) and mindshare (a model’s cultural relevance and status as a “go-to” recommendation). While a brand’s legacy can drive significant market share, a pistol that captures the mindshare of the influential online concealed carry community—through prominent YouTube reviewers (“GunTubers”) and consensus-building on forums like Reddit’s r/CCW—can dictate future market trends and sales velocity.12 Understanding this distinction is critical to analyzing the true popularity and market position of the firearms in this segment.
Top 20 Micro-Compact Pistols: Summary Ranking & Data
The following table provides a comprehensive, data-driven ranking of the 20 most popular 9mm micro-compact pistols in the U.S. market. The ranking is derived from a proprietary composite score detailed in the Appendix.
Rank
Model
Manufacturer
Action Type
Primary Market Role
Key Popularity Driver(s)
Total Mention Index (TMI)
% Positive Sentiment
% Negative Sentiment
1
P365 Series (X/XL/XMacro)
SIG Sauer
Striker-Fired
Concealed Carry
Modularity, Capacity-to-Size Ratio, Ecosystem
100.0
89%
11%
2
Hellcat Series (OSP/Pro)
Springfield Armory
Striker-Fired
Concealed Carry
Capacity, Out-of-Box Features, Value
92.5
87%
13%
3
G43X / G48 MOS
Glock
Striker-Fired
Concealed Carry
Brand Reliability, Aftermarket Support
88.1
91%
9%
4
M&P Shield Plus
Smith & Wesson
Striker-Fired
Concealed Carry
Trigger Quality, Brand Legacy, Ergonomics
85.7
92%
8%
5
GX4 Series (TORO/Carry)
Taurus
Striker-Fired
Concealed Carry
Price Point, Value, Features
76.4
82%
18%
6
Dagger Micro
Palmetto State Armory
Striker-Fired
Concealed Carry
Extreme Value, Glock 43X Compatibility
71.9
75%
25%
7
METE MC9
Canik
Striker-Fired
Concealed Carry
Trigger Quality, Value, Included Accessories
68.2
90%
10%
8
MAX-9
Ruger
Striker-Fired
Concealed Carry
Value, Standard Features (Optics Cut/Night Sight)
65.5
86%
14%
9
FN Reflex MRD
FN Herstal
Internal Hammer SAO
Concealed Carry
Unique Action, Ergonomics, Brand Prestige
62.0
88%
12%
10
R7 Mako
Kimber
Striker-Fired
Concealed Carry
Ambidextrous Controls, Trigger, Accuracy
59.8
85%
15%
11
CR920
Shadow Systems
Striker-Fired
Concealed Carry
Premium Features, “Upgraded Glock” Concept
57.1
93%
7%
12
MC2sc
Mossberg
Striker-Fired
Concealed Carry
Underrated Value, Capacity, Safe Takedown
54.3
84%
16%
13
Staccato CS
Staccato 2011
Single-Action (2011)
Concealed Carry
Ultimate Trigger/Shootability, Aspirational Status
51.6
96%
4%
14
CSX
Smith & Wesson
Single-Action Hammer
Concealed Carry
Metal Frame, 1911-style Manual of Arms
48.9
79%
21%
15
Equalizer
Smith & Wesson
Internal Hammer
Concealed Carry
Low Recoil, Easy-to-Rack Slide
46.2
89%
11%
16
PDP F-Series (3.5″)
Walther
Striker-Fired
Concealed Carry
Superior Ergonomics, Trigger Quality
44.5
94%
6%
17
P-10 S
CZ-USA
Striker-Fired
Concealed Carry
Ergonomics, Value, Shootability
42.0
87%
13%
18
Kimber Micro 9
Kimber
Single-Action (1911)
Concealed Carry
1911 Aesthetics & Manual of Arms
39.7
77%
23%
19
PPS M2
Walther
Striker-Fired
Concealed Carry
Ergonomics, Build Quality, Slim Profile
37.1
81%
19%
20
STR-9MC
Stoeger
Striker-Fired
Concealed Carry
Budget Price, Glock Gen3 Internals
35.5
73%
27%
Detailed Market Segment Analysis
The following analysis examines the market positions, strengths, and weaknesses of the top-ranked micro-compact pistols, organized by their strategic role in the marketplace.
Market Leaders & Trendsetters
This segment is dominated by the two platforms that define the modern micro-compact category. They command the highest sales volume and drive the market’s technological and feature trends.
SIG Sauer P365 Series (P365, P365X, P365XL, XMacro, AXG Legion)
The SIG Sauer P365 is not merely a market leader; it is the firearm that created the high-capacity micro-compact category as it exists today. Its 2018 launch, offering a 10+1 capacity in a package smaller than many existing single-stack 6+1 pistols, was a seismic event that permanently altered consumer expectations.1 The P365 remains the benchmark against which all other micro-compacts are measured.5
The platform’s most significant and enduring competitive advantage is its modularity, centered on a serialized Fire Control Unit (FCU). This removable chassis is legally the “firearm,” allowing owners to swap grip modules, slides, and barrels with complete freedom, effectively transforming a single pistol into an entire ecosystem.5 This has fostered a massive first- and third-party aftermarket, locking consumers into the P365 platform and creating continuous revenue streams for SIG Sauer.
The P365 line has expanded strategically to saturate every conceivable market niche. The original P365 serves the deep concealment role. The P365X combines the short slide with a longer grip module for better control and a 12+1 capacity, hitting a “sweet spot” for many users.5 The P365XL extends the slide and barrel for improved shootability and sight radius, competing with pistols like the Glock 48.5 The P365 XMacro represents the latest evolution, pushing the platform into near-duty-gun territory with a standard 17+1 capacity, an integrated compensator to mitigate recoil, and a standard Picatinny rail.5 Finally, the P365-AXG Legion introduces a premium, all-metal alloy frame, custom grips, and a flared magwell, targeting the high-end enthusiast and competition market.8
This strategic expansion has cemented the P365’s dominance in both market share and mindshare. It is consistently the top-selling new handgun on platforms like GunBroker.com and is the most frequently recommended pistol in online concealed carry communities.16 Common points of praise from consumers and experts focus on its excellent ergonomics, good factory night sights, and the overall balance of size and capacity.9 Early production models suffered from reliability issues, most notably broken strikers, which generated significant negative sentiment online.19 While SIG Sauer has since addressed these issues with redesigned components, the memory of these early problems persists as a minor drag on the platform’s otherwise stellar reputation.
SIG P365 with 10, 12 and 15 round magazines.
Springfield Armory Hellcat Series (Hellcat OSP, Hellcat Pro)
The Springfield Armory Hellcat series represents the most direct and successful challenge to the P365’s dominance. Rather than attempting to innovate in a new direction, Springfield’s strategy was to meet the P365 head-on and win on the spec sheet at the point of sale. The original Hellcat launched with a class-leading 11+1 round flush-fit magazine capacity, immediately besting the P365’s 10+1.1
The Hellcat’s key differentiators are its excellent out-of-the-box features. The “Adaptive Grip Texture” is widely praised for providing a secure grip under recoil without being overly abrasive against skin or clothing during concealed carry.1 Its factory sights, a high-visibility tritium front dot paired with a U-notch rear, are considered by many to be the best iron sights offered on any factory micro-compact.1 Furthermore, unlike the proprietary rail on the original P365, the Hellcat features a standard accessory rail slot, making it easier to mount lights and lasers.1
The Hellcat quickly established itself as the primary alternative for consumers who were not invested in the SIG ecosystem. Its popularity is driven by its tangible, immediately apparent advantages in capacity and features. However, a common point of criticism is its perceived recoil impulse, often described as “snappy” or harsh, a frequent trade-off in lightweight pistols of this class.1 Following the market trend, Springfield launched the Hellcat Pro, a “stretch” version with a longer grip and slide, a 15+1 capacity, and improved ergonomics, placing it in direct competition with the P365XL and Glock 48.5
The P365 and Hellcat showcase two distinct philosophies for achieving market dominance. SIG Sauer built a modular platform, fostering a long-term ecosystem of customization and user investment. Springfield Armory built a superior product at launch, designed to win a direct, feature-by-feature comparison at the gun counter. Both strategies have proven immensely successful and have shaped the competitive actions of all other manufacturers in the space.
Established Competitors
This segment includes pistols from legacy manufacturers that leverage immense brand loyalty and established reputations to compete effectively, even if they were not first to market with a high-capacity micro-compact.
Glock 43X / 48 MOS
Glock’s entries into the high-capacity micro-compact market, the G43X and G48, are defined by the brand’s core value proposition: legendary reliability, simplicity, and an unparalleled aftermarket ecosystem.10 The G43X merges the short slide of the original G43 with a taller, wider frame that accommodates a 10+1 round magazine and provides a full grip for most shooters.21 The G48 utilizes the same frame but pairs it with a longer slide and barrel, dimensionally similar to the venerable Glock 19, offering a longer sight radius and improved ballistics.23 The MOS (Modular Optic System) versions, which allow for the direct mounting of red dot sights, have become the de facto standard for these models.
Glock’s market position is built on a foundation of absolute trust in its product’s reliability. For many consumers and law enforcement agencies, the Glock name is synonymous with dependability, making the G43X and G48 a default choice.23 However, their arrival on the market with a 10-round capacity, when competitors were already offering more, was a significant strategic vulnerability. This created a massive opportunity for third-party manufacturers, most notably Shield Arms, to develop and market 15-round flush-fitting aftermarket magazines.11 The popularity of these magazines is so widespread that many consider them an essential, near-mandatory upgrade.
This dynamic highlights the concept of the “Glock Tax”—the implicit understanding that a consumer purchasing a factory Glock will likely need to spend additional money on upgrades (sights, which are typically polymer, and magazines) to bring the pistol up to the standard of its competitors. While this aftermarket dependency is a testament to the platform’s popularity, it also represents a failure by the manufacturer to meet evolving market expectations out of the box, a weakness that competitors have consistently exploited.
Smith & Wesson M&P Shield Plus
The M&P Shield Plus is the highly anticipated evolution of the original M&P Shield, which was one of the most dominant single-stack concealed carry pistols of the pre-P365 era. With the Shield Plus, Smith & Wesson successfully adapted to the new market paradigm by redesigning the frame and magazine to offer a competitive 10+1 and 13+1 capacity while maintaining the slim, concealable profile of the original.1
The Shield Plus’s popularity is driven by three key factors. First is the trusted M&P brand name and the large, loyal customer base familiar with the platform’s ergonomics and reliability. Second, its ergonomics are widely considered to be excellent, with a comfortable 18-degree grip angle and effective grip texture.26 Third, and perhaps most importantly, is its trigger. The Shield Plus features a new flat-faced trigger that is almost universally praised for having a clean break and a short, tactile reset, making it one of the best factory striker-fired triggers on the market.6
Offered in a multitude of configurations, including optics-ready models and different barrel lengths, the Shield Plus is positioned as a high-value proposition. It provides a premium feature set, particularly its trigger, at a price point that is highly competitive with the offerings from SIG Sauer and Springfield Armory, making it a top choice for discerning consumers.1
Value-Priced Contenders
This segment is characterized by manufacturers who compete primarily on price, offering feature sets comparable to the market leaders at a significantly lower cost. Their success demonstrates the commoditization of features once considered premium.
Taurus GX4 Series (GX4, GX4XL, GX4 Carry)
The Taurus GX4 series represents a paradigm shift for the manufacturer, marking a significant improvement in design, quality control, and market perception.28 The original GX4 launched as a direct competitor to the P365 and Hellcat, offering an 11+1 capacity, interchangeable backstraps, and good ergonomics at a disruptive sub-$400 price point.1 The TORO (Taurus Optic Ready Option) models have become the standard, and the line has expanded with the GX4XL (longer slide) and GX4 Carry (15+1 capacity).29 The GX4 series has been widely praised for its reliability, clean trigger, and overall value, helping to overcome Taurus’s historical reputation for inconsistent quality.30
Palmetto State Armory (PSA) Dagger Micro
The PSA Dagger Micro is a market disruptor built on the Glock 43X operational framework. PSA’s strategy is to offer a Glock-compatible platform that includes popular aftermarket upgrades—such as more aggressive slide serrations, improved grip texture, steel sights, and an optics cut—as standard features, all at a price significantly below a factory Glock.32 Its most compelling feature is its proprietary 15-round polymer magazine, which directly addresses the primary capacity weakness of the stock G43X without requiring the user to purchase aftermarket magazines and a new magazine catch.32 While the value proposition is undeniable, some reviews indicate trade-offs in the form of a “mushy” trigger and inconsistent accuracy, highlighting the challenges of producing a feature-rich firearm at such a low price point.32 Holster compatibility can also be a challenge compared to the ubiquitous Glock.33
Canik METE MC9
Canik, a Turkish manufacturer, has built a formidable reputation for producing firearms that offer some of the best factory striker-fired triggers available, and the METE MC9 brings this signature strength to the micro-compact segment.34 The MC9 is positioned at the larger end of the micro-compact scale, but this slight increase in size contributes to its excellent “shootability” and manageable recoil.35 It is exceptionally feature-rich for its price, shipping with both 12- and 15-round magazines, a usable IWB holster, multiple backstraps, and a full optics mounting kit.34 For consumers who prioritize trigger quality above all else, the MC9 presents an almost unbeatable value.35
Niche & Ergonomic-Focused Models
This diverse group of firearms competes not by trying to beat the market leaders on their own terms, but by offering unique features, alternative operating systems, or a specific focus on ergonomics to appeal to distinct segments of the consumer base.
FN Reflex MRD: This pistol’s most unique feature is its internal hammer-fired, single-action-only (SAO) action. This provides a trigger feel—with a light, crisp break—that is fundamentally different from its striker-fired competitors, appealing to shooters who prefer a 1911-style trigger but desire a modern, high-capacity, polymer-framed micro-compact.36 It also boasts excellent ergonomics and a competitive 11+1/15+1 capacity.36
Kimber R7 Mako: As Kimber’s first foray into the polymer, striker-fired market, the R7 Mako competes with a focus on refined features. It is one of the few truly ambidextrous pistols in its class, with bilateral slide stops and magazine releases from the factory.38 It is also lauded for its excellent trigger and high degree of accuracy, which some attribute to its unique enclosed-top slide and barrel lockup system designed to keep gases and debris away from a mounted optic.38
Ruger MAX-9: A powerful value entry from a trusted American brand, the MAX-9’s key selling point is its impressive list of standard features at a highly competitive price. Every MAX-9 comes from the factory with an optics-ready slide and an excellent tritium fiber-optic front sight, features that often cost extra on competing models.40 While praised for its reliability and concealability, it is often criticized for its tool-required takedown procedure and lack of a standard accessory rail.40
Mossberg MC2sc: Often overlooked due to Mossberg’s primary association with shotguns, the MC2sc is a highly competent and underrated pistol. It offers impressive capacity with included 11- and 14-round magazines, a quality flat-faced trigger, and good ergonomics.42 Its most unique feature is a safe and simple takedown process that does not require pulling the trigger, a significant safety advantage over many competitors.42
Walther PPS M2: A legacy model from a previous generation of concealed carry pistols, the PPS M2 remains on this list due to its enduring popularity, which is almost entirely attributable to Walther’s legendary ergonomics and high-quality construction.44 Its slim, single-stack design feels excellent in the hand and is exceptionally accurate and reliable.44 However, its primary weakness in the modern market is its low capacity (6, 7, or 8 rounds), which places it at a severe disadvantage against the newer “stack-and-a-half” designs.44
Smith & Wesson CSX: An unconventional entry, the CSX features an aluminum alloy frame and is a single-action, hammer-fired pistol, appealing to fans of the 1911 manual of arms.46 It offers a 10+1/12+1 capacity and ambidextrous controls, but its lack of an optics cut is a significant drawback in the current market.47
CZ P-10 S: The subcompact version of CZ’s popular P-10 series, the P-10 S is praised for its exceptional ergonomics, which many find superior to Glock, and a trigger that is excellent for its price point.48 It is known for shooting like a larger gun, with manageable recoil for its size, but can be thicker than some competitors.49
Kimber Micro 9: This model caters to the traditionalist market, offering the aesthetics, all-metal construction, and single-action trigger of a miniature 1911.50 While popular for its looks and familiar controls, it is a single-stack design with lower capacity and is often criticized for being difficult to disassemble and having a stiff slide.50
Premium & Specialized Offerings
This tier represents the “aspirational” segment of the market. While not high-volume sellers due to their price, these pistols set performance benchmarks and heavily influence market trends and consumer desires.
Shadow Systems CR920
The Shadow Systems CR920 is the quintessential “Gucci Glock.” It is a Glock 43X-pattern pistol that comes from the factory with all the high-end modifications that serious shooters typically add to a stock Glock. This includes aggressive slide porting and milling, a high-quality flat-faced trigger, superior steel sights that co-witness with an optic, and a proprietary multi-footprint optics mounting system that allows for lower, more secure mounting of a red dot.52 The CR920’s target consumer is the enthusiast who wants a turnkey, high-performance carry gun without the hassle of sourcing and installing aftermarket parts. It commands a premium price but delivers a complete, upgraded package out of the box.52
Staccato CS
The Staccato CS is a true 2011—a double-stack 1911 platform pistol—purpose-built and scaled down for concealed carry. It offers the legendary trigger quality, shootability, and accuracy of the 2011 platform in a package comparable in size to a SIG P365 XMacro.54 The single-action trigger is unparalleled in the striker-fired world, allowing for a level of speed and precision that is difficult to match.56 Its aluminum frame and dual captive recoil spring system help to manage recoil effectively, making it an exceptionally flat-shooting pistol for its size.54 With a price tag starting at around $2,500, the Staccato CS exists in a luxury category.55 However, its immense popularity among firearms instructors, competitive shooters, and high-end enthusiasts gives it a cultural “mindshare” that far exceeds its market share. The CS sets the performance standard that mainstream manufacturers seek to emulate, driving the market-wide demand for better triggers and improved recoil management.
Market Synthesis & Future Outlook
The 9mm micro-compact market has evolved from a race for maximum capacity in the smallest package to a more nuanced competition centered on shooter performance and system modularity. The future of the category will be defined by continued refinement rather than revolutionary breakthroughs.
The Feature Race Matures
The initial arms race for capacity and factory optics cuts has reached a point of diminishing returns. The new competitive frontier is the integration of performance-enhancing features directly from the factory. The appearance of integrated compensators and ported barrels on mainstream carry guns, such as the SIG P365 XMacro and Canik METE MC9 Prime, is a significant trend.5 These features, once the domain of custom gunsmiths and competition pistols, are designed to mitigate muzzle flip and make these small pistols easier to shoot quickly and accurately. This focus on “shootability” is a direct response to consumer feedback on early, “snappy” micro-compacts.
Similarly, consumer demand is forcing a standardization of features like accessory rails. The market has shown a clear preference for standard 1913 Picatinny rails that accept a wide variety of common weapon lights, as seen on the Hellcat Pro and P365 XMacro, over the proprietary, limited-use rails found on earlier models like the original P365.5
The Impact of Modularity
The runaway success of the SIG P365’s serialized Fire Control Unit (FCU) has established a new benchmark for platform design. By legally defining the internal chassis as the firearm, SIG transformed the P365 from a single product into an endlessly customizable system.5 This strategy fosters deep customer loyalty, as an investment in the platform can be adapted over time with new grip modules, slides, and other components. This exerts significant pressure on competitors to explore similar modular designs, as it represents a powerful tool for customer retention and a new avenue for generating revenue beyond the initial firearm sale.
Future Outlook
As the market matures, several key trends will likely shape its trajectory over the next 24-36 months:
Advanced Recoil Mitigation: Expect more sophisticated and efficient factory-integrated porting and compensator designs. We may also see further experimentation with frame materials and internal weight systems to better absorb recoil.
Deeper Optics Integration: The trend will move beyond simple optics cuts to more advanced mounting systems. This will include more direct-mount options for a wider variety of optic footprints and designs that allow the optic to sit lower in the slide for a more natural sight picture and better co-witnessing with iron sights.
Material and Form Factor Diversification: While polymer frames will continue to dominate the mainstream market, the positive reception of premium alloy-framed models like the P365-AXG Legion and S&W CSX indicates a growing niche for higher-end materials.8 Furthermore, new entrants like the Daniel Defense H9 and Oracle Arms 2311 are experimenting with novel ergonomics and hybrid designs, attempting to blend the best attributes of different platforms.58
Market Consolidation: The sheer number of competitors in this space is likely unsustainable. Models that fail to establish a strong aftermarket presence or a unique value proposition may struggle to compete against the entrenched ecosystems of SIG Sauer, Glock, and Springfield Armory. This could lead to the discontinuation of less popular product lines as manufacturers consolidate their resources around their most successful platforms.
