As some of you may know from a previous post I did, my Big Rock would not feed Underwood 10mm ammo. Neither Armscor/Rock Island nor Underwood helped resolve my issue though Armscor did take the pistol back and tell me there was nothing wrong with it – probably with FMJ ball ammo.
At any rate, the solution came from a discussion with my friend and FFL, Scott Igert, of Modern Antique Firearms, about the mechanics of the 1911. A lot has to come together correctly for a 1911 pistol to work correctly. In watching the pistol jam, I could see that it always hung on the pronounced shoulder edge of the Underwood 10mm ammo right on the edge of the chamber.
Any 10mm ammo that did not have that pronounced shoulder fed just fine. In doing some digging, I elected to do two things.
First, I polished the feed ramp. To do this, I fieldstripped the Big Rock and removed the barrel for easy access.
I then used my cordless Dremel with with a felt bob and Flitz polish to give the feed ramp a mirror polish.
Second, I used one of the fine rubber POLISHING tips in my Dremel to polish the edge all the way around the chamber. To be clear, I am talking about light polishing and not removing a ton of material. Do not use a sanding wheel or you may take off too much material in the blink of an eye. Take your time and be patient. My goal was to enable the 10mm case’s shoulder to slide over and into the chamber vs. hanging. My recommendation is to always go light, test and repeat as needed.
After the polishing, I then used some of the big 10mm cleaning Q-Tips called “RamRodz” repeatedly along with visual inspection to make sure all the grit was gone and not mess up the testing. Yeah –the RamRodz look goofy because they are huge and caliber-specific but they sure make cleaning easy.
For me, it just took one try – even I was surprised. Whatever the case was catching on was either gone or rounded over. The feed problem was solved – round after round cycled perfectly with no more jamming.
A few months after this I decided to sell the Big Rock to move on to other projects. I can’t say that Armscor’s support impressed me given I had one of their top of the line pistols. I gave them a very elaborate explanation of what was happening and they did not resolve the problem whereas a good talk with someone with a lot of 1911 knowledge, Scott, did. It definitely shows there are benefits to having a smart friend.
In closing, I will go back to a recommendation I always make. Before you rely on a pistol, definitely practice with the ammo you plan to use to make sure everything works the way you want. The Big Rock liked S&B FMJ, SIG HPs and further crimped Underwoods from Scott but not the factory-direct Underwood 10mm ammo until I did the above tuning.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
Please note that I am not an attorney and this does not constitute legal advice.
The topic of 922r compliance and parts counts came up the other day as whether it applies to Short Barreled Rifles (SBR). In reading the conflicting ATF documentation, the last guidance given in technical branch letters from 2009 and 2010, the ATF does say it applies. I put it this was as you should look at the trend over time which does seem to point towards 922r being applicable.
I am a very conservative guy and always try to stay on the safe side of legal issues so I would recommend ensuring your SBR is compliant with the 922r parts count requirements. If you do this then you do not need to worry about it and I am sure there are folks who would disagree with me.
Here is the 2009 letter:
Here is the three page 2010 letter:
Again, please let me stress that I am not an attorney. If you have any questions on this, I would recommend doing your own research and/or retaining legal counsel.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
The Rock Island Armory Model 52000 Pro Match Ultra 6″ – 10mm pistol is affectionately known as the “Big Rock” to folks who own one. When I got mine, one of the few things I wanted to improve were the sights. The front fiber optic segment was a dim red and the back white dots were just paint. When I’d sight down the pistol, the sights didn’t really “jump” out and catch my eye the way I would like.
Scott Igert, owns Modern Antique Firearms, in Benton Harbor, MI, and is a good friend of mine. I told him about the sights because I knew he could upgrade them to be more visible. So, one day I ook the pistol to his shop and and snapped some photos while he worked his magic. Now Scott does this all the time so he has all the supplies on hand and knows exactly what to do, which was real obvious as I watched and he explained what he was doing.
First up was to replace the front fiber segment. He showed me how the fiber is held in place by flared ends that were created by heating the fiber. He simply snipped the fiber in the middle being careful not to hurt the rest of the sight that held it in place and then just pulled it out.
Next, we talked about the color of fiber I wanted and it was bright orange. He had these big lengths of fiber in different colors and diameters that he picked through to get the one that would fit the Big Rock, cut it longer than needed and scraped it until the outside diameter was such that it could slide into the old sight base’s holders for the fiber.
