1. Executive Summary
The transition of Soviet-bloc small arms from state-run military production lines to the United States civilian commercial market during the late 1990s represents a complex intersection of mechanical engineering, international trade logistics, and stringent regulatory compliance. Among the most mechanically distinct and historically debated artifacts of this transitional era is the RomAK 991 (frequently designated in documentation as the RomAK 99.1), a semiautomatic 7.62x39mm rifle manufactured in Romania by the state defense entity RATMIL (later reorganized as ROMARM) at the Uzina Mecanică Cugir (Cugir Arms Factory).1 Imported primarily during a narrow window in the late 1990s by entities such as D.I.G. based in Virginia Beach, Virginia (an acronym frequently and erroneously expanded in community lore to “Dominion Investment Group,” which was actually an unrelated financial firm in the same city), the RomAK 991 was engineered with a highly specific architecture designed to navigate the restrictions imposed by the 1994 Federal Assault Weapons Ban (AWB) and 18 U.S.C. § 922(r) importation statutes.2
From an engineering and metallurgical perspective, the RomAK 991 is characterized by a stark dichotomy: it possesses a foundation of exceptionally robust military heritage that has been mated to a compromised, civilian-mandated receiver architecture. The rifles were constructed using demilitarized, surplus military parts kits—specifically, cold hammer-forged barrels, forged trunnions, and bolt carriers salvaged from fully automatic Pistol Mitralieră model 1963 (PM md. 63) rifles—which were then assembled onto newly manufactured, unstamped receivers designed exclusively to accept proprietary single-stack ten-round magazines.5 While the inclusion of military-grade, forged components ensured high inherent durability and a long mechanical lifecycle, the physical modifications required for single-stack feeding introduced critical structural vulnerabilities. When secondary manufacturers or civilian end-users subsequently attempted to convert these rifles back to a standard double-stack magazine configuration, the inherent geometry of the single-stack bolt and the lack of receiver stabilizing dimples frequently resulted in severe feeding malfunctions.7
This document provides a rigorous, multi-disciplinary analysis of the RomAK 991 platform. It examines the historical and geopolitical context of its initial importation, details the precise mechanical architecture and metallurgical properties of the firearm, investigates the specific engineering challenges associated with single-stack bolt geometries and aftermarket machining, evaluates objective operational performance metrics including precision and reliability, and synthesizes the Voice of the Customer (VoC) to determine the rifle’s current standing and financial valuation within the secondary firearms market. Furthermore, this analysis delineates the highly complex regulatory environment that dictated the rifle’s physical form at inception, with a specific focus on the implications of state-level legislation such as California’s Kasler v. Lockyer classification, which permanently altered the legal status of the platform.8
2. Geopolitical and Industrial Origins of the Cugir Sporter
To accurately contextualize the mechanical configuration and market positioning of the RomAK 991, it is necessary to analyze the macroeconomic and regulatory environment of Eastern Europe during the late 1990s. The Romanian firearms industry, operating under the umbrella of the state-owned defense enterprise RATMIL/ROMARM, was historically anchored by the Uzina Mecanică Cugir. For decades during the Cold War, Cugir was responsible for arming the Romanian military and various Warsaw Pact-aligned entities, primarily producing the Pistol Mitralieră model 1963 (PM md. 63) and its derivatives, which were highly regarded variants of the Soviet AKM.5
The Collapse of the Warsaw Pact and the Commercial Pivot
Following the dissolution of the Soviet Union and the collapse of the Warsaw Pact in the early 1990s, Eastern European state arsenals faced an unprecedented and sudden cessation in domestic and international military procurement orders. Facilities such as Cugir were burdened with massive stockpiles of surplus military components, raw materials, and an extensive workforce of specialized machinists and armorers with no immediate military contracts to fulfill. To maintain operational viability, retain skilled labor, and generate necessary foreign hard currency, ROMARM was forced to pivot aggressively toward the global commercial export market, identifying the civilian firearms market in the United States as the most lucrative target demographic.6
However, translating a fully automatic military assault rifle into a commercially viable and legally compliant civilian sporting rifle required substantial engineering modifications. The PM md. 63, in its original configuration, featured select-fire capabilities, a separate pistol grip, a standard double-stack magazine well, a threaded muzzle for slant brakes or flash hiders, and a bayonet lug.5 To export these rifles to the United States, Cugir engineers had to dismantle existing surplus rifles, isolate the non-restricted pressure-bearing components, and integrate them into new, semi-automatic-only receivers that satisfied the Byzantine importation laws of the era. The RomAK 991 was born directly out of this industrial necessity: a hybrid firearm utilizing surplus military trunnions and barrels mated to a commercially handicapped receiver designed solely for regulatory compliance.6