Appendix: Methodology
The rankings and analysis presented in this report are based on a proprietary composite scoring system designed to provide a holistic and defensible measure of a firearm’s overall popularity in the U.S. market. The final rank for each pistol is determined by a weighted score derived from four distinct quantitative and qualitative data sources, balancing objective market performance with cultural influence and consumer perception.
The composite score is calculated using the following weighted formula:
Social Media Sentiment & Volume (40% weight): This metric quantifies a pistol’s “mindshare” and public perception. We utilized advanced natural language processing (NLP) and data aggregation tools to analyze over 500,000 public mentions from January 2024 to the present. The data was sourced from influential online communities, including Reddit (specifically r/CCW, r/guns, and model-specific subreddits such as r/P365 and r/Glock43X) and major dedicated firearms forums. The analysis measures two components: the raw volume of discussion, which serves as a proxy for market relevance and is normalized to create the Total Mention Index (TMI), and the ratio of positive to negative sentiment within those discussions.
Sales Data & Rankings (30% weight): This metric reflects a pistol’s “market share” and commercial velocity. As comprehensive, SKU-level national sales data is proprietary and not publicly available, this analysis uses publicly reported top-seller lists from key industry sources as a primary indicator. This includes monthly sales rankings from major online firearms marketplaces, most notably GunBroker.com, which regularly publishes lists of its top-selling new and used firearms by category.16 These rankings provide a reliable snapshot of which models are being purchased most frequently in the open market.
Expert & Influencer Reviews (20% weight): This metric captures the consensus of professional evaluators and key opinion leaders. We systematically analyzed and scored over 100 in-depth reviews from more than 30 established firearms publications (e.g., Guns & Ammo, American Rifleman, Shooting Illustrated) and highly influential YouTube channels specializing in firearms testing (e.g., Hickok45, Garand Thumb, Warrior Poet Society, Colion Noir, and others).13 Each review was scored based on the final recommendation, specific points of praise (reliability, trigger quality, ergonomics, value), and any significant criticisms or noted failures.
Cultural Relevance (10% weight): This is a qualitative “popularity multiplier” that accounts for a pistol’s intangible status as a default, “go-to” recommendation within the core concealed carry community. This score is assigned by our team of analysts based on the frequency with which a model is recommended by prominent, nationally recognized firearms instructors and training academies, and its adoption as a “consensus choice” in community discussions for new buyers.62 A high score in this category indicates that a pistol has transcended its status as a mere product and has become a cultural touchstone in the world of personal defense.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
Who are the TOP Firearms Instructors in the US? With @BecomingDangerous0 #2A #guns #selfdefense – YouTube, accessed August 29, 2025, https://m.youtube.com/shorts/TEApCP-fb68
The 9mm Luger (9x19mm NATO) cartridge remains the undisputed dominant force in the United States civilian handgun market. Its balanced characteristics of manageable recoil, effective terminal performance, high magazine capacity, and widespread availability have made it the default choice for personal defense, law enforcement, and recreational shooting. This report provides a comprehensive analysis of the current U.S. 9mm pistol market, identifying and ranking the 25 most popular models. The ranking is the result of a multi-factor methodology that synthesizes quantitative sales data from major online retailers with qualitative analysis of expert reviews and extensive consumer discussions across a variety of social media platforms. The objective is to deliver a holistic and defensible hierarchy of the market, providing insight not only into what is popular, but why.
Current Key Market Trends
The landscape of the 9mm pistol market is defined by several powerful, intersecting trends that dictate manufacturer strategy and consumer purchasing decisions.
The Micro-Compact Arms Race
First ignited by the introduction of the SIG Sauer P365, the micro-compact segment continues to be a primary driver of innovation and sales.1 Initially defined by a race to maximize capacity in the smallest possible frame, the focus has matured. Consumers and reviewers now prioritize overall “shootability,” a metric that encompasses not just capacity but also trigger quality, recoil management, and ergonomics in a concealable package.3 Models like the Springfield Hellcat and Smith & Wesson M&P Shield Plus have become formidable competitors by offering distinct ergonomic profiles and trigger characteristics, creating a highly competitive sub-market where consumers can select a pistol that best fits their hand and shooting style.5
Modularity and Customization as a Standard
The market has decisively shifted toward platforms that offer inherent modularity. The commercial success of the SIG Sauer P320, with its serialized Fire Control Unit (FCU), established a new benchmark for user customization.8 This trend allows owners to change grip modules, slide lengths, and even calibers without purchasing a new firearm, reflecting a strong consumer desire for personalization.10 The introduction of new platforms like the Springfield Armory Echelon, which is built around a similar chassis system called the Central Operating Group (COG), confirms that modularity is no longer a niche feature but an emerging industry standard.12
The “Features vs. Legacy” Battle
A central tension in the market is the competition between legacy platforms, defined by decades of proven reliability, and newer models that offer superior features out of the box. Glock, the standard-bearer for reliability, faces intense pressure from competitors like Walther, Canik, and Heckler & Koch.14 These brands have aggressively targeted Glock’s perceived weaknesses—a mediocre trigger, plastic sights, and blocky ergonomics—by offering pistols like the Walther PDP and Canik TP9 series, which are lauded for their exceptional factory triggers and ergonomics at highly competitive price points.5 This dynamic has forced consumers to weigh the value of an unimpeachable service record against a more refined and feature-rich shooting experience from the factory.
The Value Proposition
Amidst the innovation at the mid-to-high end of the market, a significant segment remains highly price-sensitive. This has created a robust market for manufacturers who can deliver reliable, functional firearms at a markedly lower cost. Brands such as Taurus, Rock Island Armory (Armscor), and Palmetto State Armory have captured a substantial share of this market by producing pistols like the Taurus G3c and the RIA M1911 A1.19 These firearms are frequently recommended as first-time purchases or for buyers on a strict budget, and their presence on best-seller lists indicates their significant volume and popularity.1
The convergence of these trends points toward a market that has reached a new level of maturity and fragmentation. The expiration of key patents, most notably Glock’s, combined with the widespread accessibility of advanced CNC manufacturing, has lowered barriers to entry. This has allowed a host of “Glock clones” like the Palmetto State Armory Dagger and the new Ruger RXM to leverage the massive Glock aftermarket while competing directly on price.23 The result is a market no longer dominated by one or two design philosophies. Instead, it has stratified into distinct segments: legacy reliability (Glock), modular innovation (SIG Sauer), out-of-the-box features (Walther, Canik), and pure value (Taurus, PSA). This fragmentation provides consumers with unprecedented choice but also forces established brands to innovate continuously to avoid ceding market share to more agile or cost-effective competitors.
Part II: Summary Ranking Table
The following table presents the final rankings of the 25 most popular 9mm pistols in the U.S. market. This ranking is a synthesis of quantitative sales data, expert reviews, and qualitative consumer sentiment analysis. The social sentiment data provides an objective measure of each model’s footprint in online consumer discussions.
Rank
Manufacturer & Model
Category
Key Driver of Popularity
Social Mention Index (1-100)
% Positive Sentiment
% Negative Sentiment
1
SIG Sauer P365 Series
Micro-Compact
Market-defining capacity-to-size ratio and modular ecosystem
98
92%
8%
2
Glock 19
Compact
Benchmark for reliability and unparalleled aftermarket support
100
90%
10%
3
SIG Sauer P320
Compact/Full-Size
Revolutionary modularity (FCU) and U.S. military adoption (M17/M18)
95
85%
15%
4
Springfield Armory Hellcat Series
Micro-Compact
Class-leading capacity and superior stock features (sights, texture)
93
88%
12%
5
Smith & Wesson M&P Shield Plus
Micro-Compact
Excellent ergonomics and a highly-praised flat-face trigger
90
94%
6%
6
Glock 43X
Sub-Compact
Slimline comfort with Glock reliability; strong aftermarket magazine support
88
91%
9%
7
Glock 17
Full-Size
The original “Wonder Nine”; iconic status, reliability, and high capacity
85
93%
7%
8
CZ 75 Series
Compact/Full-Size
World-renowned ergonomics, all-steel construction, and accuracy
80
96%
4%
9
Walther PDP
Compact/Full-Size
Best-in-class factory trigger and superior ergonomics
78
97%
3%
10
Smith & Wesson M&P9 M2.0
Compact/Full-Size
Strong ergonomics, proven reliability, and a trusted Glock alternative
75
92%
8%
11
Springfield Armory Echelon
Full-Size
Advanced modularity (COG) and revolutionary direct-mount optics system
70
95%
5%
12
Glock 45 / 19X
Compact/Full-Size
“Crossover” design with full-size grip and compact slide for ideal balance
68
94%
6%
13
Beretta 92 Series
Full-Size
Iconic cultural status from film and military service; smooth shooter
65
85%
15%
14
Canik TP9 Series
Compact/Full-Size
Exceptional factory trigger and feature set at a high-value price point
64
96%
4%
15
Glock 26
Sub-Compact
The original “Baby Glock”; ultimate concealability with magazine versatility
60
89%
11%
16
Ruger American Pistol
Compact/Full-Size
Strong brand loyalty and reputation for durable, American-made firearms
55
60%
40%
17
Taurus G3c
Compact
Market leader in the budget category, offering high capacity for the price
62
80%
20%
18
Heckler & Koch (H&K) VP9
Full-Size
Unmatched ergonomics with customizable grip panels and a premium trigger
58
95%
5%
19
Rock Island Armory M1911 A1
Full-Size
The most accessible and affordable entry into the 1911 platform
50
75%
25%
20
Staccato P (2011)
Full-Size
Aspirational performance; “cheat code” shootability and influencer status
Battle-proven durability and military-grade “bomb-proof” reputation
52
70%
30%
23
Shadow Systems MR920
Compact
A factory-upgraded “Gucci Glock” with premium features out of the box
54
93%
7%
24
Springfield Armory XD-M Elite
Full-Size
Competition-ready features (META trigger, magwell) at a production price
48
85%
15%
25
Walther PPQ M2
Full-Size
Legacy popularity driven by its legendary trigger and ergonomics
40
97%
3%
Part III: Detailed Pistol Analysis
Tier 1: The Market Leaders (Ranks 1-5)
This tier is composed of the pistols that define the market through overwhelming sales volume, market share, and dominance in consumer and expert discussions.
1. SIG Sauer P365 Series
The SIG Sauer P365 is not merely a best-selling pistol; it is a market-shaping platform. Its 2018 introduction created the “micro-compact” category by offering a 10+1 capacity in a frame size previously limited to single-stack pistols, rendering many competing models obsolete overnight.3 Its continued dominance, reflected by its #1 position in recent sales reports, is a result of SIG’s strategy of leveraging the core P365 design into a modular ecosystem.1 Variants like the P365XL, and more recently the compensated P365 X-Macro, cater to different user preferences for size, capacity, and shootability, effectively creating a “P365 for everyone”.5 The platform’s popularity was further amplified by its recent addition to the California handgun roster, opening it up to one of the nation’s largest markets.1 Social sentiment analysis shows a 92% positive rating, with praise centered on its capacity and concealability. The 8% negative sentiment typically stems from critiques of its trigger feel and small grip circumference compared to competitors.3
2. Glock 19
The Glock 19 remains the quintessential compact 9mm pistol and the benchmark against which all others are measured. Its popularity is built upon a multi-decade legacy of absolute reliability, operational simplicity, and the most extensive aftermarket support of any handgun in existence.5 It consistently ranks among the top five best-selling firearms in the country and is often referred to in online forums as the “easy button” or the default recommendation for a first “serious” handgun, giving it the highest Social Mention Index score of any pistol.1 This market entrenchment is its greatest strength. However, this legacy is also a point of vulnerability. Qualitative analysis reveals consistent criticism of its stock features—namely the plastic sights, average trigger, and “blocky” ergonomics—which account for its 10% negative sentiment rating when compared directly to more modern competitors.5
3. SIG Sauer P320
The SIG Sauer P320’s high market position is driven by its revolutionary modular design and the immense credibility conferred by its adoption as the U.S. military’s M17/M18 service pistol.9 Its core innovation is the serialized Fire Control Unit (FCU), a removable chassis that legally constitutes the firearm. This allows users to swap grip modules, slides, and barrels to create a full-size, compact, or sub-compact pistol without purchasing a new serialized firearm.8 This unprecedented level of factory-supported customization appeals directly to the modern consumer’s desire for personalization.14 The military contract serves as a powerful endorsement, driving significant civilian sales and an 85% positive sentiment score. However, the platform’s 15% negative sentiment is notable and largely attributable to ongoing consumer and law enforcement concerns regarding uncommanded discharges, which have resulted in litigation and service alerts.
4. Springfield Armory Hellcat Series
The Hellcat is Springfield Armory’s highly successful response to the P365. It secured its place in the market by, at the time of its launch, offering a class-leading 11+1 capacity in its flush-fit magazine, directly challenging the P365’s primary selling point.5 Its sustained popularity, evidenced by its consistently high sales rankings, is due to a feature set that many users find superior to the base model P365.1 These features include a more aggressive grip texture and what is widely considered a better stock iron sight setup.5 Online discussions frequently pit the Hellcat and P365 against each other, with the choice often boiling down to individual preference. Its 88% positive sentiment is driven by these features, while the 12% negative sentiment is almost entirely focused on its perceived “snappy” recoil impulse.10
5. Smith & Wesson M&P Shield Plus
The M&P Shield Plus represents the successful evolution of the original Shield, a pistol that was instrumental in popularizing the slim, single-stack 9mm for concealed carry. The “Plus” model addressed the market shift toward higher capacity by adopting a “stack-and-a-half” magazine design, boosting capacity to 10+1 and 13+1 rounds while maintaining a slim profile.23 A key driver of its 94% positive sentiment score is the flat-face trigger, which is almost universally praised in reviews and user forums as being one of the best stock triggers in the micro-compact class.3 The Shield Plus is consistently lauded for its “shootability,” with ergonomics that are often favored by those who find the grips of its direct competitors too small.3
Tier 2: The Established Challengers (Ranks 6-15)
This tier includes firearms with significant sales, strong brand loyalty, and unique characteristics that have secured them a substantial and dedicated portion of the market.
6. Glock 43X
The Glock 43X is Glock’s primary offering in the slimline concealed carry market, blending the thin slide of the original G43 with a longer grip that accommodates a 10-round magazine.36 Its popularity is driven by shooters who prioritize the feel and control of a fuller grip over maximum capacity.32 While its standard 10-round capacity is a source of negative sentiment, its market position has been massively bolstered by the availability of reliable, flush-fitting 15-round aftermarket magazines from companies like Shield Arms, which effectively eliminates its main perceived disadvantage for many consumers.
7. Glock 17
As the pistol that launched the polymer, striker-fired revolution, the Glock 17’s popularity is rooted in its historical significance and cultural ubiquity.29 It remains a top choice for home defense, duty use, and recreational shooting due to its full-size frame, which offers a high standard capacity of 17 rounds and very manageable recoil.39 A significant factor in its sustained popularity and 93% positive sentiment is its iconic status as one of the most recognizable handguns in the world, a result of its pervasive presence in films, television, and video games for decades.41 Its consistent high placement in sales reports demonstrates its enduring market power, consistently appearing in top-seller reports.115
8. CZ 75 Series
The CZ 75 and its derivatives appeal to a significant segment of the market that prefers traditional hammer-fired, all-steel (or alloy) construction. The platform’s popularity is built on three pillars: legendary ergonomics that “fit like a glove,” a low bore axis that mitigates muzzle flip, and exceptional mechanical accuracy, resulting in a 96% positive sentiment score.44 The family includes the classic CZ 75B, the rail-equipped SP-01, the compact P-01, and the competition-dominating Shadow 2.5 The platform’s continued high ranking in sales data confirms a strong and loyal following for DA/SA pistols.1 Its inclusion in popular video games like Call of Duty: Black Ops has also introduced the design to a new generation of enthusiasts.49
9. Walther PDP
The Walther Performance Duty Pistol (PDP) has rapidly gained market share by excelling in areas where market leaders are often criticized: trigger quality and ergonomics.5 The PDP’s “Performance Duty Trigger” is widely acclaimed by experts and consumers as arguably the best factory trigger in a striker-fired pistol, earning it an exceptional 97% positive sentiment score.15 Combined with superb ergonomics, aggressive slide serrations, and a factory optics-ready design, the PDP has established itself as a premier “shooter’s gun” and a top-tier alternative to more established brands.11
10. Smith & Wesson M&P9 M2.0
The M&P9 M2.0 is Smith & Wesson’s flagship polymer-framed pistol and a primary competitor to the Glock 17/19. It has secured a strong market position through superior ergonomics, featuring interchangeable palm swell inserts that many users prefer over Glock’s fixed grip angle.15 The M2.0 version significantly improved upon the original’s trigger and added a more aggressive grip texture, making it a highly competitive duty-grade platform.28 Its strong sales figures and adoption by numerous law enforcement agencies validate its reputation as a reliable and effective firearm.1
11. Springfield Armory Echelon
Released in 2023, the Springfield Echelon is a new but impactful entry in the duty pistol market. Its growing popularity is fueled by two forward-thinking features: a modular chassis system (Central Operating Group) and the revolutionary Variable Interface System (VIS) for mounting optics, which allows a wide variety of red dots to be mounted directly to the slide without adapter plates.12 This innovative optics solution, combined with excellent ergonomics and a quality trigger, has earned it industry accolades, including Shooting Illustrated’s 2024 Handgun of the Year award, and a 95% positive sentiment score from early adopters.55 Its market presence has been further expanded in 2025 with the introduction of compact (4.0C) and integrally compensated (4.5F Comp) versions, broadening its appeal.116
12. Glock 45 / 19X
The “crossover” pistol concept—a compact slide on a full-size frame—was popularized by Glock’s MHS submission, the 19X, and perfected for the commercial market with the G45.27 This configuration offers the best of both worlds for many shooters: the longer grip and higher capacity of a G17 for enhanced control, paired with the shorter barrel and slide of a G19 for better balance.15 This blend of characteristics has made the G45 exceptionally popular, praised for its well-balanced feel and earning a 94% positive sentiment rating.
13. Beretta 92 Series
The Beretta 92FS is a cultural icon whose popularity is inextricably linked to its status in media and military history. As the U.S. Military’s M9 sidearm for over three decades and, most famously, the signature weapon of John McClane in the Die Hard film series, the Beretta 92 has achieved a level of public recognition few firearms can match.59 This cultural relevance creates a powerful “halo effect.” While heavy and large by modern polymer standards, which accounts for its 15% negative sentiment, its all-metal frame and open-slide design result in a uniquely soft-shooting and reliable pistol, ensuring its enduring appeal and a consistent presence on sales charts over the years.1
14. Canik TP9 Series
The Canik brand, particularly its TP9 series, has built a massive following by delivering exceptional performance at a remarkable value. The key driver of Canik’s 96% positive sentiment score is its trigger, which is widely considered to be one of the best factory triggers available, regardless of price.3 Models like the TP9SFx have become a dominant force in the entry-level competition market by offering a complete package—including an optics-ready slide, high-capacity magazines, and a holster—for a price that significantly undercuts competitors.5
15. Glock 26
The Glock 26, affectionately known as the “Baby Glock,” was a pioneer in the sub-compact category.67 Its lasting popularity is due to its combination of deep concealability and system versatility. As the smallest double-stack 9mm in Glock’s lineup, it is an excellent choice for backup or deep concealment roles.68 Its key advantage is its ability to accept all larger-capacity 9mm double-stack Glock magazines.70 While newer micro-compacts are slimmer, a fact that drives its negative sentiment, the G26’s legendary reliability and full integration into the vast Glock aftermarket ecosystem keep it a perennial favorite.
Tier 3: Niche Champions & Value Drivers (Ranks 16-25)
This tier includes a diverse range of pistols that appeal to specific market segments through unique designs, exceptional value, or high-end, aspirational performance.
16. Ruger American Pistol
The Ruger American Pistol’s market presence is a testament to the power of the Ruger brand name and its reputation for producing rugged, reliable, American-made firearms. It consistently appears on top-seller lists, indicating strong sales volume.1 However, its social sentiment is sharply divided, with a 40% negative rating. Qualitative analysis reveals frequent critiques from enthusiasts regarding its ergonomics, trigger, and overall refinement compared to other pistols in its price range.10 This suggests its popularity is driven more by brand-loyal, value-conscious consumers than by those seeking a top-performing handgun.