Scott gave the fiber segment a quick spritz of weapons oil to get it to slide into the holder. He then trimmed the fiber so there was still enough protruding to melt into the bulged shape needed to secure the fiber in place. With that, the front was done.
For the rear, he selected a very eye catching yellow paint to fill the two round depressions that were painted white. He used a small rod to apply the paint and a business card to wipe away the excess and let it dry.
Wow – what a difference now. The combination is eye catching and a huge improvement. I’ll need to get an after picture that does the new sight justice. If you are disappointed with your pistol sights, definitely contact Scott.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
Folks, I work a lot with epoxy and reply on it as a structural adhesive to both fill gaps and bond parts together. I’ve done everything from fixing car parts, wood furniture, tools, rifle bedding, scope mount bedding, custom knife handles and much more with epoxy. It is incredibly versatile but you need to do some planning to really get what you want out of it predictably.
In case you didn’t know it, “epoxy” is a general term for a wide range of cured polyepoxide resins glues with different physical characteristics such as how long they cure, strength, temperature resistance and so forth (click here if you want to learn more about the chemistry). There are a ton of options out there as quality manufacturers experiment with different resin and hardener formulations. In short, not all epoxies are the same and for people concerned with the quality of what they are building, they need to think things through. For quite some time I’ve wanted to write down a series of tips for folks to get strong reliable results so here they are:
Buy a quality brand epoxy to begin with
What I have found over the years is that not all epoxies are created equal so spend the money and buy quality epoxy. There can be a huge difference in how well the epoxy will last over time and/or how strong it really is. Do not buy the bargain basement junk. In general, if the maker lists all the physical properties then it is a well thought out and executed formula. I have three epoxies that I use the most in order are Brownell’s AcraGlas liquid (not the gel), Locite E-120HP, JB KwikWeld and ITW Devcon Plastic Steel. Once in a while if I need a fast cure epoxy, I will get a retail blister pack of some five minute epoxy and I’ll explain more in a moment.
Strongly consider what your application is
Epoxy comes in many formulations. They can vary the chemistry of the resin, the hardener and the filler to behave differently. Consider the following example characteristics:
Liquid, Gel/Paste or Putty/Bar — The liquid can seep into pores and fibers plus it can be spread but it can run into places you do not want. Gels and pastes tend to stay put better but do not seep in as well. The really thick puttys and bars are great for filling space or creating an impromptu clamp or to seal a hole but they definite don’t sink in much.
Temperature – you need to think both about the temperature when you are mixing and applying the epoxy as some will not set up at all if too cold. You also need to think about the heat when in operation because many epoxies soften and lose their bond the hotter they get. For example, you may apply epoxy to an exhaust manifold but it will blow off when it gets hot.
Pot life – this is how long you can still apply it before it starts to thicken. Some folks will refer to this as working time. You need to mix the two parts together, apply the epoxy, position and clamp the work before you run out of time. Keep this in mind.
Cure time – this is how long until the epoxy reaches full strength
Color – you can get epoxies in different colors
Ratio / mixing – some are by volume or by weight. The easy consumer stuff is usually 1:1 by volume but when you get into the more sophisticated epoxies the volumes vary or a digital scale is needed
Heat resistance – some epoxies resist heat better than others before they soften and “let go”
Shock resistance – some formulations hold up better than others before they start the break apart and “sugar”. Sugaring refers to the powdery look epoxy gets as it breaks apart. Brownell’s AcraGlas, Loctite E-120HP, JB KwikWeld and ITW Devcon Plastic Steel have all held up very well for me under shocks. My go-to epoxy for most work is Acra-Glas liquid because it holds up so very well.
Others – there are other factors that may matter to you but the important thing is to think through your application
Go with as long of a curing time as you can for maximum strength
What many people do not know is that the faster an epoxy cures, the weaker it is. Conversely, the longer the formulation takes to cure, the stronger it is. All things being equal, a 24 hour curing epoxy will be stronger than 90-second, 5-minute, 30-minute and so forth epoxies. Now there is a time and a place where speed is needed and also situations where strength is paramount. When I make khukuri hands and other things where strength is critical, I always use a 24 hour epoxy.
Use the Proper Ratios
Be sure to carefully follow the mixing ratios. For volume ratio work, I use 10cc or larger syringes without the needles on them to meter liquid resin and hardener. For example, I like AcraGlas and it is 4 parts resin to 1 part hardener. I keep two syringes separated that I re-use over and over. With the syringe in the holding cup labeled “resin”, I use it to draw 4 cubic centimeters (CCs) of resin out and squirt it into a mixing cup. With the hardener syringe, I meter out 1 CC of hardener into the cup. Now you can vary that. If you need a smaller about, meter out 2 CC of resin and 1/2CC of hardener. The syringes really help. If you are doing larger volumes then either use bigger syringes or disposable cups that have measurements printed on the side. Also note how I pour from the bulk container into the smaller intermediary containers that are easy to work with plus I avoid contamination, dropping a big bottle, etc.
The Loctite E-120HP comes in a specialized dispenser tube that uses a gun and tip to do all the mixing. It’s cool as can be for volume work where additional coloring or fillers are not needed.
For the Devcon Plastic Steel, I use my digital scale.
Here’s one thing not to do: Some guys have heard that if they add more hardener it will cure faster. This may be true but the resulting cured epoxy will be weaker. Do not deviate from the manufacturer’s recommendations if you want the physical properties they report.
Mix thoroughly
Folks, I can’t stress this enough. Mix the heck out of the two parts and combine them thoroughly. If you are doing larger volumes, consider doing what is known as a double pour. Pour the two parts into a first container, mix them thoroughly and then pour the combination into the middle of a second container and mix. What a double pour does is avoid having unmixed materials that have stuck to the walls of the container come out when you are applying the epoxy. Keep your pot life / working time in mind.
Most of the time I am using a generic 5oz plastic cup and plastic knife to do the mixing. I buy them by the hundreds for Ronin’s Grips and they are cheap regardless. Do not use styrofoam.
Prepare the surface
Whatever you want to bond epoxy to had better be clean and free of oils, greases, waxes, release agents and so forth. Second, the more abraded the surface the better. If you abrasive blast a surface not only can you double the surface area being bonded together but the irregular surface creates many opportunities for the epoxy to get “under” material to create a better grip. If you can’t blast then at least sand the surface with 80-100 grit sand paper.
So here are two rules to bear in mind when it comes to the surface:
Clean, clean, clean and wear gloves to not contaminate the surface with oil from your skin
Shiny is bad. A polished smooth surface will not give you anywhere near the bonding strength that a blasted or abraded surface will. I blast everything that I can – metals, micarta, plastic and even wood. It makes a world of difference – seriously.
The following is a bakelite handle from an electric griddle of my parents’. The unit works great and has sentimental value so I cleaned it, blasted it, cut a quick cross hatch pattern to give even more grip and then cleaned it again. It set up like a rock and we used it all Memorial Day morning to cook hundreds and hundreds of pancakes with no problem.\
Heating Epoxy
Heat can help you two ways. First, by warming epoxy it tends to flow better. If you need to to soak into wood or other surfaces, consider using a heat gun to blow/chase the epoxy into the wood. Do not burn the epoxy – just warm it up. Second, in general, warming epoxy up tends to make it cure faster. Now there are limits and you need to either experiment or talk to the vendor before doing anything too radical. I will often use a halogen light or other heat source to warm the surface up to 80-100F. In chemistry, there is a formula known as the Arrhenius Equation that notes that for each additional 10 degrees Celsius added, a reaction rate doubles (click here for more info on the equation). My experience is that you want the heat to penetrate and warm all of the epoxy and not just the surface and you also do not want to burn the epoxy. In general, I do not exceed 100F but that is just me. I found something that works good enough and have just stayed there.
Also pay attention to the minimum temperature requirements for curing. Some epoxies will not do anything at all at freezing. Some take forever to cure at 50F. It just depends. When in doubt, use a lamp or something to gently heat the part.
Coloring Epoxy
What many folks do not know is that you can actually color epoxy. I have found two approaches that work. First, use powdered tempera paint. You can stir in a bit of black powder to get black epoxy. Now I did this starting out and have since moved to using epoxy dyes so I am added less powder to the mix because I want to save the volume for glass fillers which we will talk about next.
Fillers
You can modify the physical strength of epoxy by adding a substrate or fillers. For example, fiberglass is matted glass fiber that bonded together with epoxy made for that purpose. Folks working with carbon fibers are using epoxy for bonding that together. I add 1/32″ milled glass fibers to my epoxies to get more strength. If I want more of a paste, I add more glass fiber and if I want it to be more of a liquid, I use less. The exact volume of glass fiber depends on what you are trying to do. Some vendors will give you recommendations and others will not.