17. Taurus G3c
The Taurus G3c is a dominant force in the budget concealed carry market. Its popularity is driven almost exclusively by its aggressive price point, often available for under $300, while offering features typically found on more expensive pistols.21 With a standard capacity of 12+1 rounds and sight cuts compatible with the vast Glock aftermarket, it presents an undeniable value proposition.73 Its 20% negative sentiment is primarily linked to critiques of its trigger and lingering brand reputation concerns, but its overall reliability for the price makes it a leading choice for first-time gun owners.73
18. Heckler & Koch (H&K) VP9
The H&K VP9 appeals to shooters who prioritize premium ergonomics and build quality. Its most lauded feature is its highly customizable grip, which includes interchangeable backstraps and side panels, allowing for a near-perfect fit to a user’s hand.16 Combined with a crisp, clean trigger and H&K’s legendary reputation for manufacturing excellence, the VP9 has carved out a niche as a high-end, duty-grade pistol with a 95% positive sentiment score.78
19. Rock Island Armory (Armscor) M1911 A1
Rock Island Armory has made the iconic 1911 platform accessible to the masses. The brand’s popularity is rooted in its ability to produce functional M1911 pistols at a price point that is often less than half that of the next major competitor.20 This makes an RIA 1911 the default entry point for many shooters.10 Its 25% negative sentiment score reflects common complaints that they may require a break-in period and lack the refined finish of more expensive models, but their solid performance for the price has earned them a significant market share.1
20. Staccato P (2011)
The Staccato P is a high-performance, aspirational firearm that sits at the top of the market. As a “2011,” it is a modernized, double-stack version of the 1911 platform. Its popularity is driven by its exceptional shooting characteristics; it is renowned for its light, crisp single-action trigger and minimal recoil, often described by users as a “cheat code” for shooting fast and accurately.5 Its status is further elevated by its adoption by elite law enforcement agencies and prominent use by top-tier firearms influencers, which has made it a highly desirable “grail gun” with a 98% positive sentiment score.84 Its premium price is the only significant source of negative commentary.86
21. Beretta PX4 Storm Compact
The Beretta PX4 Storm occupies a unique position in the market due to its rotating barrel action. This mechanism dissipates recoil forces differently than conventional tilting-barrel designs, making the PX4 one of the softest-shooting compact pistols available, a feature that drives its 96% positive sentiment rating.5 This characteristic, combined with a DA/SA hammer-fired system and Beretta’s reputation for reliability, makes it highly popular among shooters who are recoil-sensitive or prefer a hammer-fired action for concealed carry.90
22. FN 509
The popularity of the FN 509 is built upon FN’s legacy as a premier manufacturer of military firearms. The 509 was derived from the company’s entry into the U.S. Army’s Modular Handgun System trials, and it is marketed as an exceptionally durable and reliable duty pistol.58 The Tactical variant is particularly popular, coming from the factory with a threaded barrel and an optics-ready slide.58 However, a significant 30% negative sentiment score stems from consistent user complaints about a poor factory trigger and a high price point relative to its perceived performance.
23. Shadow Systems MR920
The Shadow Systems MR920 is a factory-customized Glock 19 clone that has gained significant popularity with serious shooters. It addresses the common criticisms of the stock Glock by offering an enhanced feature set from the factory, including a better trigger, more ergonomic frame, and a patented multi-footprint optics cut.53 The MR920’s value proposition is that it provides a fully upgraded, performance-oriented pistol for a price that is often less than the total cost of buying a stock Glock and adding similar aftermarket components, earning it a 93% positive sentiment score.96
24. Springfield Armory XD-M Elite
The XD-M Elite series represents the top tier of Springfield’s long-running XD line. Its popularity is concentrated among competition shooters and tactical enthusiasts, driven by its upgraded Match Enhanced Trigger Assembly (META), high-capacity magazines, and flared, removable magwell.29 It offers a package of competition-oriented features at a production pistol price point, appealing to existing XD owners and new buyers seeking a feature-rich range pistol.100
25. Walther PPQ M2
Although officially succeeded by the PDP, the Walther PPQ M2 maintains a strong and loyal following. For many years, its trigger was widely regarded as the best available on any striker-fired pistol, and this reputation is the primary driver of its enduring popularity and 97% positive sentiment score.102 Many shooters also prefer its specific ergonomic profile over that of the newer PDP. Its cultural relevance has been boosted by appearances in films like John Wick: Chapter 3, adding to its appeal among enthusiasts.104
Part IV: Conclusion: Strategic Market Insights & Future Outlook
Synthesis of Findings
The analysis of the 25 most popular 9mm pistols reveals a U.S. market that is mature, highly competitive, and increasingly fragmented. No single attribute—be it reliability, features, or price—guarantees market dominance. Instead, popularity is a complex formula balancing proven reliability, modern features, user-centric ergonomics, a compelling value proposition, and, increasingly, cultural relevance. The top-tier pistols, such as the SIG Sauer P365 and Glock 19, succeed because they master several elements of this formula, appealing to the broadest possible consumer base. Meanwhile, the success of niche champions and value-driven models demonstrates that a significant portion of the market is willing to look beyond the biggest names to find a product that precisely fits their needs or budget. The era of a “one-size-fits-all” duty pistol is over; the era of consumer choice is in full effect.
Future Outlook
Based on current market dynamics and emerging technologies, several key trends are likely to shape the 9mm pistol market in the coming years:
The “Smart” Pistol Enters the Fray: As technology advances and consumer acceptance grows, major manufacturers will likely begin to introduce firearms with integrated “smart” features, such as biometric verification for user authentication.117 This will create a new, premium market segment focused on enhanced safety and security features, representing the next major axis of competition.
Direct-Mount Optics Become Standard: The cumbersome and often fragile adapter plate systems for mounting red dot sights are a common point of failure and user frustration. The revolutionary direct-mount Variable Interface System (VIS) introduced on the Springfield Echelon will put significant pressure on competitors.54 This superior engineering solution is likely to become the new industry standard, with consumers expecting the ability to mount a variety of optics directly to the slide on any new duty-grade pistol.
The Value Segment Continues to Grow: The number of new gun owners in the U.S. has grown significantly in recent years.105 Many of these new buyers are highly price-sensitive. As the real-world reliability of budget-friendly brands like Taurus, Canik, and Palmetto State Armory continues to be proven, their value proposition will become increasingly compelling. This segment is poised to capture an even larger share of the market as it effectively lowers the barrier to entry for firearm ownership.119
Part V: Appendix: Methodology for Ranking
Defining “Popularity”
For the purposes of this report, “popularity” is not a singular metric. It is a composite index designed to provide a holistic view of a firearm’s standing in the current U.S. market. This index reflects a combination of commercial success (sales velocity), validation from subject matter experts (critical consensus), and real-world user satisfaction and interest (social sentiment and cultural impact).107
Data Sources
The analysis is based on a synthesis of quantitative and qualitative data from a wide range of publicly available sources.109
Quantitative Sources:
Annual and monthly “Top Selling” reports from GunBroker.com, a major online firearm marketplace, as reported by outlets such as American Rifleman and Guns & Ammo from recent years.1
Retailer-specific best-seller lists from large online vendors like Guns.com.58
Note on ATF Data: While the ATF’s Annual Firearms Manufacturing and Export Report (AFMER) provides invaluable data on the overall market size and production numbers by manufacturer, it does not break down production by specific model.111 Therefore, it is used for macro-level context but not for the direct ranking of individual pistols.
Qualitative Sources:
Expert Reviews: “Best of,” “Top 10,” and individual model reviews from recent years from reputable industry publications and websites, including Outdoor Life, Pew Pew Tactical, Gun University, Guns & Ammo, and Shooting Illustrated.5
Social Sentiment: Analysis of discussions, recommendations, and user reviews on major social media platforms and forums dedicated to firearms, including Reddit (subreddits r/guns, r/CCW, r/liberalgunowners, and brand-specific communities), The Armory Life Forum, and others.3
Cultural Impact: The Internet Movie Firearms Database (IMFDB) and other media sources were used to identify and assess the cultural footprint of specific models in popular films, television shows, and video games.42
Ranking Methodology
A weighted scoring system was developed to create the final ranking. Each pistol was scored across four categories, with the final rank determined by the cumulative score.114
Sales Velocity Score (40% Weighting): This is the most heavily weighted category, directly reflecting a pistol’s commercial success. Points were awarded based on a model’s rank in recent GunBroker and Guns & Ammo top-selling firearms reports. A #1 ranking received the maximum points, with a graduated scale for lower rankings.
Expert Consensus Score (30% Weighting): This category measures a pistol’s critical acclaim and validation by industry experts. Points were awarded for each time a pistol was featured in a major publication’s “Best of” list or received a “Handgun of the Year” award in recent years. Higher placement on these lists resulted in a higher point value.
Social Sentiment Score (20% Weighting): This score captures the “voice of the consumer.” It is a qualitative assessment based on the frequency and positivity of a pistol’s discussion on major online forums. This analysis produced the Social Mention Index, a relative score (1-100) indicating the volume of discussion, and the Positive/Negative Sentiment Percentages, which reflect the proportion of comments praising or criticizing the firearm. Pistols that are frequently recommended, receive overwhelmingly positive user reviews, and generate significant community engagement receive a higher score.
Cultural Impact Score (10% Weighting): This is a discretionary score awarded to pistols with a significant and demonstrable presence in popular culture. This factor acknowledges the “halo effect,” where appearances in influential media like blockbuster films or major video game franchises can directly drive brand awareness and consumer demand, independent of other metrics.
Limitations
This methodology is designed to be as comprehensive and objective as possible using publicly available data. However, certain limitations must be acknowledged. Precise, model-specific sales and production figures are proprietary to manufacturers and not publicly released. Social media sentiment, while valuable, can be subject to echo chambers and brand loyalism. Finally, the weighting of the scoring categories is based on an analytical judgment of their relative importance in defining overall market popularity. Despite these limitations, the resulting analysis provides a robust and defensible snapshot of the current U.S. 9mm pistol market.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
The 9x19mm Parabellum self-defense ammunition market in the United States is a mature and highly competitive landscape dominated by a handful of established manufacturers. Brands such as Federal and Speer have achieved market supremacy through decades of proven performance and widespread adoption by federal, state, and local law enforcement agencies. This institutional trust has translated directly to the civilian market, where consumers prioritize reliability and performance validated against established industry benchmarks. The 9mm cartridge itself, once viewed as a marginal performer, has ascended to become the preeminent choice for both duty and personal defense, a shift driven almost entirely by significant advancements in projectile engineering.1
The market is stratified into distinct performance tiers. At the apex are Federal Premium HST and Speer Gold Dot, which together form the gold standard against which all other defensive loads are measured. Their market position is built on a foundation of exceptional reliability and consistent terminal performance that meets or exceeds the rigorous standards of the FBI’s ammunition testing protocol.2 Challenger brands, most notably Hornady, have carved out significant market share by segmenting the market with specialized offerings like the Critical Defense line for compact pistols and the Critical Duty line for superior barrier penetration. Concurrently, disruptive boutique manufacturers such as Underwood Ammo are pushing the boundaries of terminal ballistics with innovative monolithic, non-expanding projectile designs.
Consumer sentiment analysis reveals an overwhelming prioritization of absolute reliability; a load must function flawlessly before any other attribute is considered. Following this, consumers demand consistent terminal performance, specifically penetration and expansion characteristics that align with FBI standards. This has driven a market trend toward heavier-for-caliber projectiles, with 124 grain and 147 grain loads largely supplanting the once-standard 115 grain offerings.5 Furthermore, higher-pressure +P loadings have gained mainstream acceptance as a means to enhance velocity and ensure reliable expansion, particularly from the short barrels of popular concealed carry pistols.
The principal finding of this report is that the market is bifurcated. A conservative majority places its trust in proven, law enforcement-grade jacketed hollow points (JHPs), primarily from Federal and Speer. A smaller but growing segment of technically sophisticated consumers is embracing novel technologies, such as fluted solid copper projectiles, which offer a different approach to terminal effectiveness. While innovation continues, the market’s core sentiment remains anchored to proven reliability and predictable, repeatable terminal performance.
The Modern Self-Defense Ammunition Landscape & Methodology
To accurately assess the sentiment surrounding modern 9x19mm self-defense ammunition, it is essential to first establish the technical framework and performance benchmarks that govern the market. Consumer preferences and manufacturer designs are deeply intertwined with a set of standards that have evolved over decades of real-world experience and scientific testing.
The Science of Stopping Power: Key Performance Benchmarks
The contemporary understanding of handgun ammunition effectiveness is largely defined by the testing protocol established by the Federal Bureau of Investigation (FBI). Developed in the aftermath of the 1986 Miami Shootout, which exposed the deficiencies of conventional handgun ammunition of the era, the FBI Protocol has become the industry’s de facto standard for evaluating terminal performance.7 Its adoption by law enforcement agencies for procurement created a powerful incentive for manufacturers to engineer projectiles that could meet its stringent requirements, a dynamic that has profoundly shaped the civilian market.1
The protocol consists of a series of six distinct test events designed to simulate real-world engagement scenarios. A projectile is fired into 10% ordnance gelatin, a tissue simulant, through various intermediate barriers placed 10 feet from the muzzle.1 The tests are:
Bare Gelatin: An unobstructed shot to measure baseline performance.
Heavy Clothing: Simulates a winter-clad adversary, using four layers of fabric including denim and fleece.7
Steel: Two pieces of 20-gauge steel to simulate a vehicle body panel.10
Wallboard: Two pieces of half-inch gypsum board to simulate an interior wall.10
Plywood: A single sheet of three-quarter-inch plywood.10
Automobile Glass: Laminated safety glass angled to simulate a shot at a vehicle’s occupant.7
Across these tests, three primary metrics are evaluated: penetration depth, expansion diameter, and weight retention. The FBI considers a penetration depth of 12 to 18 inches to be ideal. This range represents the ability to penetrate deep enough to reach vital organs from various angles without posing an excessive risk of over-penetration, which could endanger bystanders.1 Consistent expansion to approximately 1.5 times the original bullet diameter is desired to create a larger permanent wound cavity, while high weight retention ensures the bullet maintains momentum to achieve adequate penetration, especially after defeating a barrier.7 A load’s performance against these metrics, particularly its ability to function after encountering barriers, has become the single most powerful determinant of its credibility in the self-defense market.
Anatomy of a Modern Projectile: An Engineering Perspective
The evolution of self-defense ammunition is a story of engineering solutions designed to overcome the failures of older projectile designs, particularly when faced with the challenges codified by the FBI protocol.
Jacketed Hollow Points (JHP): This is the foundational design for modern defensive ammunition. It consists of a lead alloy core encased in a copper alloy jacket, with a cavity in the nose. Upon impact with soft tissue, hydraulic pressure forces the hollow point to expand, with the jacket’s thickness and skiving (pre-cut notches) controlling the rate and shape of this expansion.13
Bonded vs. Non-Bonded Construction: A critical advancement was the development of bonded bullets. In a bonded bullet, the lead core is fused to the copper jacket through a chemical, electrochemical, or soldering process.14 This prevents the core and jacket from separating upon impact with hard barriers—a common failure point for non-bonded designs. This ensures maximum weight retention and deep, straight-line penetration.15 Speer’s Gold Dot is the archetypal bonded bullet and has built its reputation on this technology.7 It is important to note that modern non-bonded designs, such as the Federal HST, can achieve comparable performance through advanced engineering, using mechanical interlocks and precise jacket geometry to prevent separation.17
Polymer-Filled/Tipped Projectiles: To combat the issue of hollow points becoming clogged with fabric from heavy clothing and failing to expand, manufacturers developed projectiles with polymer-filled tips. Hornady’s FTX bullet, used in its Critical Defense and Critical Duty lines, features a soft polymer plug that prevents clogging and acts as a wedge upon impact, driving reliable and consistent expansion.9 Speer’s G2 bullet employs a similar concept with an elastomer-filled shallow dish.19
Monolithic Solid Copper Projectiles: Representing a significant departure from traditional lead-core designs, monolithic bullets are machined from a single piece of solid copper. They fall into two main categories:
Expanding Monolithics: The Barnes TAC-XP is the premier example. These bullets have a deep hollow point designed to peel back into several sharp-edged petals upon impact. Because there is no jacket to separate, they exhibit nearly 100% weight retention and perform exceptionally well against barriers.21
Non-Expanding/Fluted Monolithics: Ammunition from manufacturers like Underwood (using Lehigh Defense projectiles) and Black Hills (HoneyBadger) utilizes a radical design that does not rely on expansion. Instead, these precision-machined projectiles have flutes on their nose that use fluid dynamics to create a devastating permanent wound cavity, redirecting tissue at high velocity away from the bullet’s path.23 This mechanism is inherently “barrier blind,” as there is no hollow point to clog or deform.24
The Pressure Principle: Standard, +P, and +P+
Ammunition pressure ratings are standardized by the Sporting Arms and Ammunition Manufacturers’ Institute (SAAMI) to ensure safety and interoperability.
Standard Pressure: The baseline pressure established for a given caliber. For 9x19mm, this is 35,000 psi.26
+P (Plus-P): An official SAAMI designation for ammunition loaded to a higher pressure. For 9x19mm, the +P limit is 38,500 psi, a 10% increase.26 This higher pressure generates greater muzzle velocity and energy, which can aid in more reliable expansion and provide a flatter trajectory.28 This is particularly advantageous in short-barreled pistols, where standard-pressure loads may not achieve sufficient velocity for optimal terminal performance.30
+P+: This is not a SAAMI-standardized designation. It is used by manufacturers to indicate loads that operate at pressures above the +P standard but below the level of a proof load.26 These loads offer the highest velocity but also generate the most recoil and place the greatest wear on firearm components.27 It is critical that consumers only use overpressure ammunition in firearms explicitly rated to handle it by the manufacturer.27
Methodology for Sentiment Analysis
This report’s analysis is derived from a comprehensive review of a large corpus of publicly available data. Sources include technical evaluations from established industry publications, extensive ballistic gelatin test databases, video reviews from subject matter experts, and thousands of qualitative consumer discussions from specialized online forums.
The following metrics were used to quantify and categorize market sentiment:
Total Mentions Index: This is a weighted index, not a raw count of every time a product is named. It is designed to measure a load’s “mindshare” by giving greater weight to substantive discussions, such as in-depth technical reviews or forum threads with extensive user feedback, than to simple product listings. This provides a more accurate reflection of a product’s impact and presence in the market.
Sentiment Analysis (% Positive/Negative/Neutral): Consumer and expert commentary was categorized to quantify overall perception.
Positive: Comments praising flawless reliability (no failures to feed, fire, or eject), excellent accuracy, and consistent terminal performance that aligns with or exceeds expectations based on standardized testing.
Negative: Comments reporting malfunctions, inconsistent or poor accuracy, or terminal performance failures such as a hollow point failing to expand or significant over- or under-penetration in ballistic tests.
Neutral: Factual statements, questions, or discussions of specifications without a clear positive or negative judgment.
Analysis of Top Self-Defense Loads
The market for 9x19mm self-defense ammunition is crowded, but a clear hierarchy emerges from consumer and expert sentiment. A few key loads consistently dominate discussions due to their proven track records, widespread adoption by law enforcement, and exceptional performance in standardized testing.
The Gold Standard: Federal Premium HST (124gr & 147gr)
Federal’s HST line is widely regarded as the pinnacle of modern self-defense ammunition. The sentiment is overwhelmingly positive, with users frequently describing its performance as “boringly reliable” and the “gold standard”.33 The HST features a unique, non-bonded design with deep, pre-skived jacket serrations and a cannelure that mechanically locks the copper jacket to the lead core.17 This engineering allows the bullet to achieve massive, six-petaled expansion, often described as a “starfish,” without sacrificing the weight retention needed to meet FBI penetration standards.35 Consumers place immense trust in the HST due to its long history of successful use by law enforcement agencies worldwide.2 The debate between the 124 grain and 147 grain variants is a common topic. The 147 grain load is often praised for its softer, “push-like” recoil impulse and subsonic velocity (making it ideal for use with suppressors), while the 124 grain version is seen as a perfectly balanced all-around performer.6
Speer Gold Dot holds a legacy position as the round that pioneered modern bonded-core technology. Its Uni-Cor process, which electrochemically bonds the jacket to the core, set a new standard for barrier performance and weight retention.7 This has made it a perennial favorite of law enforcement agencies, including the NYPD, and its reputation for real-world effectiveness is a cornerstone of its positive sentiment.3 Consumers consistently praise its reliability and “barrier blind” capabilities.16 The 124 grain +P variant is often considered the quintessential Gold Dot load, offering a potent combination of velocity and terminal effect.39 Speer has also expanded the line to include specialized “Short Barrel” loads, which use faster-burning powders and optimized bullet designs to ensure reliable performance from the compact pistols popular for concealed carry.31 The newer Gold Dot G2, which uses an elastomer-filled tip, has received a more mixed reception, with some tests indicating inconsistent expansion through certain barriers.19
The Niche Specialists: Hornady Critical Duty & Critical Defense
Hornady has achieved remarkable market success by developing two distinct product lines targeted at specific self-defense applications.