Clamping / Work holding
In general, you want to apply the epoxy and then clamp everything together really well and then let it sit. You may choose to use traditional clamps, vacuum, etc. Bear in mind two things:
1. Be careful that you secure the material and that it can’t shift while curing. I can’t tell you how many times I have checked stuff and found out it moved and had to change my approach. Figure this out before you apply the glue in case you need to make something, change your approach, etc. Check it regularly to make sure it hasn’t shifted regardless. Every time I think something can’t move – it does.
2. The epoxy will run out of what you are working on. Decide how you are going to deal with it. Wax paper can protect your tools and table. You can scrape the epoxy off after it has partially cured. You can wipe things down with acetone when partially cured. Just think it through otherwise you are going to glue stuff together really well that you do not want bonded – trust me. It is a real headache so plan for seepage/dripping and how you will deal with it.
Patience
This is something I have gotten better at over the years – wait the recommended amount of time. If they say 24 hours then wait 24 hours. If you have questions about using the part sooner then ask the manufacturer. For example, you might be able to assemble something after 10 hours but not actually put it under strain for 24 hours. Factor in the temperature. The colder it is then the longer it will take. Remember what I said about the heat from lamps above.
Safety
Yeah, I had to add this. Follow all guidance from the vendors. The resins aren’t too bad but some of the hardeners are nasty. Wear rubber gloves, use eye protection, work in a well ventilated area and wear a real good dust mask when sanding. I use N99 masks now for everything.
I hope you found this general epoxy guidance helpful!
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
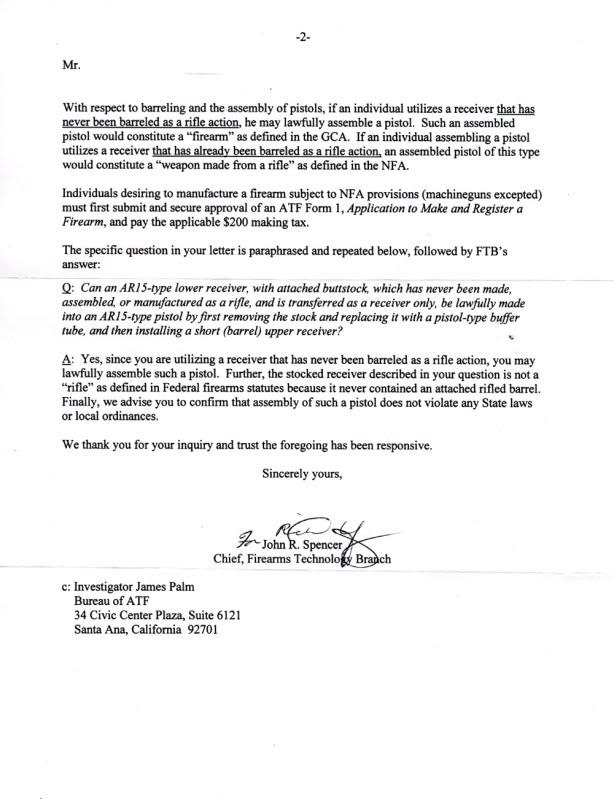
Okay, I posted a couple of ATF letters and a guy sent me a message asking if I had the letter specifying that an AR pistol can be built from an AR receiver that was transferred as a receiver and never assembled as a rifle. It just so happens I did save that one back when I built a couple of AR pistols a few years back. I like to have the letters of anything someone may ask about and keep them in my case with the weapon when I take it shooting. At any rate, here is the ATF letter in case anyone else needs it:
Please note that I am not a lawyer and this should not be construed as legal advice.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
Yes, I am late to the game on actually reading the March 2017 ATF letter clarifying the use of stabilizing braces. It’s been on my to-do list for some time and I finally did. I do think this is very helpful – notably:
With respect to stabilizing braces, ATF has concluded that attaching the brace to a handgun as a forearm brace does not “make” a short-barreled rifle because in the configuration as submitted to and approved by FATD, it is not intended to be and cannot comfortably be fired from the shoulder.