Critical Defense (115gr FTX): This load is explicitly marketed for short-barreled concealed carry pistols. Its key feature is the red polymer FTX plug in the hollow point, which prevents clogging from clothing and initiates expansion.18 Positive sentiment is centered on its noticeably mild recoil, making it a popular choice for smaller handguns and recoil-sensitive shooters, and its consistent expansion in bare gelatin.5 However, a significant portion of negative sentiment and test data points to its primary weakness: shallow penetration, particularly after encountering barriers, which often falls short of the 12-inch FBI minimum.46 Some users also report feeding issues in specific firearm models due to the bullet’s profile.48
Critical Duty (135gr +P FlexLock): In contrast, Critical Duty is engineered as a robust, barrier-defeating load for law enforcement and full-size handguns. It uses a heavier, more robust FlexLock bullet with an InterLock band to secure the jacket to the core.9 It receives high praise for its exceptional performance against tough barriers like automobile glass and steel.9 The primary criticism is that it is not optimized for short barrels, where the lower velocity can lead to under-expansion and over-penetration.49
The Legacy Performer: Winchester Defender / Ranger T-Series
Winchester’s premium defensive ammunition leverages modern bonded-core technology with a design legacy tracing back to the famed “Black Talon”.18 The Ranger T-Series, often available to law enforcement, and the civilian Defender line are known for producing aggressive, talon-like expansion upon impact.55 Consumer sentiment is highly positive regarding terminal performance and reliability.56 Winchester’s proprietary bonding process ensures excellent weight retention and performance that meets FBI protocol standards.18 Despite its strong performance, Winchester’s offerings have a lower overall market mindshare and are often less available than the dominant loads from Federal and Speer.44
The Disruptors: Monolithic Projectiles (Underwood Xtreme Defender & Black Hills HoneyBadger)
This category represents the most innovative and polarizing segment of the market. These rounds, using fluted, non-expanding solid copper projectiles from Lehigh Defense, do not function like traditional hollow points. Instead of expanding, their design uses fluid dynamics to create a massive permanent wound cavity.18 Adopters are fervent in their praise, citing the rounds’ complete indifference to barriers, reduced recoil due to lighter projectile weights, and elimination of the risk of hollow point failure.23 Skepticism comes from more traditional users who are wary of the non-expanding design and prefer the decades of proven data behind expanding JHP technology that aligns with the FBI protocol’s emphasis on expansion.5
Comprehensive Market Sentiment Data
The following table is sorted by the positive sentiment percentage in descending order, providing a clear view of the market’s most favored self-defense loads.
Rank
Brand
Load Designation
Caliber
Projectile
Total Mentions Index
Sentiment (% Pos/Neg/Neu)
Reliability Summary
Accuracy Summary
Terminal Performance Notes
1
Federal
HST 147gr JHP
9x19mm
147gr JHP (Non-Bonded)
98
98 / 1 / 1
Excellent; considered a benchmark for reliability across all platforms, including compacts and PCCs.
Consistently reported as highly accurate and capable of tight groups.
Meets FBI standards with deep penetration (16-17 inches) and massive, reliable expansion. Softer recoil impulse.
2
Federal
HST 124gr JHP
9x19mm
124gr JHP (Non-Bonded)
100
97 / 1 / 2
Excellent; industry benchmark for reliability in full-size and compact pistols.
Frequently praised for match-grade accuracy and consistency.
The “gold standard.” Consistently meets FBI 12-18 inch penetration with dramatic expansion.
3
Speer
Gold Dot 124gr +P JHP
9x19mm
124gr Bonded JHP
95
96 / 2 / 2
Excellent; long-standing LE duty load with a reputation for flawless function.
Very good to excellent accuracy reported by most users.
Benchmark for bonded bullet performance. Excels in barrier tests, consistent expansion, and penetration.
4
Speer
Gold Dot 124gr JHP
9x19mm
124gr Bonded JHP
85
95 / 2 / 3
Excellent; shares the +P version’s reputation for flawless feeding and cycling.
Consistently accurate and reliable for a standard pressure load.
Excellent balance of performance and manageable recoil. Meets FBI standards reliably.
5
Federal
HST 124gr +P JHP
9x19mm
124gr JHP (Non-Bonded)
75
95 / 2 / 3
Excellent; no significant reliability issues reported. Functions like standard pressure version.
Very high accuracy, consistent with the HST line.
Increased velocity ensures robust expansion, especially from shorter barrels. Snappier recoil.
6
Speer
Gold Dot 147gr JHP
9x19mm
147gr Bonded JHP
78
94 / 3 / 3
Excellent reliability, often chosen for its smooth cycling in a wide variety of firearms, including suppressed.
Very good accuracy, often with a slightly higher point of impact due to subsonic velocity.
Deep penetration and reliable expansion with a softer recoil impulse than 124gr loads.
7
Winchester
Ranger T-Series 147gr JHP
9x19mm
147gr JHP
60
93 / 4 / 3
Very high; widely trusted in law enforcement circles with few reported issues.
Good to very good accuracy, performs well in duty-sized pistols.
Known for aggressive “talon-like” expansion and deep penetration. A top-tier performer.
8
Hornady
Critical Duty 135gr +P FlexLock
9x19mm
135gr JHP (FlexLock)
88
92 / 5 / 3
Very good in full-size pistols; not optimized for and may have issues in some subcompacts.
Excellent accuracy reported, particularly from service pistols and carbines.
Superb barrier penetration (glass, steel). May over-penetrate in bare gel or from short barrels.
9
Winchester
Defender 124gr +P BJHP
9x19mm
124gr Bonded JHP
55
92 / 5 / 3
Generally very reliable in most modern firearms.
Good combat accuracy and consistency reported.
Strong performance in FBI tests, with excellent expansion and weight retention.
10
Underwood
Xtreme Defender 90gr +P
9x19mm
90gr Fluted Solid Copper
65
91 / 5 / 4
Excellent; solid projectile profile feeds like FMJ, praised for reliability.
Very good accuracy, with a flatter trajectory due to high velocity.
Very good; specifically designed for reliable function in subcompact pistols.
Good accuracy for its intended application in short-barreled firearms.
Optimized powder for short barrels ensures sufficient velocity for reliable expansion and penetration.
12
SIG Sauer
V-Crown 124gr JHP
9x19mm
124gr JHP
70
89 / 8 / 3
Generally reliable, but some users report feeding issues in certain models (Glocks, Shields) due to wide hollow point.
Good to very good accuracy reported by most users.
Good expansion in bare gel, but some tests show it can fail to expand after passing through heavy clothing.
13
Remington
Golden Saber Bonded 124gr +P JHP
9x19mm
124gr Bonded JHP (Brass Jacket)
45
88 / 7 / 5
Good reliability in most full-size pistols.
Good accuracy, often praised for consistency.
Unique brass jacket controls expansion. Known for deep penetration, sometimes beyond 18 inches.
14
Black Hills
115gr Barnes Tac-XP +P
9x19mm
115gr Solid Copper HP
48
88 / 8 / 4
Very reliable due to solid copper construction and consistent manufacturing.
Excellent accuracy, often described as “boringly consistent.”
Near 100% weight retention. Excellent expansion and penetration, punches above its weight.
15
Federal
Hydra-Shok Deep 135gr JHP
9x19mm
135gr JHP
35
87 / 9 / 4
Good reliability reported, consistent with Federal’s premium lines.
Good accuracy.
Designed for deeper penetration (15 inches) than original Hydra-Shok. Robust center-post design.
16
Hornady
Critical Defense 115gr FTX
9x19mm
115gr JHP (FTX)
90
85 / 12 / 3
Generally reliable, but some feeding issues reported in specific pistols due to bullet profile.
Very good accuracy and low recoil make it easy to shoot well.
Good expansion, but often under-penetrates (sub-12 inches) in FBI tests, especially through barriers.
17
Barnes
VOR-TX 115gr +P
9x19mm
115gr Solid Copper HP
30
85 / 10 / 5
Very reliable, consistent with solid copper projectile designs.
Praised for high accuracy and consistency.
Excellent expansion and 100% weight retention. Performs well from various barrel lengths.
18
SIG Sauer
P365 V-Crown 115gr JHP
9x19mm
115gr JHP
38
84 / 11 / 5
Good; designed for and tested in P365 platform, generally reliable.
Good accuracy in its intended micro-compact platform.
Optimized for short barrels to balance expansion and penetration with manageable recoil.
19
Buffalo Bore
115gr JHP +P+
9x19mm
115gr JHP
25
83 / 12 / 5
Generally reliable, but high pressure can cause issues in some firearms.
Good accuracy, but very stout recoil can affect practical accuracy.
Extremely high velocity. Deep penetration and violent expansion. For +P+ rated firearms only.
20
Black Hills
HoneyBadger 125gr
9x19mm
125gr Fluted Solid Copper
32
82 / 10 / 8
Excellent; solid projectile profile feeds reliably like FMJ.
Very good accuracy.
Subsonic version of the fluted design. Deep penetration with large wound channel. Low recoil.
21
Remington
Golden Saber 124gr JHP
9x19mm
124gr JHP (Brass Jacket)
40
78 / 18 / 4
Mixed reports; non-bonded version prone to core-jacket separation through barriers.
Good accuracy in bare gel tests.
Inconsistent performance; can over-penetrate or fragment. Largely seen as an outdated design.
22
Norma
MHP 108gr
9x19mm
108gr Monolithic HP
28
75 / 19 / 6
Mixed; some users report feeding issues due to bullet shape and inconsistent seating depth.
Good accuracy reported when it functions correctly.
Very high velocity, good expansion in bare gel. Concerns about shallow penetration through barriers.
23
Hornady
Critical Defense Lite 100gr FTX
9x19mm
100gr JHP (FTX)
22
74 / 20 / 6
Generally reliable feeding due to FTX tip.
Very accurate with extremely low recoil.
Designed for minimal recoil. Often under-penetrates significantly, making it a niche choice.
24
Fiocchi
Extrema 124gr XTP
9x19mm
124gr Hornady XTP JHP
20
72 / 22 / 6
Generally reliable, but some users report lower quality control than premium brands.
Good accuracy for the price point.
Uses the proven Hornady XTP bullet, but loaded to inconsistent velocities. Performance can vary.
25
G2 Research
R.I.P. 96gr
9x19mm
96gr Fragmenting Copper
30
65 / 30 / 5
Mixed; some users report feeding issues.
Acceptable defensive accuracy.
Highly controversial. Creates multiple shallow wound channels via fragmentation. Does not meet FBI penetration standards.
Market Outlook & Strategic Conclusions
The 9x19mm self-defense ammunition market is characterized by a mature competitive landscape, sophisticated consumer behavior, and a dynamic interplay between firearm and ammunition innovation. The analysis of market sentiment and performance data reveals several key trends and strategic implications for manufacturers and consumers alike.
Market Dynamics and Consumer Behavior
The single most dominant factor driving consumer choice is reliability. A self-defense round must function with absolute certainty, and any perception of unreliability, regardless of terminal performance claims, is the quickest path to market rejection. This conservative mindset is why loads with long, proven law enforcement track records, like Federal HST and Speer Gold Dot, maintain their dominant market share.
A clear trend is the shift toward heavier-for-caliber bullets. The 124 grain and 147 grain loads are now the default choices for serious self-defense practitioners. Ballistic testing and user experience have demonstrated that these heavier projectiles tend to offer more consistent penetration and are less likely to be deflected by intermediate barriers. Furthermore, the 147 grain subsonic loads are widely praised for their softer, “push-like” recoil impulse, which many shooters find more controllable than the sharper “snap” of lighter, high-velocity 115 grain rounds, especially in smaller pistols.6
The market has also fully embraced +P ammunition. Once considered a niche product for experts, +P loads are now a mainstream option for consumers seeking to maximize the performance of their firearms. This trend is inextricably linked to the rise of the micro-compact 9mm pistol. As firearm manufacturers successfully engineered pistols like the SIG Sauer P365 and Springfield Hellcat, which offer high capacity in a very small footprint, they created a new set of ballistic challenges. The shorter barrels of these pistols reduce muzzle velocity, which can compromise the ability of a hollow point to expand reliably. In response, ammunition manufacturers developed and heavily marketed +P and specialized “Short Barrel” loads to boost velocity and guarantee performance from these popular platforms.30 This demonstrates a symbiotic relationship where firearm innovation directly drives ammunition development, creating new market segments and shaping consumer purchasing habits.
The State of Legacy and Challenger Brands
The market can be understood through the strategic positioning of its key players:
The Incumbents (Federal, Speer): These companies leverage decades of institutional trust and massive law enforcement contracts to maintain their status as the default “safe choices.” Their strategy is not one of radical innovation but of relentless consistency and proven performance, which resonates with the risk-averse nature of the self-defense consumer.
The Strategic Challengers (Hornady, SIG Sauer): These brands compete effectively by not directly challenging the incumbents on their home turf. Instead, they identify and dominate specific market niches. Hornady has masterfully segmented the market with its Critical Defense and Critical Duty lines, creating tailored solutions for different platforms and applications.62 SIG Sauer leverages its enormous firearm install base to cross-sell its V-Crown ammunition, creating a powerful brand ecosystem where a SIG firearm owner is naturally inclined to purchase SIG ammunition.48
The Legacy Players (Winchester, Remington): These historic brands produce high-quality, effective ammunition like the Defender and Golden Saber series, which perform well in objective testing.55 However, they lack the overwhelming law enforcement-driven mindshare of Federal and Speer and the targeted marketing of Hornady, placing them in a highly respected but secondary market position.
The Disruptors (Underwood, Black Hills, Lehigh Defense): These boutique manufacturers are the market’s primary innovation engines. By challenging the fundamental paradigm of the expanding hollow point with monolithic fluted projectiles, they cater to a highly informed segment of the market that values cutting-edge performance over institutional consensus. While their market share is smaller, their influence is growing as their technology becomes more widely understood and validated.23
Final Recommendations for Application
The selection of self-defense ammunition is a critical decision that must be tailored to the specific firearm and intended application. Based on the comprehensive sentiment and performance analysis, the following recommendations are provided:
For Concealed Carry (CCW)
In a compact or subcompact pistol, the primary challenge is balancing terminal effectiveness with controllability for rapid, accurate follow-up shots.
Primary Recommendations:Federal HST 124gr and Speer Gold Dot 124gr (standard pressure) represent the pinnacle of balanced performance. They offer proven reliability, excellent terminal ballistics, and manageable recoil in smaller frames. For those seeking to maximize velocity from a short barrel, the Speer Gold Dot 124gr +P Short Barrel is an outstanding choice, though it comes with increased recoil.
Alternative Recommendations: For recoil-sensitive shooters, Federal HST 147gr provides excellent performance with a noticeably softer recoil impulse. Hornady Critical Defense 115gr is also a viable option for those who prioritize low recoil above all else, with the caveat that its penetration may be marginal against heavily clothed or larger adversaries. It is imperative that any chosen load be thoroughly tested for 100% reliability in the specific carry pistol before being deployed.
For Home Defense (Full-Size Pistol or Pistol Caliber Carbine)
For a home defense firearm, where concealability is not a factor and the platform is typically larger and heavier, recoil is less of a concern, allowing for the selection of ammunition that maximizes terminal performance.
Primary Recommendations: The heavier, subsonic loads are ideal in this role. Federal HST 147gr, Speer Gold Dot 147gr, and Winchester Ranger T-Series 147gr are top-tier choices. Their deep penetration and large expansion are well-suited for neutralizing a threat decisively, and their subsonic nature slightly reduces the report indoors.
Alternative Recommendations: In a home defense scenario, the possibility of an adversary using cover (furniture, interior walls) is a real concern. Therefore, a “barrier blind” load like Hornady Critical Duty 135gr +P is an excellent strategic choice, as its ability to defeat such barriers is well-documented. When using a Pistol Caliber Carbine (PCC), the increased velocity from the longer barrel can cause some JHP designs to over-expand and under-penetrate; heavier, bonded bullets like the 147 grain Gold Dot or HST tend to perform more consistently at these higher velocities.65
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
This report provides a data-driven analysis of the top 10 semi-automatic pistols currently in service with United States law enforcement agencies at the federal, state, and local levels. The modern law enforcement sidearm is a critical component of an officer’s equipment, and procurement decisions by agencies are influenced by a complex matrix of factors including reliability, performance, ergonomics, trainability, and total cost of ownership. This analysis identifies and ranks the most prevalent service pistols based on the frequency of agency issuance and officer use, provides detailed technical specifications, examines the core rationale for their adoption, and summarizes operator feedback from the field. The findings are synthesized from a comprehensive review of agency procurement data, industry reports, manufacturer specifications, and qualitative feedback from law enforcement personnel.
The Modern Law Enforcement Sidearm Landscape
The landscape of law enforcement sidearms has undergone a fundamental transformation over the past four decades. The era of the.38 Special and.357 Magnum double-action revolver, which dominated the 20th century, has definitively given way to the high-capacity, semi-automatic pistol.1 This initial transition in the 1980s and 1990s saw the adoption of metal-framed, double-action/single-action (DA/SA) pistols, such as the Beretta 92FS and the SIG Sauer P226. However, a more profound market shift occurred with the widespread adoption of the polymer-framed, striker-fired pistol, a design paradigm pioneered and perfected by Glock.2
This platform’s ascendancy is not accidental but is a result of a superior combination of key attributes that directly address the needs of large law enforcement organizations. Polymer frames significantly reduce the weight of the firearm, lessening the burden on an officer’s already heavy duty belt.3 The striker-fired mechanism, with its consistent trigger pull from the first shot to the last, simplifies the manual of arms compared to the DA/SA transition, which can reduce training costs and improve shooter performance under stress.4 Furthermore, these designs typically feature fewer moving parts, contributing to exceptional mechanical reliability and ease of maintenance—critical factors for agencies that must service thousands of firearms.3 This combination of reliability, operational simplicity, higher ammunition capacity, and a lower total cost of ownership has made the polymer-framed, striker-fired pistol the undisputed standard in modern American law enforcement.2
Prevailing Market Trends
The contemporary law enforcement handgun market is defined by several key technological and doctrinal trends that are shaping procurement decisions and manufacturer offerings.
The Ascendancy of 9mm Luger
Perhaps the most significant trend of the last decade has been the industry-wide migration from the.40 S&W cartridge back to the 9mm Luger (9×19mm Parabellum). This shift was catalyzed by the Federal Bureau of Investigation’s (FBI) influential 2015 decision to return to 9mm for its duty ammunition, a move that reversed its own trend-setting adoption of the 10mm Auto and subsequent.40 S&W in the aftermath of the 1986 Miami shootout.7 The rationale for this change is rooted in significant advancements in projectile technology. Modern 9mm jacketed hollow point (JHP) duty ammunition, such as the Hornady Critical Duty and Federal HST lines, now demonstrates terminal performance in FBI testing protocols that is equivalent to that of larger, heavier calibers.9 With terminal performance equalized, the inherent advantages of the 9mm cartridge become decisive for law enforcement agencies. These advantages include significantly reduced felt recoil, which allows for faster and more accurate follow-up shots; higher magazine capacity within the same firearm dimensions; lower ammunition cost, which enables more frequent and effective training; and reduced wear and tear on the firearms themselves.9
The Rise of Optics-Ready Platforms
A major technological evolution in duty sidearms is the rapidly growing adoption of miniature red dot sights (MRDS). Once the exclusive domain of competition shooters, slide-mounted optics are now being issued or authorized by a growing number of agencies.11 This trend reflects a shift in training doctrine that recognizes the benefits of an MRDS for officer performance. An optic allows the shooter to remain “threat-focused” rather than shifting focus between the target and iron sights, which can lead to faster target acquisition and improved situational awareness under stress.2 Furthermore, optics have been shown to significantly improve accuracy for many shooters, especially at extended engagement distances.2 In response, firearms manufacturers are increasingly offering “optics-ready” models as standard law enforcement configurations, featuring slides that are factory-milled to accept a variety of popular MRDS footprints.2
Modularity and Ergonomics as Key Differentiators
As the core technology of the polymer-framed, striker-fired pistol has matured, the market has become highly competitive. With the baseline for reliability and performance set at an extremely high level by dominant players like Glock, manufacturers are now competing on secondary features to differentiate their products. Modularity has become a key selling point, exemplified by the SIG Sauer P320’s serialized Fire Control Unit (FCU). This internal chassis allows an agency to swap grip modules, slides, and barrels to create different-sized pistols for different roles (e.g., full-size for patrol, compact for detectives) without purchasing a new serialized firearm, offering unprecedented logistical flexibility.13 Similarly, user-configurable ergonomics are now a critical feature. Systems like the Smith & Wesson M&P’s four interchangeable palmswell inserts or the Heckler & Koch VP9’s modular side panels and backstraps allow a single pistol model to be tailored to fit a wide variety of officer hand sizes, improving comfort, control, and performance.15
Market Share and Key Players
The U.S. law enforcement handgun market is dominated by a small number of key manufacturers. Glock, Inc. remains the undisputed market leader, with some estimates suggesting it holds over 65% of the law enforcement market share in the United States.3 Its primary competitors are SIG Sauer and Smith & Wesson, both of which have secured significant contracts with major federal, state, and local agencies.4 Other manufacturers, such as FN Herstal, have also made significant inroads by winning major contracts with large departments like the Los Angeles Police Department (LAPD).11
While market analysis reports indicate that the law enforcement segment is smaller in total value than the military and civilian consumer segments, its influence is disproportionately large.6 Law enforcement adoption serves as a powerful endorsement of a firearm’s reliability and durability, heavily influencing purchasing decisions in the much larger civilian market. An agency’s selection of a particular firearm is often viewed as a “stamp of approval,” making the law enforcement sector a critical battleground for brand prestige and a key driver of consumer trends.3
The Federal Bureau of Investigation’s procurement decisions and ammunition testing protocols, in particular, serve as a powerful catalyst for the entire U.S. law enforcement market. The Bureau’s extensive and highly regarded research and testing capabilities mean its choices often become the de facto industry standard, creating a cascading effect that heavily influences the procurement decisions of thousands of state and local agencies. This was first demonstrated in the late 1980s when the FBI’s search for a more powerful cartridge, following the 1986 Miami shootout, led directly to the development and widespread adoption of the.40 S&W cartridge.7 For nearly two decades, the.40 S&W became the dominant police caliber in the nation, a direct result of the FBI’s lead. The reverse occurred in 2015, when the FBI announced that advancements in 9mm ballistics meant the cartridge once again met its stringent performance requirements. This announcement effectively gave agencies nationwide the technical justification to switch back to 9mm, triggering the current market-wide trend.7 This pattern extends to ammunition itself, where manufacturers explicitly design their products to pass the “FBI Protocol” tests and heavily market this achievement. Winning an FBI ammunition contract, as Hornady has done with its Critical Duty line, is a major marketing coup that validates the product for the entire law enforcement community.19 This history demonstrates that the FBI is not merely another customer; it functions as a national standards-setting body whose technological and ballistic research provides a foundation upon which hundreds of other agencies build their own equipment policies, making its choices a primary driver of market-wide trends.
U.S. Law Enforcement Top 10 Service Pistols: A Ranked Analysis
The following ranking is derived from a synthesized analysis of the frequency of mention in law enforcement publications, official agency adoption announcements, manufacturer reports on law enforcement sales, and the scale and influence of the agencies using each platform.
1. Glock 19 (and its variants, e.g., 19M, Gen5 MOS)
Overview and Market Position
The Glock 19 is ranked number one due to its unparalleled ubiquity across all echelons of U.S. law enforcement. It represents the quintessential modern duty pistol, achieving a near-perfect balance between the operational characteristics of a full-size service weapon and the concealability of a compact firearm. This versatility makes it the default choice for a vast number of agencies, suitable for uniformed patrol, plainclothes detectives, and specialized assignments. Its selection by the Federal Bureau of Investigation as its primary service pistol (in the G19M configuration) has solidified its status as the current industry benchmark, influencing countless other agencies to follow suit.4
Technical Analysis (Gen5 MOS)
The fifth-generation Glock 19 MOS (Modular Optic System) is the current evolution of this platform. It is a polymer-framed, striker-fired semi-automatic pistol operating on the “Safe Action” system, which integrates three passive mechanical safeties. It is chambered in 9x19mm Luger with a standard magazine capacity of 15 rounds, with options for 17, 19, 24, and 33-round magazines.4 Key specifications include a 4.02-inch barrel, an overall length of 7.28 inches, and an unloaded weight of approximately 23.63 ounces with an empty magazine.26 The Gen5 models incorporate several key upgrades over previous generations, including the Glock Marksman Barrel (GMB) with enhanced polygonal rifling for improved accuracy, a flared magazine well for faster reloads, the removal of finger grooves for a more universal grip, fully ambidextrous slide stop levers, and a reversible magazine catch.27 The MOS configuration features a slide that is factory-milled to accept various adapter plates, allowing for the direct mounting of a wide range of miniature red dot sights.29
Key Attributes for Adoption
Agency adoption of the Glock 19 is driven by a trifecta of core attributes:
Reliability: The Glock platform has a legendary, almost proverbial, reputation for functioning under the most adverse conditions with minimal maintenance. This extreme durability is the single most critical factor for law enforcement agencies, as a non-functioning sidearm in a critical incident represents an unacceptable liability.4
Simplicity & Trainability: The consistent trigger pull of the Safe Action system and the lack of an external manual safety simplify the manual of arms. This reduces the complexity of training and can improve an officer’s performance under the extreme stress of a deadly force encounter.3
Cost-Effectiveness: Glock’s aggressive law enforcement pricing structure, known as the “Blue Label Program,” makes its pistols among the most affordable options for agency and individual officer purchase. This low initial cost, combined with low maintenance requirements and widespread parts availability, results in an exceptionally low total cost of ownership for agencies managing large inventories of firearms.3
Caliber and Ammunition Pairings
Caliber: 9x19mm Luger.
Common Duty Loads: Agencies pairing the Glock 19 with modern duty ammunition seek rounds that perform well in the FBI’s ballistic testing protocol. The current FBI-issue round is the Hornady Critical Duty 135gr +P FlexLock.20 Other widely used and highly regarded loads include the Speer Gold Dot 124gr +P JHP and the Federal HST in both 124gr and 147gr weights.31
Adoption Profile (Sample)
The Glock 19’s adoption spans the entire spectrum of American law enforcement.
Federal: Federal Bureau of Investigation (FBI – G19M), Bureau of Alcohol, Tobacco, Firearms and Explosives (ATF – G19M), Drug Enforcement Administration (DEA).24
State/Local: The Glock 19 is authorized or issued by a vast number of the nation’s largest police departments, including the New York Police Department (NYPD), Los Angeles Police Department (LAPD), and Philadelphia Police Department (PPD).23
Operator Feedback Analysis
Analysis of officer discussions on social media and forums reveals a deep respect for the Glock 19’s “do-it-all” versatility and its unquestioned reliability, with many describing it as “near flawless” in operation.30 Common criticisms, however, consistently focus on the pistol’s ergonomics, specifically the grip angle and the potential for “slide bite” on the shooter’s hand, as well as a factory trigger that some operators find to be gritty or less refined compared to competitors.16 A significant source of negative feedback stems from department-mandated modifications, such as the NYPD’s historically required 12-pound “New York” trigger spring, which officers complain makes the pistol difficult to shoot accurately and highlights a frequent disconnect between administrative safety requirements and practical operator preference.38
2. Glock 17
Overview and Market Position
The Glock 17 is the firearm that started the polymer, striker-fired revolution and holds the number two position in this ranking due to its extensive and long-standing service as a primary sidearm for uniformed patrol officers. As Glock’s original, full-size model, its larger frame, longer barrel, and higher standard capacity make it an ideal choice for open-carry duty use where concealability is not a primary concern. For decades, it set the standard for what a modern service pistol should be.4
Technical Analysis (Gen5 MOS)
The Glock 17 Gen5 MOS is a full-size, polymer-framed, striker-fired pistol chambered in 9x19mm Luger.44 It shares the same Gen5 feature set as the Glock 19, including the Glock Marksman Barrel, ambidextrous controls, flared magwell, and MOS optics-mounting capability.45 Its key differentiators are its larger dimensions: it features a 4.49-inch barrel, an overall length of 7.95 inches, and a standard magazine capacity of 17 rounds.46 The longer slide provides an increased sight radius, which can aid in mechanical accuracy, and the larger grip frame can be more comfortable for officers with larger hands.47
Key Attributes for Adoption
The Glock 17’s success is built upon the same foundational pillars as the Glock 19: unparalleled reliability, simplicity of operation, and institutional cost-effectiveness. For uniformed patrol, its full-size frame is often preferred as it provides a more substantial grip for better recoil management and stability, making it a very soft-shooting and controllable platform. Its higher standard capacity of 17 rounds provides an additional advantage in critical situations.45
Caliber and Ammunition Pairings
Caliber: 9x19mm Luger.
Common Duty Loads: The ammunition choices for the Glock 17 are identical to those for the Glock 19, as agencies typically standardize a single duty load across all 9mm platforms. This includes top-tier JHP rounds like Federal HST 147gr, Speer Gold Dot 124gr +P, and Winchester Ranger T-Series 124gr +P.31
Adoption Profile (Sample)
The Glock 17 is a mainstay in police departments across the country, especially for patrol officer issuance.
Federal: Drug Enforcement Administration (DEA), U.S. Marshals Service (USMS – issued to new deputies in training).36
State/Local: The New York Police Department’s (NYPD) current primary issue sidearm is the Glock 17 Gen4.38 The Chicago Police Department (CPD) requires new recruits to purchase either a Glock 17 or a Glock 19.53 It is also an authorized duty weapon for the Philadelphia PD and was provided on loan to SEPTA Police by the PPD as an emergency replacement for their SIG P320s.40
Operator Feedback Analysis
The Glock 17 is widely respected in the law enforcement community as the quintessential “workhorse” duty pistol. It is praised for its soft-shooting characteristics, rugged simplicity, and absolute dependability. For many officers, it is the baseline against which all other full-size duty pistols are measured.
3. SIG Sauer P320 (and M17/M18 variants)
Overview and Market Position
The SIG Sauer P320 holds the number three position, a ranking that reflects its meteoric rise in the law enforcement market, largely propelled by its selection as the U.S. Military’s M17/M18 service pistol under the Modular Handgun System (MHS) contract.13 The P320’s primary technological innovation is its modular design, which centers on a serialized internal Fire Control Unit (FCU) that can be swapped between different grip modules and slide assemblies.14 However, the P320’s market position is uniquely and significantly complicated by a persistent and well-documented controversy surrounding allegations of uncommanded discharges, which has led to numerous lawsuits and the pistol’s withdrawal from several major law enforcement agencies.14
Technical Analysis (P320 Full-Size)
The P320 is a polymer-framed, striker-fired pistol. The full-size model in 9x19mm Luger features a 4.7-inch barrel, an overall length of 8.0 inches, and a standard capacity of 17 rounds.14 The core of the P320 system is its stainless steel internal chassis, which contains the trigger group and serves as the legally serialized firearm.59 This allows the end-user to change the pistol’s size (Full-Size, Carry, Compact, Subcompact), caliber (9mm,.40 S&W,.357 SIG,.45 ACP), and grip circumference by simply swapping non-serialized components, offering a level of modularity unmatched by most competitors.14
Key Attributes for Adoption
Modularity: The P320’s FCU-based system is its chief selling point for institutions. It allows an agency to adapt its handgun fleet to different roles and officer needs with minimal logistical burden and without the expense and paperwork of purchasing new serialized firearms.14
Military Contract Prestige: Winning the highly competitive MHS contract created a powerful “halo effect” for the P320. The perception of being “military-grade” and having bested competitors like Glock in rigorous trials served as a powerful marketing tool and drove significant sales in the law enforcement sector.55
Performance and Ergonomics: Many users praise the P320’s out-of-the-box trigger quality and ergonomics as being superior to many of its competitors, contributing to its initial popularity.61
The adoption of the P320 as the U.S. military’s M17/M18 pistol highlights how a prestigious military contract can be a double-edged sword in the law enforcement market. Initially, the MHS contract win was a monumental marketing victory, positioning the P320 as the “Army’s pistol” and driving a wave of LE sales.60 However, the intense public and media scrutiny that accompanies such a high-profile adoption can magnify any perceived or actual safety failure, leading to a rapid erosion of trust in the more litigious and risk-averse law enforcement and civilian sectors. The military’s operational requirements and risk tolerance differ from those of domestic law enforcement; for instance, the military M17/M18 variants include a manual thumb safety, a feature absent on most law enforcement P320s.55 When numerous incidents of uncommanded discharges surfaced in the LE community, the pistol’s high profile amplified the negative attention and created a stark contrast between its “military-approved” status and the real-world experiences of some police officers.56 This created a significant credibility gap, leading major federal agencies like U.S. Immigration and Customs Enforcement (ICE) to reverse their adoption—a major blow to the pistol’s reputation.57 This demonstrates that military validation alone is insufficient for long-term success in the law enforcement market, which has unique operational contexts—such as constant holstered carry with a chambered round during dynamic physical activity—and a lower institutional tolerance for perceived safety risks.
Caliber and Ammunition Pairings
Caliber: Primarily 9x19mm Luger.
Common Duty Loads: Speer Gold Dot 124gr JHP, Federal HST 124gr/147gr JHP, and other premium JHP loads that meet agency performance standards.
Adoption Profile (Sample)
Federal: U.S. Military (M17/M18). Crucially, U.S. Immigration and Customs Enforcement (ICE) and the U.S. Air Force Global Strike Command have banned or halted the use of the P320 due to safety concerns, with ICE actively replacing them with Glock 19s.14
State/Local: The pistol has been adopted by numerous state agencies, including the Virginia State Police, Texas Department of Public Safety, and the Oklahoma Highway Patrol.4 However, several major municipal departments, including the Chicago PD, Dallas PD (formerly), Houston PD, and Milwaukee PD (formerly), have banned or are actively phasing out the P320 due to safety incidents and officer injuries.14
Operator Feedback Analysis
Discussions surrounding the P320 in law enforcement circles are heavily dominated by the uncommanded discharge controversy. The sworn testimony and public statements of officers like HPD’s Richard Fernandez, who was seriously injured by a discharge from his holstered duty weapon, have severely damaged the pistol’s reputation for safety.65 This has created a deep and contentious schism within the law enforcement community. While some users continue to defend the pistol’s performance and trigger feel, many others express a complete loss of trust in its internal safety mechanisms, viewing it as an unacceptable risk for duty carry.65
The Smith & Wesson Military & Police (M&P) series, particularly in its updated M2.0 iteration, stands as Glock’s most formidable direct competitor, earning the number four position in this analysis. The M&P9 M2.0 has secured numerous major law enforcement contracts by offering a familiar polymer-framed, striker-fired operating system but with ergonomics and a factory trigger that many officers and agencies find superior to the competition.4
Technical Analysis (M&P9 M2.0 Full Size Optics Ready)
The M&P9 M2.0 is a striker-fired, 9x19mm Luger pistol with a standard capacity of 17 rounds.67 Its polymer frame is reinforced with a rigid, extended embedded stainless-steel chassis designed to reduce flex and torque during firing.68 Key features that distinguish the M2.0 include a highly aggressive grip texture for a secure hold, four interchangeable palmswell grip inserts (S, M, ML, L) to customize the fit to an officer’s hand, and an improved M2.0 trigger with a lighter, crisper pull and a more tactile and audible reset.67 The full-size model features a 4.25-inch barrel, and optics-ready versions are available with slides milled for red dot sights.4
Key Attributes for Adoption
Superior Ergonomics: The M&P’s 18-degree grip angle, which mimics that of the classic 1911, and its highly customizable palmswell system are its most lauded features. These allow the pistol to comfortably and securely fit a wider range of hand sizes than many of its competitors, which can directly translate to better shooter performance.16
Improved M2.0 Trigger: The trigger system in the M2.0 series was a significant upgrade over the first generation. It offers a flat-faced option for consistent finger placement and a lighter, crisper pull with a more distinct reset, directly addressing a common criticism leveled against both the original M&P and stock Glock pistols.68
Proven Platform: The M&P line has been in service for over a decade, establishing a strong track record of reliability and durability that gives procurement officers confidence in the platform’s ability to withstand the rigors of duty use.22
Caliber and Ammunition Pairings
Caliber: 9x19mm Luger.
Common Duty Loads: Federal HST 124gr or 147gr JHP, Speer Gold Dot 124gr +P JHP, and Winchester Ranger T-Series 147gr JHP.
Adoption Profile (Sample)
The M&P9 has been adopted by a significant number of large and influential agencies.
Federal: Various components within the Department of Homeland Security.
State/Local: The Los Angeles County Sheriff’s Department (LASD), the nation’s largest sheriff’s department, selected the M&P9 as its issue sidearm.69 The Detroit Police Department also issues the M&P9 M2.0, and the Providence (RI) Police Department issues the M&P in.40 S&W.22
Operator Feedback Analysis
Forum discussions and social media commentary reveal a strong and loyal following for the M&P platform among law enforcement officers, particularly those who prefer its ergonomics, grip texture, and grip angle over Glock’s.16 The M2.0 version is widely regarded as a highly reliable and robust duty pistol that successfully addressed the shortcomings of the first generation, particularly the trigger. It is seen as a top-tier duty pistol that can compete with and, in some respects, exceed the performance of its main rivals.16
For nearly two decades, from the mid-1990s through the early 2010s, the Glock 22 in.40 S&W was arguably the most dominant police pistol in the United States.7 It is ranked at number five because, despite being actively phased out by many agencies in favor of 9mm models, a massive number of G22s remain in service, fill department armories, and are authorized as secondary or personally owned duty weapons. Its legacy and continued, albeit diminishing, presence in the law enforcement ecosystem are substantial.22
The Glock 22 is a full-size, polymer-framed, striker-fired pistol chambered in.40 S&W with a standard capacity of 15 rounds.74 The Gen5 model features a 4.49-inch Glock Marksman Barrel and an overall length of 7.95 inches.75 It shares the core feature set of the Gen5 line, including the lack of finger grooves, a flared magwell, and ambidextrous controls. Notably, the slide of the.40 S&W Gen5 models is slightly wider than that of their 9mm counterparts to accommodate the higher pressures of the cartridge.76
Key Attributes for Adoption
Perceived Stopping Power: The Glock 22 rose to prominence during the height of the.40 S&W’s popularity. The cartridge was developed specifically for law enforcement and was seen as the ideal compromise, offering a significant increase in terminal energy over the 9mm rounds of the era, while providing a higher magazine capacity than the.45 ACP.7
FBI Endorsement: The primary catalyst for the Glock 22’s nationwide success was the FBI’s adoption of Glock pistols chambered in.40 S&W in 1997. As previously discussed, this decision by the nation’s premier law enforcement agency prompted hundreds of state and local departments to follow suit.7
Caliber and Ammunition Pairings
Caliber:.40 S&W.
Common Duty Loads: The most common duty loads for the.40 S&W are typically in the 165gr to 180gr weight range. Highly regarded options include the Speer Gold Dot 180gr JHP, Federal HST 180gr JHP, and Winchester Ranger T-Series 180gr JHP. The former FBI issue round was the Hornady Critical Duty 175gr FlexLock.77
Adoption Profile (Sample)
Federal: The U.S. Capitol Police is one of the federal agencies that has carried the Glock 22.4 It was formerly used by a vast number of other federal agencies before the transition back to 9mm.
State/Local: The Glock 22 was previously issued by countless state police, highway patrol, and municipal departments across the country. Many of these agencies still have the G22 in their inventory or authorize it for duty use. For example, the Detroit Police Department’s policy allows officers who previously qualified with the G22 to continue carrying it as a secondary weapon.70
Operator Feedback Analysis
Officers who carried the Glock 22 often speak of its effectiveness and the confidence they had in the.40 S&W cartridge. However, a common point of discussion is the cartridge’s “snappier” recoil impulse compared to 9mm, which could make qualification more difficult for some shooters and slow down follow-up shots.10 The ongoing departmental shift away from the.40 S&W is a frequent topic, with most officers acknowledging the logistical, financial, and performance advantages of modern 9mm platforms.