With that said, folks need to bear in mind the very next paragraph:
If, however, the shooter/possessor takes affirmative steps to configure the device for use as a shoulder-stock – for example, configuring the brace so as to permanently affix it to the end of a buffer tube (thereby creating a length that has no other purpose that to facilitate its use as a stock), removing the arm-strap, or otherwise undermining its ability to be used as a brace – and then in fact shoots the firearm from the shoulder using the accessory as a stock, that person has objectively “redesigned” the firearm for purposes of the NFA.
So what this means is if you put a brace on a pistol, use it as-is. Do not remove the Velcro straps, stick foam in the brace to make it solid, and/or attach the brace in such a way that it is permanent so long that it could not connect to the forearm.
I always recommend that people read guidance directly for themselves. Here is a link to a PDF copy of the letter so you can do so: Reversal of Stabilizing Braces – ATF-letter – March 2017 — please note I changed the file name when I saved it but the content is all original.
All in all, I think this is a much needed clarification overall. Just bear the customization clause in mind when you are building, or modifying, your weapons.
Yes, for the record, I do not like the fact that short-barreled rifles or shotguns need special regulation per the NFA but the braces do provide an option for folks. Also, please note that I am not a lawyer and this should not be construed as legal advice.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
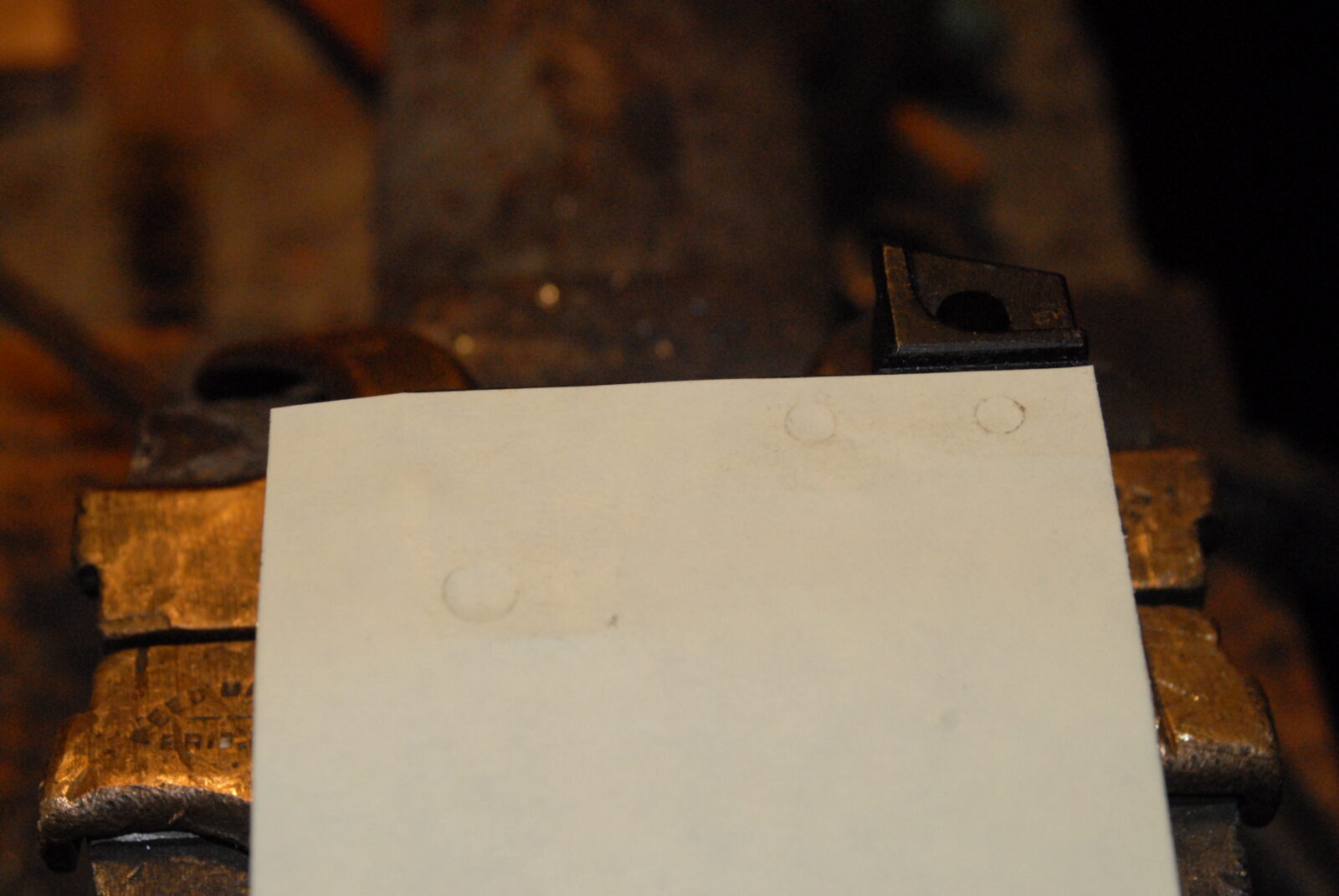
Back before I had the AK-Builder trunnion drilling jig, I needed a quick and easy way to locate where to drill the holes for the front trunnion. A fellow showed me the PostIt note method and boy was it simple and it worked.