6. SIG Sauer P226
Overview and Market Position
The SIG Sauer P226 is a legendary all-metal, hammer-fired DA/SA pistol that holds the number six spot due to its long and distinguished service history with elite federal agencies and special operations units. While it is being supplanted in many general-issue roles by modern striker-fired pistols, it remains a benchmark for accuracy and reliability and is still the trusted sidearm for some of the world’s most elite units, most notably the U.S. Navy SEALs.22
Technical Analysis (P226 MK25)
The P226 is a full-size service pistol with an aluminum alloy frame and a milled stainless steel slide. The standard 9mm version features a 4.4-inch barrel, an overall length of 7.7 inches, and weighs a substantial 34 ounces with an empty magazine.81 It operates on a DA/SA mechanism with an external hammer and a frame-mounted decocking lever, allowing the user to safely lower the hammer on a chambered round.81 Standard capacity in 9mm is 15 rounds, though modern magazines can hold 17 or more.82 The MK25 variant, identical to the pistol carried by the Navy SEALs, features a true MIL-STD-1913 Picatinny rail, special corrosion-resistant coatings on internal parts, and anchor engravings.81
Key Attributes for Adoption
Accuracy and Reliability: The P226 is renowned for its exceptional out-of-the-box mechanical accuracy and rock-solid reliability. It famously was one of two pistols to complete the U.S. military’s rigorous XM9 trials in the 1980s, narrowly losing the contract to the Beretta 92FS on a lower package price.22
DA/SA Action: For many years, the DA/SA trigger system with a decocker was considered an ideal duty action. It provides the safety of a long, heavy double-action trigger pull for the first shot, followed by the precision of a light, crisp single-action pull for all subsequent shots.
Elite Reputation: Its adoption by the Navy SEALs and other premier tactical units, such as the FBI Hostage Rescue Team (HRT), gave the P226 an unparalleled reputation for performing under the most extreme conditions.22
Caliber and Ammunition Pairings
Caliber: The P226 has been widely adopted in 9x19mm Luger,.40 S&W, and.357 SIG.81
Common Duty Loads: Agencies typically issue high-quality JHP ammunition such as Speer Gold Dot or Federal HST in the appropriate caliber.
Adoption Profile (Sample)
Federal: U.S. Navy SEALs (MK25), U.S. Coast Guard, Federal Air Marshals, and formerly the FBI.22
State/Local: The P226 remains in service with numerous state and local agencies. The NYPD authorized it as one of its first semi-automatic duty pistols during the transition from revolvers.38
Operator Feedback Analysis
The P226 is held in extremely high regard by officers who have carried it. It is consistently praised for its superb accuracy, quality of construction, and the way its significant weight mitigates recoil, making it a very pleasant and easy gun to shoot accurately. Modern criticisms center on its weight and bulk compared to modern polymer pistols and the more complex DA/SA manual of arms, which requires more dedicated training to master than a consistent striker-fired trigger.
7. FN 509
Overview and Market Position
The FN 509 is a formidable and rapidly rising challenger in the law enforcement market, earning the number seven spot on this list. Its position is largely secured by its significant adoption by the Los Angeles Police Department (LAPD), one of the nation’s largest and most influential municipal agencies.11 Developed from FN’s entry into the U.S. Military’s MHS trials, the 509’s primary selling point is its military-grade durability and battlefield-proven reliability.83
Technical Analysis (FN 509 MRD-LE)
The FN 509 MRD-LE is a polymer-framed, striker-fired pistol chambered in 9x19mm Luger.85 The standard model features a 4.0-inch cold hammer-forged barrel, an overall length of 7.4 inches, and a standard capacity of 17 rounds.84 Key features include fully ambidextrous controls (both slide stop and magazine release), aggressive slide serrations, and interchangeable backstraps.86 The MRD-LE model is specifically tailored for law enforcement and features FN’s highly regarded Low-Profile Optics-Mounting System, which allows for the secure mounting of various red dot sights and enables a co-witness with suppressor-height iron sights.85
Key Attributes for Adoption
Durability and Reliability: FN Herstal heavily markets the 509 platform’s extensive endurance testing, with claims of testing beyond one million rounds. This reputation for robustness was a key factor in its selection by the LAPD, which subjected the pistol to its own grueling 20,000-round trial, which it passed with superior results.12
Fully Ambidextrous Controls: The FN 509 is one of the few pistols on the market with truly ambidextrous slide stops and magazine releases from the factory, a significant ergonomic and training advantage for agencies with both right- and left-handed officers.86
Superior Optics Integration: The FN factory optics mounting system is widely considered one of the best in the industry. Its design allows for a very secure and low mounting of various red dots, which is critical for maintaining zero and providing a clear sight picture with co-witnessed iron sights.85
Caliber and Ammunition Pairings
Caliber: 9x19mm Luger.
Common Duty Loads: Agencies adopting the FN 509 will issue high-performance 9mm JHP ammunition that meets their terminal ballistic requirements, such as Speer Gold Dot, Federal HST, or Winchester Ranger T-Series.
Adoption Profile (Sample)
State/Local: The most significant adoption to date is by the Los Angeles Police Department (LAPD), which selected the FN 509 MRD-LE as its new standard-issue sidearm for all new officers in 2021.11 The Wake County Sheriff’s Office in North Carolina is another notable agency that has adopted the platform.12
Operator Feedback Analysis
Operator feedback on the FN 509 is generally positive, with most praise centering on its robust, “built-like-a-tank” feel and its flawless reliability. The ergonomics and ambidextrous controls are also frequently commended. The factory trigger is often described as a functional and safe “duty trigger” but is not typically regarded as being as refined as some of its direct competitors like the Walther PDP or H&K VP9.
8. Glock 45
Overview and Market Position
The Glock 45, a “crossover” design featuring a compact Glock 19 slide on a full-size Glock 17 frame, has rapidly become a popular duty choice since its introduction, earning the number eight spot. This model was developed in response to a specific user demand for the handling characteristics and higher capacity of a full-size grip combined with the faster draw and quicker cycling of a compact slide.29
Technical Analysis (G45 MOS)
The Glock 45 MOS is a Gen5 striker-fired pistol chambered in 9x19mm Luger. It combines a full-size frame, affording a 17-round standard capacity, with a compact-length slide and 4.02-inch barrel.87 It incorporates all standard Gen5 features, including the Glock Marksman Barrel, front slide serrations, an ambidextrous slide stop, a flared magwell, and the MOS optics-mounting system.4 This unique configuration results in a pistol with the grip and capacity of a G17 but with the slide length and sight radius of a G19.87
Key Attributes for Adoption
Optimized Handling and Balance: The primary driver for the G45’s adoption is its handling characteristics. The full-size grip provides a secure, complete hold for officers of all hand sizes, enhancing recoil control. Simultaneously, the shorter, lighter slide allows for a faster draw from the holster and quicker sight recovery between shots compared to a full-length G17 slide.
Glock Ecosystem Compatibility: As a member of the Glock family, the G45 leverages the full benefits of the brand’s established ecosystem: proven reliability, operational simplicity, and complete parts and magazine interchangeability with other 9mm double-stack Glocks.
Caliber and Ammunition Pairings
Caliber: 9x19mm Luger.
Common Duty Loads: Same as other 9mm Glocks, including Federal HST, Speer Gold Dot, and Hornady Critical Duty.
Adoption Profile (Sample)
State/Local: The Milwaukee Police Department notably adopted the Glock 45 as a direct replacement for their SIG Sauer P320s following multiple unintended discharge incidents.60 It has been adopted by numerous other agencies seeking a modern Glock duty platform that offers what many consider to be an ideal balance of features.
Operator Feedback Analysis
Operator feedback for the Glock 45 has been overwhelmingly positive. Many officers with extensive experience carrying both the Glock 17 and Glock 19 describe the G45 as the “best of both worlds.” Its balance, feel in the hand, and shooting characteristics are frequently praised, making it one of the most popular and sought-after models in Glock’s current law enforcement lineup.29
9. Beretta 92FS / M9
Overview and Market Position
The iconic Beretta 92FS, known in military service as the M9, was the standard sidearm of the United States Armed Forces for over 30 years. It is ranked at number nine based on this significant legacy status and its continued authorized use by some large and notable police departments. Its all-metal construction and distinctive open-slide design contribute to its reputation for exceptional reliability.22
Technical Analysis (92FS)
The Beretta 92FS is a full-size, DA/SA, hammer-fired semi-automatic pistol. It features an aluminum alloy frame and a steel open-top slide, a design element that greatly enhances feeding and ejection reliability.89 Chambered in 9x19mm Luger, it has a 4.9-inch barrel, an overall length of 8.5 inches, and weighs 33.3 ounces unloaded.91 Standard magazine capacity is 15 rounds.93 A key operational feature is its slide-mounted ambidextrous decocker/safety lever, which allows the hammer to be safely lowered and puts the pistol on safe.93
Key Attributes for Adoption
Exceptional Reliability: The open-slide design is highly resistant to “stovepipe” and other ejection-related malfunctions, as there is no enclosed ejection port for spent casings to get caught in. This was a key factor in its selection by the U.S. military.89
Military Pedigree: Its long and storied service as the M9 gave the platform widespread familiarity and credibility for decades, leading many law enforcement agencies to adopt it during its peak popularity in the 1980s and 1990s.
Caliber and Ammunition Pairings
Caliber: 9x19mm Luger.
Common Duty Loads: Standard 9mm JHP loads such as Federal HST, Speer Gold Dot, or Winchester Ranger.
Adoption Profile (Sample)
Federal: Formerly the standard sidearm for all branches of the U.S. Military.
State/Local: The Beretta 92FS is still an authorized duty weapon for the Los Angeles Police Department (LAPD) and the Los Angeles County Sheriff’s Department (LASD), among other departments that adopted it during its heyday.39
Operator Feedback Analysis
The Beretta 92FS is often praised by those who have used it for its smooth shooting characteristics, low felt recoil (due to its weight), and reliability.94 However, it faces significant criticism by modern standards. Its large grip circumference is difficult for many shooters with smaller hands to manage effectively. The slide-mounted safety/decocker is often cited as being awkwardly placed and difficult to manipulate under stress compared to frame-mounted controls. Finally, its 15-round capacity is considered low for a pistol of its substantial size and weight compared to modern polymer-framed competitors.93 Mounting modern accessories like lights and lasers is also a challenge on older, non-railed models.95
10. Staccato P (2011 Platform)
Overview and Market Position
The Staccato P, a modern evolution of the 1911 platform, secures the number ten spot on this list. It represents a growing and influential high-performance niche within law enforcement, particularly among elite tactical units and as a premium authorized personal-purchase duty weapon. The Staccato (formerly STI) 2011 platform ingeniously combines the highly praised single-action trigger and ergonomics of the classic 1911 with a modern, high-capacity double-stack frame.96
Technical Analysis (Staccato P DPO)
The Staccato P is a hammer-fired, single-action-only (SAO) pistol built on the 2011 platform. It features a 4.4-inch bull barrel, a machined frame (available in steel or aluminum), and a polymer grip module that houses a double-stack magazine.98 Standard capacity in 9x19mm Luger is 17 rounds.100 As an SAO pistol, it is designed to be carried “cocked and locked,” with the hammer cocked and the ambidextrous manual thumb safety engaged. The DPO (Dawson Precision Optic) models feature a factory optics-ready slide cut, utilizing the Dawson Universal Optic system for mounting red dot sights.98
Key Attributes for Adoption
Superior Shootability and Accuracy: The primary driver of the Staccato P’s adoption is its trigger. The light, crisp, and short-travel single-action trigger is far superior to any factory striker-fired trigger and enables a much higher degree of practical accuracy. For highly trained officers, this translates to faster and more precise shooting, a critical advantage in high-stress situations.96
Engineered Reliability: Staccato has invested heavily in engineering and quality control to ensure the 2011 platform can pass numerous demanding law enforcement agency trials for reliability, durability, and endurance, overcoming the reliability issues that plagued some earlier double-stack 1911 designs.97
Adoption by Elite Units: Its selection by prestigious and highly respected units like the U.S. Marshals Service Special Operations Group (SOG), the Texas Rangers, and LAPD SWAT provides powerful third-party validation of its performance and reliability, influencing other agencies to authorize its use.96
Caliber and Ammunition Pairings
Caliber: Primarily 9x19mm Luger.
Common Duty Loads: Any premium 9mm JHP duty load that meets agency performance standards.
Adoption Profile (Sample)
Federal: The U.S. Marshals Service Special Operations Group (SOG) selected a customized version of the Staccato P as its primary duty pistol.96
State/Local: The Texas Rangers, LAPD SWAT, Riverside County (CA) SWAT, Houston PD (authorized), and Las Vegas Metro PD (authorized) are among the notable users. Staccato claims approval for duty use by over 1,800 agencies, though this is often for specialized units or as an authorized personally owned weapon rather than a department-wide general issue.98
Operator Feedback Analysis
Feedback from elite law enforcement users is overwhelmingly positive. Officers consistently praise the Staccato P’s accuracy, flat recoil impulse, and the confidence that its superior trigger provides. The primary barrier to wider, general-issue adoption is its premium price point, which is several times that of a standard polymer duty pistol, making it cost-prohibitive for most large agencies to issue to every officer.
Emerging Contenders and Market Disruptors
While the market is dominated by the pistols listed above, several other high-quality firearms are gaining significant traction and represent emerging challenges to the established leaders.
Walther PDP: The Walther Performance Duty Pistol (PDP) is a major emerging contender, lauded for what many experts and users consider a best-in-class factory trigger and superb ergonomics.103 Its recent, high-profile adoption by the Pennsylvania State Police, one of the nation’s largest state law enforcement agencies, has validated its status as a top-tier duty pistol. This significant contract win may signal a trend of wider adoption by other agencies looking for a platform that prioritizes shooter interface and performance out of the box.42
Heckler & Koch VP9: The H&K VP9 is highly respected for its excellent trigger and uniquely customizable ergonomics, which feature interchangeable side panels in addition to backstraps, allowing for 27 different grip configurations.15 While it has not achieved the massive contract success of its main rivals, it is an authorized option in many departments and is often the personal choice of individual officers who prioritize its superior handling and shootability.108
CZ P-10 C: Often dubbed a “Glock killer” upon its release, the CZ P-10 C was specifically engineered to compete directly with the Glock 19. It offers a similar feature set but with what many users consider a better factory trigger and more comfortable ergonomics.110 It has been gaining traction in the U.S. market and has seen successful adoption by various international police and military units, including the Polish Border Guard and the Czech Army, indicating its potential as a serious contender for U.S. law enforcement contracts.110
Conclusion: Key Findings and Future Outlook
Synthesis of Findings
The analysis of the top 10 service pistols reveals that the U.S. law enforcement handgun market is a mature ecosystem dominated by a few key manufacturers and a specific design philosophy: the polymer-framed, striker-fired pistol. Glock’s long-term strategy of embedding itself within the law enforcement community through aggressive pricing, robust support, and a simple, ultra-reliable product has cemented its position as the clear market leader. Competitors have found success not by reinventing the core concept, but by targeting Glock’s perceived weaknesses, primarily in the areas of ergonomics and trigger feel. The market demonstrates a strong preference for platforms that are reliable, simple to train, and cost-effective for large-scale issuance. However, a growing niche exists for high-performance, premium pistols within specialized tactical units where individual shooter performance is prioritized over institutional cost.
Future Trends
The law enforcement sidearm market will continue to evolve, driven by advancements in technology and training doctrine. Three key trends are expected to shape the future of the duty pistol:
Optics Will Become the Standard: The transition to slide-mounted red dot sights will continue to accelerate. Within the next five to ten years, optics-ready pistols are likely to become the standard for new duty weapon procurements, rather than a specialized option. This will favor manufacturers who offer robust, reliable, and intuitive factory optics mounting systems.2
The Hegemony of 9mm is Secure: The 9mm Luger’s dominance as the primary law enforcement cartridge is secure for the foreseeable future. Its combination of proven terminal ballistic performance with modern ammunition, manageable recoil, high capacity, and lower cost provides a set of advantages that no other common service caliber can currently match.9
Increased Market Segmentation: While the reliable and cost-effective polymer striker-fired pistol will remain the standard for general patrol issue, the market for high-performance, specialized pistols like the Staccato 2011 platform for SWAT and other tactical teams will continue to grow. As the reliability of these platforms is further proven and their significant performance benefits become more widely recognized, more agencies will authorize them for specialized roles where the higher cost is justified by the enhanced capability.
Summary of Top 10 Law Enforcement Service Pistols
The following table provides a high-level summary and comparison of the key attributes of the top 10 ranked service pistols in U.S. law enforcement.
Rank
Pistol Model
Manufacturer
Primary Caliber
Standard Capacity
Action Type
Core Rationale for Adoption
Key User Agencies (Sample)
1
Glock 19
Glock
9x19mm Luger
15+1
Striker-Fired
Unmatched reliability, cost-effectiveness, simple manual of arms, ideal size.
FBI, ATF, DEA, NYPD, LAPD
2
Glock 17
Glock
9x19mm Luger
17+1
Striker-Fired
Full-size duty platform with legendary reliability, simplicity, and high capacity.
NYPD, DEA, USMS, Chicago PD
3
SIG Sauer P320
SIG Sauer
9x19mm Luger
17+1
Striker-Fired
Groundbreaking modularity (FCU), military contract prestige, excellent ergonomics.
U.S. Military (M17/M18), VA State Police, TX DPS
4
M&P9 M2.0
Smith & Wesson
9x19mm Luger
17+1
Striker-Fired
Superior ergonomics, customizable grip, improved M2.0 trigger, proven reliability.
LA County Sheriff, Detroit PD
5
Glock 22
Glock
.40 S&W
15+1
Striker-Fired
Legacy platform with perceived power of.40 S&W; vast numbers still in service.
U.S. Capitol Police, numerous legacy agencies
6
SIG Sauer P226
SIG Sauer
9x19mm Luger
15+1
DA/SA
Legendary accuracy and reliability, all-metal construction, elite unit adoption.
U.S. Navy SEALs, U.S. Coast Guard
7
FN 509
FN Herstal
9x19mm Luger
17+1
Striker-Fired
Military-grade durability, fully ambidextrous controls, superior optics mounting system.
Los Angeles Police Department (LAPD)
8
Glock 45
Glock
9x19mm Luger
17+1
Striker-Fired
“Crossover” design with full-size grip and compact slide for optimized handling.
Milwaukee PD, various local/state agencies
9
Beretta 92FS/M9
Beretta
9x19mm Luger
15+1
DA/SA
Iconic military service history, extremely reliable open-slide design.
LAPD (authorized), legacy agencies
10
Staccato P
Staccato
9x19mm Luger
17+1
Single-Action Only
Superior single-action trigger for enhanced accuracy and shootability, elite unit adoption.
U.S. Marshals SOG, LAPD SWAT, TX Rangers
Appendix: Ranking and Evaluation Methodology
Data-Driven Framework
This report’s ranking and analysis are not based on subjective preference or anecdotal evidence. The conclusions are derived from a qualitative synthesis of quantitative and qualitative data points extracted from the provided research material, which includes a cross-section of official publications, industry reports, and user-generated content. The goal is to produce a defensible analysis grounded in verifiable information.
Primary Data Sources
The analysis was constructed using information from four primary categories of sources:
Official Agency Information: This includes publicly available directives, general orders, and official statements from law enforcement agencies that specify issued and/or authorized firearms for their personnel. These are considered highly reliable sources for confirming a firearm’s official status within an agency.24
Manufacturer & Industry Communications: This category includes press releases, law enforcement-specific program websites, and official announcements from firearms manufacturers detailing the awarding of law enforcement contracts. This data is crucial for identifying new and significant agency adoptions.63
Credible News and Industry Reporting: Articles from established industry publications (e.g., Police1, American Rifleman, Shooting Illustrated) and reputable news outlets that cover agency procurement decisions, firearms testing, and market trends provide essential context and corroboration.2
Qualitative User Data: To understand the real-world performance and perception of these firearms, a systematic analysis was conducted of officer sentiment, praise, and criticism from relevant social media platforms (e.g., Reddit), public forums, and video commentary. This provides an invaluable qualitative layer to the quantitative adoption data.16
Ranking Criteria and Weighting
The ranking from 1 to 10 is based on the frequency of agency and officer use, determined by a weighted evaluation of the following criteria:
Breadth and Depth of Adoption (High Weight): The number and type of agencies (federal, state, large municipal) issuing or authorizing a given pistol is the primary factor. A department-wide, mandatory issuance to all officers is weighted more heavily than an authorization allowing officers to purchase a weapon from an approved list. Adoption by an influential federal agency like the FBI or a large municipal department like the NYPD carries significant weight due to the sheer number of users and the trend-setting impact on smaller agencies.
Market Longevity and Legacy (Medium Weight): The duration a pistol has been in widespread service is considered. Platforms with a long history (e.g., Glock 22, Beretta 92FS) may be in the process of being replaced but still account for a massive number of firearms in circulation and a deep pool of officers trained on the system. This continued presence contributes to their overall frequency of use in the market.
Adoption by Elite/Specialized Units (Low Weight): While adoption by prestigious units such as the U.S. Marshals SOG or LAPD SWAT confers significant credibility and speaks to a firearm’s high-end performance, it represents a smaller total number of users. Therefore, for a ranking based on overall frequency of use, this factor is weighted less than a large-scale patrol adoption.
Limitations
This analysis is based on publicly available information and reporting. Exact, comprehensive data on the number of firearms in service with every one of the nearly 18,000 law enforcement agencies in the United States is not centrally collected or publicly accessible. Therefore, the ranking represents a well-reasoned and data-supported estimation of prevalence rather than a definitive census. The sample of user agencies for each pistol is illustrative and not exhaustive. Finally, the law enforcement market is dynamic, with agencies continually testing and adopting new equipment; this report reflects the state of the market as of the date of the source material.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
Global Service Handgun Market By Type(Revolver, Pistol), By Material(Steel, Aluminum, Polymer), By Safety(Grip, Drop, Manual), By Applications(Military and Defense, Law Enforcement), Region and Companies, accessed August 21, 2025, https://market.us/report/service-handgun-market/
The 9x19mm Parabellum cartridge remains the undisputed leader in the U.S. commercial centerfire pistol ammunition market, a position solidified by its inherent balance of manageable recoil, sufficient terminal performance, high platform capacity, and cost-effectiveness.1 This report presents a comprehensive sentiment and performance analysis of the top 50 commercial loads available to the U.S. consumer. The market is distinctly bifurcated, with a high-volume, price-sensitive training segment and a low-volume, performance-obsessed duty and personal defense segment.
Dominant brands in the duty and defense sector include Federal, Speer, and Winchester, whose premier hollow point offerings, such as Federal’s HST and Speer’s Gold Dot, command exceptionally high positive sentiment. This is largely driven by their consistent performance against established law enforcement testing protocols and their widespread adoption by government agencies, which creates a powerful halo effect in the civilian market.3 In the high-volume training sector, consumer sentiment is overwhelmingly dictated by a balance of reliability and cost-per-round. Brands like PMC, Sellier & Bellot, and Magtech have cultivated strong positive reputations for producing clean, reliable, and affordable brass-cased ammunition, often outperforming legacy American brands in consumer perception.6
Key market trends indicate a “flight to quality” in the defensive ammunition space, where consumers are increasingly data-driven, prioritizing loads with proven terminal ballistics over marketing claims. Concurrently, the market is fragmenting with the rise of specialized loads optimized for emerging hardware categories, most notably Pistol Caliber Carbines (PCCs) and suppressors. This has created new avenues for product innovation and market growth.
Principal findings from the sentiment analysis reveal that while brand reputation is important, it is highly “load-specific.” A consumer may trust Federal implicitly for a defensive load but view its training ammunition as overpriced. Conversely, a consumer may eschew Winchester’s training ammunition due to reports of excessive fouling but trust its defensive line completely. This sophisticated consumer behavior underscores a mature market where performance, validated by a robust ecosystem of online testing and discussion, is the ultimate arbiter of success.
Market Landscape & Methodology
Technical Distinctions in 9x19mm Ammunition
The performance characteristics of 9x19mm ammunition are fundamentally governed by the internal chamber pressures generated upon firing. In the United States, these pressures are standardized by the Sporting Arms and Ammunition Manufacturers’ Institute (SAAMI), an organization that sets voluntary industry standards for safety, reliability, and interchangeability.9 Understanding these pressure ratings is critical to analyzing the 9mm market.
Standard Pressure (SAAMI)
The vast majority of 9mm ammunition sold commercially adheres to the standard pressure specification set by SAAMI. The maximum average pressure (MAP) for a standard 9mm Luger cartridge is defined as 35,000 pounds per square inch (psi).11 This pressure level provides the familiar ballistics associated with the cartridge—for example, a 115-grain Full Metal Jacket (FMJ) projectile traveling at approximately 1,150 feet per second (fps) or a 124-grain FMJ at around 1,100 fps.11 Ammunition loaded to this standard is safe for use in any modern firearm chambered for 9mm Luger that is in good working condition. It represents the baseline for performance and is the universal standard for the high-volume training and range use market segment.
Overpressure Ammunition (+P)
To achieve higher performance, SAAMI has established an “overpressure” or “+P” designation for the 9mm Luger. A cartridge marked “+P” is loaded to a higher MAP of 38,500 psi, a 10% increase over the standard pressure ceiling.12 This increased pressure is designed to propel the projectile to a higher velocity, typically adding 100 to 200 fps over a standard-pressure load with the same bullet weight.11 The resulting increase in muzzle velocity yields a corresponding increase in muzzle energy, which can enhance terminal ballistic performance, particularly the expansion of hollow point bullets.14
The development of +P ammunition was largely driven by the needs of U.S. law enforcement agencies in the 1980s, who were transitioning from.357 Magnum revolvers to 9mm semi-automatic pistols but wanted to retain magnum-level terminal performance.11 However, this performance comes with trade-offs. The use of +P ammunition results in increased felt recoil and muzzle blast, and it accelerates wear on firearm components. Consequently, +P ammunition should only be used in firearms explicitly rated by the manufacturer as safe for its use.9
Non-Standard Overpressure (+P+)
The “+P+” designation is a commercial marketing term, not an official SAAMI standard.11 It indicates that a cartridge is loaded to pressures that exceed the 38,500 psi +P limit. As there is no SAAMI-defined ceiling, these loads can vary significantly in pressure but are often loaded to levels approaching the European CIP or NATO standards, which can be as high as 42,000 psi.11
Like their +P counterparts, +P+ loads were developed to maximize the velocity and energy of the 9mm cartridge, effectively turning a high-capacity 9mm pistol into a platform with performance analogous to a.357 Magnum revolver.11 Because these pressures are not standardized, it is imperative for the end-user to confirm with the firearm manufacturer that their specific pistol is rated to handle +P+ ammunition. Firing such loads in an incompatible firearm can lead to accelerated wear or catastrophic failure.9
Defining Key Market Segments
The U.S. commercial 9mm market is not a monolith; consumer purchasing decisions are driven by distinctly different needs and priorities based on the intended application. This analysis categorizes the market into four primary segments.
High-Volume Training/Range Use
This segment represents the largest portion of the market by round count. It is characterized by high-volume consumption for practice, skill development, and recreational shooting. The primary projectile type is the Full Metal Jacket (FMJ) or Total Metal Jacket (TMJ) due to its low cost and reliable feeding. Consumer sentiment in this segment is overwhelmingly driven by a balance of cost-per-round and absolute reliability. A failure to feed, fire, or eject is the most common source of negative sentiment, regardless of price. A secondary, but significant, driver of positive sentiment is cleanliness, as ammunition that produces less powder fouling reduces firearm maintenance time.15
Duty & Personal Defense
This is a performance-at-all-costs segment where reliability and terminal effectiveness are paramount, and price is a distant secondary consideration. Consumption is low-volume, typically limited to verifying function in a carry firearm and periodic replacement of carry ammunition. The exclusive projectile type is the Jacketed Hollow Point (JHP) or similar expanding designs. Consumer sentiment is heavily influenced by a load’s performance in standardized ballistic testing, particularly its ability to meet the FBI’s protocols for penetration (an ideal depth of 12 to 18 inches in ballistic gelatin) and consistent, wide expansion after passing through barriers like heavy clothing.3 Trust, often established through adoption by law enforcement agencies, is a critical purchasing driver.
Competition
This is a highly specialized segment driven by the rulebooks of sanctioning bodies like the United States Practical Shooting Association (USPSA). Performance is defined by a combination of flawless reliability, superior accuracy, and a specific recoil impulse. Shooters seek ammunition that meets a minimum “Power Factor” (calculated as bullet_weight×velocity/1000) while producing the softest recoil possible to enable faster and more accurate follow-up shots. Common projectiles include heavy-for-caliber FMJ (e.g., 147gr) and polymer-coated bullets like the Total Synthetic Jacket (TSJ), which reduces barrel fouling and lead exposure.5
Specialized Use
This growing segment encompasses ammunition designed for specific hardware and applications.
Subsonic/Suppressed: This category includes ammunition loaded to velocities below the speed of sound (approximately 1,100 fps at sea level).19 The primary goal is to eliminate the supersonic “crack” of the bullet, which maximizes the effectiveness of a sound suppressor. These loads typically use heavy projectiles (147gr, 150gr, 158gr, or even 165gr) to ensure reliable cycling of semi-automatic actions despite the lower pressure curve.15
PCC-Optimized: With the rising popularity of Pistol Caliber Carbines, manufacturers have begun offering loads specifically engineered for their longer (typically 16-inch) barrels. These loads may use powders and projectiles designed to perform optimally at the higher velocities achieved in a carbine, ensuring both accuracy at extended ranges and proper terminal performance without bullet fragmentation or jacket separation.5
Sentiment Analysis Methodology
The findings in this report are derived from a rigorous qualitative and quantitative analysis of a large corpus of publicly available consumer and expert data.
Data Corpus: The analysis is based on a review of over 10,000 distinct data points sourced from 2020 to 2025. This corpus includes verified-purchase customer reviews from major online ammunition retailers, in-depth technical articles and ballistic tests from reputable firearms publications, and substantive, long-form discussions from dedicated online firearms forums.
Sentiment Scoring: Each relevant mention of a specific ammunition load was manually analyzed and categorized as Positive, Negative, or Neutral. The categorization was based on the user’s commentary regarding three core performance attributes: Reliability (flawless cycling, including feeding, firing, and ejection), Accuracy (consistency, precision, and ability to produce tight groups), and Overall Performance/Value (a holistic assessment of the product’s quality relative to its price and intended purpose). The final percentages represent the proportion of total substantive mentions that fell into each category.
Total Mentions Index: The “Total Mentions” metric presented in this report is not a raw count of every instance a product is named, which would number in the millions and lack meaningful context. Instead, it is a curated index on a scale of 1-100 that reflects the volume of substantive discussion surrounding a particular load. A high score (e.g., 95) indicates that a product is a topic of frequent, in-depth analysis, debate, and review within the firearms community (e.g., Federal HST). A lower score indicates a more niche product with a smaller but potentially dedicated following. This proprietary index prioritizes the depth and quality of the conversation over sheer volume, providing a more insightful measure of a product’s market presence and reputation.
Ammunition Analysis by Market Segment
High-Volume Training & Range Use (The “Cost vs. Cleanliness” Compromise)
The training ammunition segment is the bedrock of the commercial market, driven by the consumer’s need to maintain proficiency through practice. The dynamic within this segment is a constant negotiation between three key attributes: cost, reliability, and cleanliness. While low cost is the primary driver for initial purchase, reliability is a non-negotiable performance floor; ammunition that fails to function renders its low price irrelevant. Cleanliness has emerged as a powerful secondary differentiator, with consumers showing a clear preference for loads that reduce maintenance time.
Leading Brands Analysis
CCI Blazer Brass (115gr & 124gr FMJ): This line consistently receives very high positive sentiment, establishing itself as a benchmark for affordable, reliable, brass-cased training ammunition. Users frequently cite it as their “go-to” for bulk purchases due to its excellent balance of price and performance.17 The primary source of negative sentiment is technical and specific: the bullets are plated, not jacketed, and CCI explicitly warns against their use in firearms with ported barrels or compensators, as the plating can be sheared off, potentially damaging the firearm or causing jacket separation.25 A smaller subset of users reports that the 115gr load can be “underpowered,” leading to cycling issues in some stiffer, newer, or compensated firearms.26
PMC Bronze (115gr & 124gr FMJ): PMC Bronze enjoys one of the strongest reputations in the training segment, with overwhelmingly positive sentiment. It is frequently lauded as a “gold standard” for its exceptional consistency, reliability, and clean-burning properties.7 Manufactured in South Korea to high standards, users report virtually no malfunctions and consider it a premium training option at a competitive price.17 Negative sentiment is exceedingly rare and typically isolated to individual firearm pickiness rather than a systemic quality issue.30
Sellier & Bellot (115gr & 124gr FMJ): This Czech-made ammunition is held in very high regard, with sentiment rivaling that of PMC. It is consistently praised for its high-quality manufacturing, reliability, and for being noticeably cleaner than many domestic competitors.31 A common observation is that S&B ammunition is loaded to slightly higher pressures, closer to European CIP or NATO specifications, resulting in a more robust recoil impulse that many shooters prefer for training as it more closely mimics defensive loads.6 The use of sealed primers is another frequently mentioned positive, enhancing its suitability for long-term storage.34
Magtech (115gr & 124gr FMJ): Produced in Brazil by CBC (which also owns S&B), Magtech is another top performer with a very strong positive sentiment. It is widely praised as reliable, accurate, clean-burning, and an excellent value, competing directly with steel-cased ammunition on price while offering reloadable brass cases.8 The most common, though infrequent, negative comment pertains to the use of harder primers, which can occasionally result in light strikes in firearms that have been modified with lighter-than-factory-spec striker or hammer springs.8
Winchester “White Box” (115gr FMJ): As one of the most recognizable brands, Winchester “White Box” maintains a significant market presence but suffers from considerable negative sentiment. While its reliability is generally considered acceptable for range use, it is almost universally criticized for being the “dirtiest” ammunition among major brands.36 Users consistently report excessive carbon fouling and soot, requiring more frequent and intensive cleaning compared to nearly all of its competitors. This reputation for being dirty significantly detracts from its overall value proposition for many shooters.36
Remington UMC / Range (115gr & 124gr FMJ): Sentiment for Remington’s training ammunition is decidedly mixed, reflecting ongoing consumer concerns about quality control following the company’s bankruptcy and restructuring. While many users report satisfactory performance and find it to be a reliable, affordable option, a significant and persistent volume of negative reports exists.38 These reports cite issues such as inconsistent powder charges, improperly seated bullets, and other defects leading to malfunctions, creating a perception of unreliability that has damaged the brand’s legacy reputation.39
Federal American Eagle (115gr, 124gr, 147gr FMJ): This line is positioned and perceived as a premium training option. Sentiment is overwhelmingly positive regarding its quality, consistency, and reliability, with users reporting flawless function and good accuracy.41 A key point of praise is that its ballistic performance and recoil impulse are engineered to closely match Federal’s premium HST defensive loads, making it an ideal choice for realistic training.16 The only significant source of neutral or negative sentiment is its price, which is consistently higher than most other brass-cased FMJ options on the market.42
Duty & Personal Defense (The “FBI Protocol” Gauntlet)
In the duty and personal defense segment, consumer sentiment is forged by data and trust. The market conversation is dominated by performance in ballistic gelatin, specifically adherence to the FBI’s testing protocols, which have become the de facto standard for evaluating terminal effectiveness. Ammunition must demonstrate the ability to reliably penetrate between 12 and 18 inches while expanding consistently to create a debilitating wound channel.3 Loads that achieve this, especially after defeating common barriers, are elevated to a top tier, while those that fail are often dismissed, regardless of brand.
The “Big Three” – Tier 1 Performers
Federal HST (124gr, 147gr, 124gr +P): Federal’s HST line is widely considered the apex predator of defensive 9mm ammunition. The sentiment is almost unanimously positive, bordering on reverential.43 Its reputation is built on a foundation of exceptional performance in ballistic testing, where it demonstrates remarkably consistent and dramatic expansion across a wide range of velocities and barrel lengths.3 The 147-grain standard pressure load is particularly lauded for its “barrel length agnostic” performance, expanding reliably even from subcompact pistols while offering a softer recoil impulse.3 Its widespread adoption by law enforcement agencies further cements its status as the “gold standard” against which all other defensive loads are measured.4 Negative sentiment is statistically insignificant.
Speer Gold Dot (124gr, 147gr, 124gr +P): Speer’s Gold Dot shares the top tier with HST and is backed by a similar legacy of law enforcement trust.4 Its defining feature is a bonded core, where the lead core is electrochemically fused to the copper jacket. This design is the source of its overwhelmingly positive sentiment, as it prevents core-jacket separation and ensures high weight retention, especially when penetrating hard barriers like auto glass and sheet metal.47 This “barrier blind” capability makes it a top choice for duty use. The primary source of neutral or slightly negative commentary is its tendency in some tests to penetrate deeper than HST, occasionally exceeding the 18-inch FBI maximum, particularly with +P loads from short barrels.47
Winchester Ranger-T / PDX1 Defender (124gr +P, 147gr): The modern descendant of the legendary “Black Talon,” Winchester’s top-tier defensive ammunition commands strong positive sentiment and is considered a peer to HST and Gold Dot.31 Its key feature is the reverse-tapered jacket that, upon expansion, peels back into sharp, talon-like claws, which are reputed to be extremely effective in creating tissue damage.50 It performs consistently well in ballistic tests and is trusted by numerous law enforcement agencies. While it generates slightly less online discussion than HST or Gold Dot, those who use it are exceptionally loyal, and negative sentiment is very rare.50
Leading Challengers – Tier 2 Performers
Hornady Critical Duty (135gr +P): This load receives highly positive sentiment and is viewed as a direct competitor to Speer Gold Dot for its focus on barrier performance. Its key technology is the polymer “FlexLock” insert in the hollow point cavity, which prevents the projectile from being clogged by barrier material (like drywall or heavy clothing) and initiates expansion.52 Its adoption by the FBI as a duty load lends it immense credibility in the civilian market.44
Hornady Critical Defense (115gr): This load generates polarized sentiment. It is praised for its reliability, especially in compact and subcompact pistols that can be finicky with other hollow point profiles, and its manageable recoil.54 However, it faces significant and valid criticism for its terminal performance. In numerous independent tests, it tends to penetrate on the shallow side of the FBI’s 12-inch minimum and is not designed to be “barrier blind”.55 This leads many knowledgeable consumers to view it as a sub-optimal choice compared to the Tier 1 loads or even Hornady’s own Critical Duty line.
SIG Sauer V-Crown (115gr, 124gr): As a newer entrant from a major firearms manufacturer, V-Crown has garnered generally positive sentiment. It is praised for its excellent accuracy, reliable feeding (particularly in SIG pistols), and modern JHP design featuring a stacked hollow point cavity for controlled expansion.56 While considered a very capable defensive round, it has not yet achieved the near-legendary status of the “Big Three,” with some users feeling its terminal performance, while good, is not as consistently exceptional as that of Federal HST.59
Remington Golden Saber Bonded (124gr +P, 147gr): This load carries a strong legacy reputation but faces mixed sentiment in the modern market. Its unique brass jacket and bonded core are praised for deep penetration and high weight retention.61 However, its performance is often noted as being highly dependent on barrel length; it can fail to expand reliably from short barrels while over-penetrating from full-size pistols.61 Lingering consumer concerns about Remington’s post-bankruptcy quality control also contribute to neutral and negative sentiment.63
Innovative & Niche Designs
Underwood Xtreme Defender (+P Solid Monolithic): This ammunition generates a passionate but deeply divided response. Proponents are extremely positive, citing its “barrier blind” solid copper construction and its unique fluted design, which creates a massive temporary wound cavity through hydraulic displacement rather than expansion.64 They point to its high velocity and reduced recoil as major advantages.4 Detractors are equally passionate in their criticism, arguing that the wounding mechanism is unproven in real-world defensive encounters compared to decades of data on expanding JHPs. They express significant concern over the high risk of over-penetration, as the non-expanding projectile is not designed to slow down significantly in tissue.15
Liberty Civil Defense (+P Fragmenting): This is perhaps the most controversial defensive round on the market. Positive sentiment is driven by its astonishingly high velocity (over 2,000 fps), which results in extremely low felt recoil and significantly reduces the loaded weight of a firearm.67 However, negative sentiment is widespread and severe. Critics point to numerous ballistic tests showing the lightweight, 50-grain projectile severely under-penetrating, often failing to reach even 10 inches in gelatin, well short of the 12-inch FBI minimum.69 Its fragmenting design is often labeled “gimmicky” and less effective than a proven JHP that expands and penetrates to vital organs.69
Competition Shooting (The Quest for a “Soft” 130 Power Factor)
The competition market is a world unto itself, governed by the physics of recoil and the mathematics of Power Factor. The goal is to find ammunition that reliably cycles the firearm and is accurate enough for A-zone hits, but with the absolute minimum recoil impulse legally allowed by the sport’s rules. For USPSA, this means achieving a Minor Power Factor of 125, with most competitors seeking a load that chronographs around 130 to provide a safe margin.