The front trunnion is drilled for the rivets from the first kit so those holes need to be located and drilled on the receiver.
Simply take a standard PostIt Note, stick it to the side of the clean receiver and then rub a dirty finger or pencil lead over the PostIt to see the outlines of the holes appear. By the way, if the trunnion and receiver are clean, your Post-It adhesive will hold the note in place, which is what you want.
So line the PostIt note up on the receiver’s top and right edges.
Center punch the holes. I like using an automated punch so I have less to juggle.
You then have your holes to locate your drill.
Use a hole finder to be more accurate and/or start with a small bit and work your way up in case you need to move a little bit one way or the other.
That’s it. Easy as pie and pretty fool proof. Lessons learned for me was to clean the parts to protect the adhesive, make sure the edges are aligned and then that nothing moves when you punch each hole. You do one Post-It note for each side and you can write the trunnion serial number on it and safe the Post-It for future reference.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
I get one or two emails a year from a purist telling me that what I did was evil, that I am a clueless half-wit, etc. Folks, innovation happens by trying new things. I have built more AKs than most – using rivets mainly because they do work best. There are a ton of reasons why rivets are best for joining forged blocks to sheet metal.
In terms of welds, do I understand the risk of destroying the heat treat in the locking lug area, the risk of causing embrittlement around the plug welds, that the Soviets explored this and dropped the idea due to cracking? Yes, I do and tried it anyway because I wanted to explore how to compensate. So, don’t send me hate mail me because I will not bother responding.
If you want to try and experiment, go for it. Should you do this with an AK build that you want to be historically accurate or plan to use heavily perhaps even under full auto, then the answer is “no – don’t do it”.
Yeah, these things were like $79-99 in June 2006 so I did a lot of playing around including experimenting with weld builds. I still have this one and it runs just fine. The welds were done with a HF 120 Volt MIG welder running an ArC02 shielding gas. Basically I did plug welds in place of rivets but did some extra welding on the back trunnion as I expected more stress there. The lower rails were installed with a 120 Volt Harbor Freight Spot Welder with an AK-Builder tong installed.
My basic conclusion is that welding is fine for casual use rifles but rivets are the way to go with hard use. The tricks are to take your time, do plug welds and watch your heat. Your not trying to weld the heck out everything – just to get a decent plug weld to lock the parts into position in place of a rivet. You’ll notice that for the critical front trunnion, I actually drilled the holes in the receiver and plug welded into the trunnion that had the rivets drilled out.
I use a flap sanding wheel on my angle die grinder to smooth everything down.
A drill bit with the right diameter to line the lower rails up with the front trunnion is used to position the lower rail for spot welding in place.
I went for overkill welding in the rear and put in a few extra beads to take up stress.
Welding in the center support and sanded it down too
This is the rifle ready for testing.
I did Duracoat on this build and two big recommendations I would make to folks who choose to use the air dry Duracoat are to at least abrasive blast the surface and absolutely wait the full amount of time indicated for curing, which is 1-2 weeks or something like that. If you don’t do these two things, when you move the selector lever, it will scratch the finish off right to the bare metal. I only use bake on finishes now. I’ve had great luck with blasting, parking and then applying Molyresin on top but this last step could be whatever finish you want. The parkerizing is a terrific surface for a finish to really grab a hold of. A bake on finish is really the way to go with the top coat.
If I new they were going to go up so much in value, I would have done rivets. Heck, I would have done all the rifles using rivets had I known. I was just having a lot of fun and learning a ton.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.