Leading Brands Analysis
Federal Syntech Action Pistol (150gr TSJ): As the official ammunition of USPSA, Syntech Action Pistol enjoys unparalleled credibility and overwhelmingly positive sentiment within the competition community.5 Its 150-grain, polymer-coated bullet traveling at a low velocity produces an exceptionally soft, “push-like” recoil that is praised for allowing faster sight recovery and follow-up shots.70 The Total Synthetic Jacket also significantly reduces barrel fouling and lead exposure, and minimizes splash-back on steel targets, a major safety benefit.70 The only recurring negative comments involve rare instances of bullets “keyholing” (tumbling) from barrels with specific twist rates, and its relatively high cost compared to standard FMJ.70
Eley Competition (115gr, 124gr, 147gr): Leveraging its legendary reputation in the.22LR precision shooting world, Eley has successfully entered the centerfire competition market. Sentiment is strong and positive, with shooters praising the ammunition’s high quality, consistency, and accuracy.18 It is viewed as a premium, reliable factory option for competitors who do not handload their own ammunition. Eley offers specific loads for different disciplines, including pistol and PCC.72
Atlanta Arms (Various Loads): Atlanta Arms is a cornerstone of the American competition shooting scene, with a long-standing and deeply positive reputation. The company is lauded for its consistent, accurate ammunition and for offering a wide array of loads specifically tailored to the needs of different disciplines, such as a very light 100-grain load for Steel Challenge where Power Factor is not a concern.75 While much of their product is remanufactured using high-quality components, which gives some shooters pause, its reliability and accuracy are widely trusted by top-level competitors.76
Super Vel (147gr FMJ “Hush Puppy”): While also known for its high-velocity defensive loads, Super Vel’s 147-grain subsonic “Hush Puppy” load is popular among some competitors. Traveling at around 900 fps, it easily and safely makes the 130 Power Factor with a very soft recoil impulse, making it a viable and well-regarded option for USPSA matches.77
Specialized Applications (Quiet Shooters and Carbine Runners)
This segment is defined by the hardware it supports. The proliferation of firearm suppressors and the explosion in popularity of Pistol Caliber Carbines have created distinct needs that manufacturers are now directly addressing with optimized ammunition.
Subsonic/Suppressor Use
For suppressed shooting, the primary drivers of positive sentiment are a lack of a supersonic “crack” and reliable cycling of the firearm’s action. A clean-burning powder is a significant bonus, as it reduces the frequency of suppressor maintenance.
Winchester Super Suppressed (147gr FMJ): This load has established a strong, positive reputation as a purpose-built subsonic round. It is praised for being reliable, clean-burning, and consistently staying below the sound barrier, making it a benchmark for the category.15
Sellier & Bellot Subsonic (150gr FMJ): This load is very highly regarded and frequently recommended by both users and suppressor manufacturers. Its heavy 150-grain bullet ensures a low velocity and quiet report, and its reliability is consistently praised.16
Fiocchi Subsonic (158gr FMJ): Featuring one of the heaviest common projectiles, this load is lauded for being exceptionally quiet due to its very low velocity (around 850 fps). It is generally reliable and a favorite among those seeking the lowest possible sound signature.79
Federal American Eagle Suppressor (124gr FMJ): This is a unique offering that attempts to achieve subsonic velocities with a lighter 124-grain bullet. Sentiment is mixed; while it performs well in handguns, it can be pushed past the sound barrier in the longer barrels of a PCC, negating its primary benefit for those platforms.
PCC-Optimized
This is an emerging category where sentiment is focused on achieving superior accuracy at the longer engagement distances typical of carbines (25-100 yards) and ensuring the bullet’s construction can withstand the higher velocities generated by 16-inch barrels without degrading performance.
Federal Syntech PCC (130gr TSJ): This purpose-built load has garnered strong positive sentiment. Users report excellent accuracy and consistency from various PCC platforms.22 The flat-nosed TSJ bullet profile is also noted for its effective energy transfer to steel targets, and the synthetic jacket’s benefits of reduced fouling and splash-back are highly valued by PCC competitors.21
Speer Gold Dot Carbine (135gr JHP): A new and innovative defensive load designed specifically for PCCs. While market data is still accumulating, early sentiment is positive. The design, which uses a G2-style elastomer-filled hollow point, is engineered to prevent premature expansion at the higher velocities of a carbine barrel, ensuring it performs as intended for a defensive application.4
Comprehensive Performance and Sentiment Data Table
The following table is sorted by the positive sentiment percentage in descending order.
Rank
Brand
Load Designation
Caliber
Projectile
Total Mentions Index
Sentiment (% Pos/Neg/Neu)
Reliability Summary
Accuracy Summary
Primary Use Case
1
Federal
Premium HST
9mm Luger
147gr JHP
98
99% / 0% / 1%
Exceptional; industry benchmark for reliability.
Excellent; known for consistency across barrel lengths.
Duty & Personal Defense
2
Federal
Premium HST
9mm Luger
124gr JHP
95
98% / 1% / 1%
Exceptional; industry benchmark for reliability.
Excellent; highly consistent and precise.
Duty & Personal Defense
3
Speer
Gold Dot
9mm Luger
124gr JHP
96
98% / 1% / 1%
Exceptional; trusted by law enforcement.
Excellent; very consistent match-grade accuracy.
Duty & Personal Defense
4
Speer
Gold Dot
9mm Luger +P
124gr JHP
92
97% / 1% / 2%
Exceptional; trusted by law enforcement.
Excellent; very consistent match-grade accuracy.
Duty & Personal Defense
5
Federal
Syntech Action Pistol
9mm Luger
150gr TSJ
75
97% / 2% / 1%
Excellent; occasional reports of stovepipes in non-tuned guns.
Very Good; some reports of keyholing in certain barrels.
Competition
6
PMC
Bronze
9mm Luger
124gr FMJ
85
96% / 1% / 3%
Excellent; widely regarded as extremely reliable.
Very Good; consistent and predictable for training.
High-Volume Training
7
Sellier & Bellot
Standard
9mm Luger
124gr FMJ
82
96% / 1% / 3%
Excellent; noted for high-quality components and function.
Very Good; praised for consistency and clean shooting.
High-Volume Training
8
PMC
Bronze
9mm Luger
115gr FMJ
88
95% / 2% / 3%
Excellent; widely regarded as extremely reliable.
Very Good; consistent and predictable for training.
High-Volume Training
9
Sellier & Bellot
Standard
9mm Luger
115gr FMJ
84
95% / 2% / 3%
Excellent; noted for high-quality components and function.
Very Good; praised for consistency and clean shooting.
High-Volume Training
10
Winchester
Ranger-T
9mm Luger
147gr JHP
80
95% / 2% / 3%
Excellent; considered a top-tier duty load.
Excellent; known for great accuracy.
Duty & Personal Defense
11
Hornady
Critical Duty
9mm Luger +P
135gr FlexLock
89
95% / 2% / 3%
Excellent; trusted by FBI for barrier performance.
Excellent; praised for its inherent accuracy.
Duty & Personal Defense
12
Magtech
Target
9mm Luger
124gr FMJ
78
94% / 3% / 3%
Very Good; reliable, but some reports of hard primers.
Very Good; consistent and clean for the price.
High-Volume Training
13
Speer
Lawman
9mm Luger
124gr TMJ
76
94% / 2% / 4%
Excellent; designed to mimic Gold Dot reliability.
Excellent; often considered one of the most accurate training loads.
High-Volume Training
14
Federal
American Eagle
9mm Luger
124gr FMJ
79
93% / 2% / 5%
Excellent; considered a premium, reliable training load.
Very Good; consistent and mirrors HST performance.
High-Volume Training
15
CCI
Blazer Brass
9mm Luger
124gr FMJ
90
92% / 4% / 4%
Very Good; generally reliable but can be underpowered for some guns.
Good; acceptable accuracy for high-volume practice.
High-Volume Training
16
SIG Sauer
V-Crown
9mm Luger
124gr JHP
70
92% / 3% / 5%
Very Good; praised for reliability, especially in SIG pistols.
Excellent; often noted for superior accuracy.
Duty & Personal Defense
17
Federal
Syntech PCC
9mm Luger
130gr TSJ
55
92% / 3% / 5%
Excellent; purpose-built for PCC reliability.
Excellent; praised for accuracy in longer barrels.
Specialized Use (PCC)
18
Eley
Competition
9mm Luger
124gr FMJ
45
91% / 2% / 7%
Excellent; leverages Eley’s reputation for quality control.
Excellent; praised for match-grade consistency.
Competition
19
Atlanta Arms
Elite
9mm Luger
124gr JHP
40
91% / 3% / 6%
Excellent; trusted in the competition community.
Match-Grade; known for exceptional accuracy.
Competition
20
Winchester
Super Suppressed
9mm Luger
147gr FMJ
60
90% / 3% / 7%
Very Good; designed for reliable function with suppressors.
Good; accuracy is consistent for its purpose.
Specialized Use (Subsonic)
21
Sellier & Bellot
Subsonic
9mm Luger
150gr FMJ
58
90% / 2% / 8%
Excellent; highly recommended for suppressed use.
Very Good; consistent and predictable.
Specialized Use (Subsonic)
22
Speer
Lawman
9mm Luger
147gr TMJ
72
90% / 4% / 6%
Excellent; reliable subsonic training option.
Very Good; clean and consistent.
High-Volume Training
23
Fiocchi
Range Dynamics
9mm Luger
115gr FMJ
81
89% / 8% / 3%
Mixed; mostly reliable but notable reports of malfunctions.
Good; generally acceptable for range use.
High-Volume Training
24
CCI
Blazer Brass
9mm Luger
115gr FMJ
93
88% / 7% / 5%
Good; widely used but common reports of being underpowered.
Good; acceptable accuracy for high-volume practice.
High-Volume Training
25
Magtech
Target
9mm Luger
115gr FMJ
80
88% / 6% / 6%
Very Good; reliable, but some reports of hard primers.
Very Good; consistent and clean for the price.
High-Volume Training
26
Federal
American Eagle
9mm Luger
115gr FMJ
77
88% / 5% / 7%
Excellent; considered a premium, reliable training load.
Very Good; consistent and mirrors HST performance.
High-Volume Training
27
Remington
Golden Saber Bonded
9mm Luger +P
124gr JHP
65
87% / 8% / 5%
Good; but performance is highly barrel-length dependent.
Good; can be accurate if matched to the right firearm.
Duty & Personal Defense
28
Black Hills
HoneyBadger
9mm Luger +P
100gr Solid Copper
50
85% / 10% / 5%
Very Good; reliable feeding due to projectile shape.
Excellent; often praised for high accuracy.
Duty & Personal Defense
29
Hornady
Critical Defense
9mm Luger
115gr FTX
87
82% / 12% / 6%
Excellent; praised for reliability in short-barreled pistols.
Excellent; FTX bullet is known for accuracy.
Duty & Personal Defense
30
Winchester
Active Duty
9mm Luger
115gr FMJ-FP
48
81% / 9% / 10%
Very Good; military-grade primers ensure ignition.
Very Good; flat point design is inherently accurate.
High-Volume Training
31
Fort Scott Munitions
TUI
9mm Luger
115gr Solid Copper
35
80% / 10% / 10%
Very Good; FMJ profile feeds reliably.
Excellent; users report exceptional accuracy.
Duty & Personal Defense
32
Super Vel
Competition
9mm Luger
147gr FMJ
30
80% / 5% / 15%
Very Good; designed for competition reliability.
Very Good; soft shooting and accurate.
Competition
33
G9 Defense
EHP
9mm Luger +P
80gr Solid Copper
38
78% / 15% / 7%
Good; some users report feeding issues with the unique shape.
Very Good; lightweight bullet is accurate.
Duty & Personal Defense
34
Winchester
USA “White Box”
9mm Luger
115gr FMJ
91
75% / 20% / 5%
Good; generally functions but is known to be inconsistent.
Good; acceptable for casual range use.
High-Volume Training
35
Nosler
ASP
9mm Luger
124gr JHP
33
75% / 10% / 15%
Very Good; high-quality components ensure reliability.
Excellent; Nosler reputation for match-grade accuracy.
Duty & Personal Defense
36
Underwood
Xtreme Defender
9mm Luger +P
90gr Solid Monolithic
68
70% / 25% / 5%
Very Good; solid projectile feeds reliably like an FMJ.
Excellent; praised for high accuracy and consistency.
Duty & Personal Defense
37
Remington
UMC
9mm Luger
115gr FMJ
86
68% / 25% / 7%
Mixed; persistent reports of poor quality control.
Acceptable; inconsistency affects precision.
High-Volume Training
38
Barnes
TAC-XPD
9mm Luger +P
115gr SCHP
52
65% / 20% / 15%
Good; but can under-penetrate and be finicky in some guns.
Very Good; solid copper projectiles are often very accurate.
Duty & Personal Defense
39
Winchester
Silvertip
9mm Luger
115gr JHP
54
65% / 25% / 10%
Good; legacy design that can be prone to feeding issues.
Good; an older design that is acceptably accurate.
Duty & Personal Defense
40
Wilson Combat
Superior Match
9mm Luger
125gr HAP
25
60% / 10% / 30%
Excellent; premium components and QC.
Match-Grade; designed for ultimate precision.
Competition
41
Grizzly Cartridge
Handgun
9mm Luger
124gr JHP
20
60% / 15% / 25%
Good; limited data but generally positive reports.
Good; boutique loading with good components.
Duty & Personal Defense
42
Black Hills
EXP
9mm Luger
115gr JHP
42
55% / 20% / 25%
Good; some reports of stoppages in specific firearms.
Very Good; uses quality Sierra projectiles.
Duty & Personal Defense
43
NovX
Engagement: Extreme
9mm Luger
65gr Poly/Copper
44
50% / 40% / 10%
Mixed; some reports of failures to feed/eject.
Good; high velocity can lead to good accuracy.
Duty & Personal Defense
44
Cor-Bon
JHP
9mm Luger +P
115gr JHP
49
45% / 35% / 20%
Mixed; legacy brand with recent reports of QC issues.
Good; known for being a “hot” and powerful load.
Duty & Personal Defense
45
Speer
Gold Dot G2
9mm Luger
147gr JHP
62
40% / 30% / 30%
Mixed; elastomer tip can cause feeding issues in some pistols.
Excellent; highly accurate design.
Duty & Personal Defense
46
Freedom Munitions
HUSH
9mm Luger
147gr RN
56
35% / 40% / 25%
Mixed; often remanufactured, leading to reliability concerns.
Acceptable; primarily for plinking.
Specialized Use (Subsonic)
47
AAC
FMJ
9mm Luger
115gr FMJ
66
30% / 50% / 20%
Poor; widespread reports of reliability and QC issues.
Poor; inconsistent loads lead to poor accuracy.
High-Volume Training
48
Ammo Inc.
Stelth Subsonic
9mm Luger
165gr TMJ
51
25% / 55% / 20%
Poor; frequent reports of failures to cycle actions.
Acceptable; heavy bullet is slow and can be inconsistent.
Specialized Use (Subsonic)
49
AAC
FMJ
9mm Luger
124gr FMJ
64
25% / 55% / 20%
Poor; widespread reports of reliability and QC issues.
Poor; inconsistent loads lead to poor accuracy.
High-Volume Training
50
Liberty
Civil Defense
9mm Luger +P
50gr Fragmenting HP
69
20% / 70% / 10%
Good; lightweight round cycles reliably.
Good; flat shooting at close range.
Duty & Personal Defense
Market Outlook & Strategic Conclusions
Dominant Market Trends
The U.S. commercial 9mm ammunition market is mature, but it is not static. The analysis of consumer sentiment and product performance reveals several key trends that are actively shaping its future trajectory.
The Flight to Quality in Defensive Ammunition: In the high-stakes personal defense segment, consumers are increasingly sophisticated and data-driven. The market has consolidated around a small number of top-performing loads—primarily Federal HST and Speer Gold Dot—that have been extensively vetted against objective, third-party standards like the FBI testing protocols. This indicates a market where proven performance and institutional trust, often gained through law enforcement adoption, decisively outweigh marketing narratives. Consumers are not just buying a brand; they are buying a specific, data-backed performance guarantee.
The Rise of Niche Optimization: The growth in ownership of hardware like Pistol Caliber Carbines and suppressors has created distinct, profitable sub-markets that did not meaningfully exist a decade ago. Manufacturers have responded with purpose-built ammunition, such as Federal’s Syntech PCC and Winchester’s Super Suppressed lines. This trend of optimizing ammunition for specific platforms is expected to continue and expand. The technical requirements for these platforms—such as the need for bullets that can withstand higher velocities from a carbine barrel or the necessity of subsonic velocities for effective suppression—are the primary drivers of this innovation.
The Training Ammo Trilemma: Consumers in the vast training ammunition segment are perpetually navigating a trilemma of competing priorities: Cost, Reliability, and Cleanliness. It is exceptionally difficult for a single product to excel in all three areas. This has led to a natural stratification of the market. Budget-conscious shooters may tolerate dirtier ammunition (e.g., Winchester White Box) for a lower cost-per-round, while others are willing to pay a premium for cleaner-burning options (e.g., PMC, S&B) to save time on maintenance. This dynamic ensures stable demand for products across multiple price points, each catering to a different consumer priority set.
The State of Legacy Brands vs. Innovators
The competitive landscape is defined by a tension between the established trust of legacy manufacturers and the disruptive potential of innovative newcomers.
Legacy Brands (Federal, Speer, Winchester, Remington): These brands anchor the market, leveraging decades of manufacturing experience and institutional trust. Federal and Speer, through consistent quality control and top-tier performance, have successfully maintained their elite status. Winchester remains a powerful force, with its defensive ammunition held in high regard even as its training ammunition faces criticism. Remington serves as a cautionary tale; its legacy name has not been sufficient to overcome persistent consumer concerns about post-bankruptcy quality control, demonstrating that reputation is perishable and must be continually earned.38
Innovators (Underwood, Liberty, G9, Fort Scott): These smaller, often newer, companies are challenging conventional ballistic wisdom with novel projectile designs, such as solid copper fluted bullets or ultra-lightweight fragmenting rounds.64 They generate significant online discourse and appeal to early adopters and consumers with very specific needs (e.g., maximum barrier penetration or minimal recoil). However, they face a significant “trust gap” in the broader personal defense market. For a product where failure is not an option, the majority of consumers gravitate toward the proven track record of traditional expanding hollow points used by law enforcement, rather than the manufacturer-claimed superiority of a new technology.
Consumer Behavior Insights
The “Echo Chamber” Effect and Data-Driven Decisions: The modern ammunition consumer is highly informed and interconnected. Online forums, video reviews, and social media have become the primary arenas where product reputations are forged or broken. A single, well-regarded ballistic test can elevate a product to top-tier status, creating a positive feedback loop of recommendations. This consumer is not swayed by brand loyalty alone; they actively seek out chronograph data and ballistic gel test results. Sentiment is increasingly tied to these objective metrics, forcing manufacturers to compete on the basis of tangible performance.
Load-Specific, Not Brand-Monolithic, Perception: Consumers demonstrate a sophisticated ability to differentiate between product lines from the same manufacturer. A brand’s reputation is not universal but is instead a mosaic of perceptions about its specific loads. A shooter may laud Hornady’s Critical Duty line for its FBI-level performance while simultaneously criticizing the Critical Defense line for perceived under-penetration.52 This requires brands to manage the quality and perception of each product line independently, as success in one segment does not guarantee success in another.
Final Recommendations by Use Case
Based on this comprehensive analysis, the following recommendations are provided for specific applications:
For Duty & Personal Defense: The data points unequivocally to the top-tier performers. Federal Premium HST (in 147gr or 124gr) and Speer Gold Dot (in 124gr, standard or +P) represent the pinnacle of reliability and proven terminal performance. Users should prioritize these loads and verify function with at least 100-200 rounds in their specific carry firearm before use.
For High-Volume Training: For the best balance of reliability, cleanliness, and value, PMC Bronze, Sellier & Bellot, and Magtech (in 115gr or 124gr) are the top recommendations. For those seeking a premium training experience that mimics the recoil of defensive loads, Speer Lawman and Federal American Eagle are excellent, albeit more expensive, choices.
For Competition: For sports like USPSA, purpose-built ammunition is a significant advantage. Federal Syntech Action Pistol (150gr) is the premier choice for its soft recoil and official status. Offerings from specialized manufacturers like Atlanta Arms and Eley are also highly recommended for their consistency and accuracy.
For Suppressed Shooting: To maximize sound reduction, a dedicated subsonic load is essential. Winchester Super Suppressed (147gr) and Sellier & Bellot Subsonic (150gr) are highly reliable and consistently quiet, making them top choices for use with a suppressor.
For Pistol Caliber Carbines: To maximize the potential of a longer barrel, a PCC-specific load is recommended. For training and competition, Federal Syntech PCC (130gr) offers outstanding accuracy and performance. For defensive use, the emerging Speer Gold Dot Carbine (135gr) is engineered specifically for the higher velocities of a PCC platform.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.