The Lineage of the PM md. 63
The foundational components of the RomAK 991 trace their direct lineage to the PM md. 63. The PM md. 63 was initially designed to be indistinguishable from the Soviet AKM, utilizing a stamped steel receiver rather than the heavier, more expensive milled receivers of the early AK-47 variants.5 The primary visual distinction of the Romanian military rifles was the integration of a laminated wooden forward handguard featuring a distinct, vertical foregrip, engineered to allow riflemen to better control vertical muzzle climb during sustained fully automatic fire.5
When these military rifles were decommissioned and demilitarized for the commercial market, the fully automatic fire control groups (auto sears, slotted bolt carriers, and slotted right-side receiver rails) were destroyed or heavily modified. The remaining premium components—specifically the cold hammer-forged barrels and the forged steel front and rear trunnions—were salvaged. These salvaged parts form the core of the RomAK 991, explaining why modern analysts consistently note the presence of original Romanian arsenal markings, such as the prominent triangle-and-arrow stamp, alongside production dates from the 1960s, 1970s, and 1980s on the front trunnions of these civilian rifles.6
3. The Regulatory Framework: 1994 AWB and 18 U.S.C. § 922(r)
The physical architecture of the RomAK 991 cannot be evaluated solely through the lens of optimal mechanical engineering; it must be understood as an exercise in strict legal compliance. The rifle was engineered not to maximize ballistic performance or operator ergonomics, but to successfully navigate two specific pieces of United States federal legislation: the 1994 Federal Assault Weapons Ban and the importation restrictions codified under 18 U.S.C. § 922(r).
The Federal Assault Weapons Ban (AWB) of 1994
The Public Safety and Recreational Firearms Use Protection Act, commonly referred to as the 1994 AWB, fundamentally altered the landscape of civilian firearms in the United States. The legislation established a “features test” to classify and subsequently ban certain semiautomatic firearms. Under the provisions of the AWB, a semiautomatic rifle capable of accepting a detachable magazine was classified as an illegal “assault weapon” if it possessed two or more of the following designated military features: a folding or telescoping stock, a pistol grip that protruded conspicuously beneath the action of the weapon, a bayonet mount, a flash suppressor or a threaded barrel designed to accommodate one, and a grenade launcher.6
To ensure that the RomAK 991 could be legally imported and sold on the commercial market, Cugir engineers systematically eliminated these restricted features from the PM md. 63 design. The standard separate pistol grip and fixed wooden stock were discarded in favor of a monolithic, thumbhole stock crafted from glossy laminate wood.3 Because the thumbhole stock connected the base of the grip directly to the toe of the stock, the Bureau of Alcohol, Tobacco, Firearms and Explosives (ATF) ruled that it did not constitute a “conspicuously protruding” pistol grip. Furthermore, the barrels were manufactured without the standard 14x1mm left-hand threads, or they were fitted with smooth steel thread protectors that were permanently tack-welded onto the muzzle, neutralizing the capacity to attach flash suppressors or sound suppressors.13 Finally, the bayonet lugs located on the gas block were meticulously ground off or milled flat during the manufacturing process.
Navigating 18 U.S.C. § 922(r) Compliance
While the AWB dictated the external features of the rifle, 18 U.S.C. § 922(r) dictated its internal composition and magazine capacity. Section 922(r) makes it unlawful to assemble, from imported parts, any semiautomatic rifle or shotgun that is identical to any rifle or shotgun prohibited from importation under 18 U.S.C. § 925(d)(3) as not being particularly suitable for or readily adaptable to “sporting purposes.”
To enforce this, the ATF established a specific list of 20 major firearm components. The law dictates that a non-sporting rifle assembled in the United States cannot contain more than 10 of these listed parts if they are manufactured overseas.6 For a standard Kalashnikov-pattern rifle, the ATF recognizes 16 of these listed components. Therefore, to build a standard, double-stack AK with a pistol grip (a non-sporting configuration), an importer must replace at least six foreign parts with domestically manufactured, U.S.-made compliance parts (typically the trigger, hammer, disconnector, gas piston, pistol grip, and handguards).
However, replacing premium, factory-fitted Romanian fire control groups and gas pistons with aftermarket American parts was expensive and complicated the logistics of importation. Cugir circumvented this requirement entirely with the RomAK 991 by ensuring the rifle remained classified as a “sporting” firearm upon arrival.3 By utilizing the thumbhole stock and, crucially, by engineering the receiver to accept only a proprietary single-stack, ten-round magazine, the ATF classified the RomAK 991 as a legitimate sporting rifle. This classification allowed the rifle to be imported in a 100% foreign-made configuration, completely bypassing the 922(r) parts replacement mandate so long as it remained in its factory state.7
4. Importation Logistics and Market Introduction
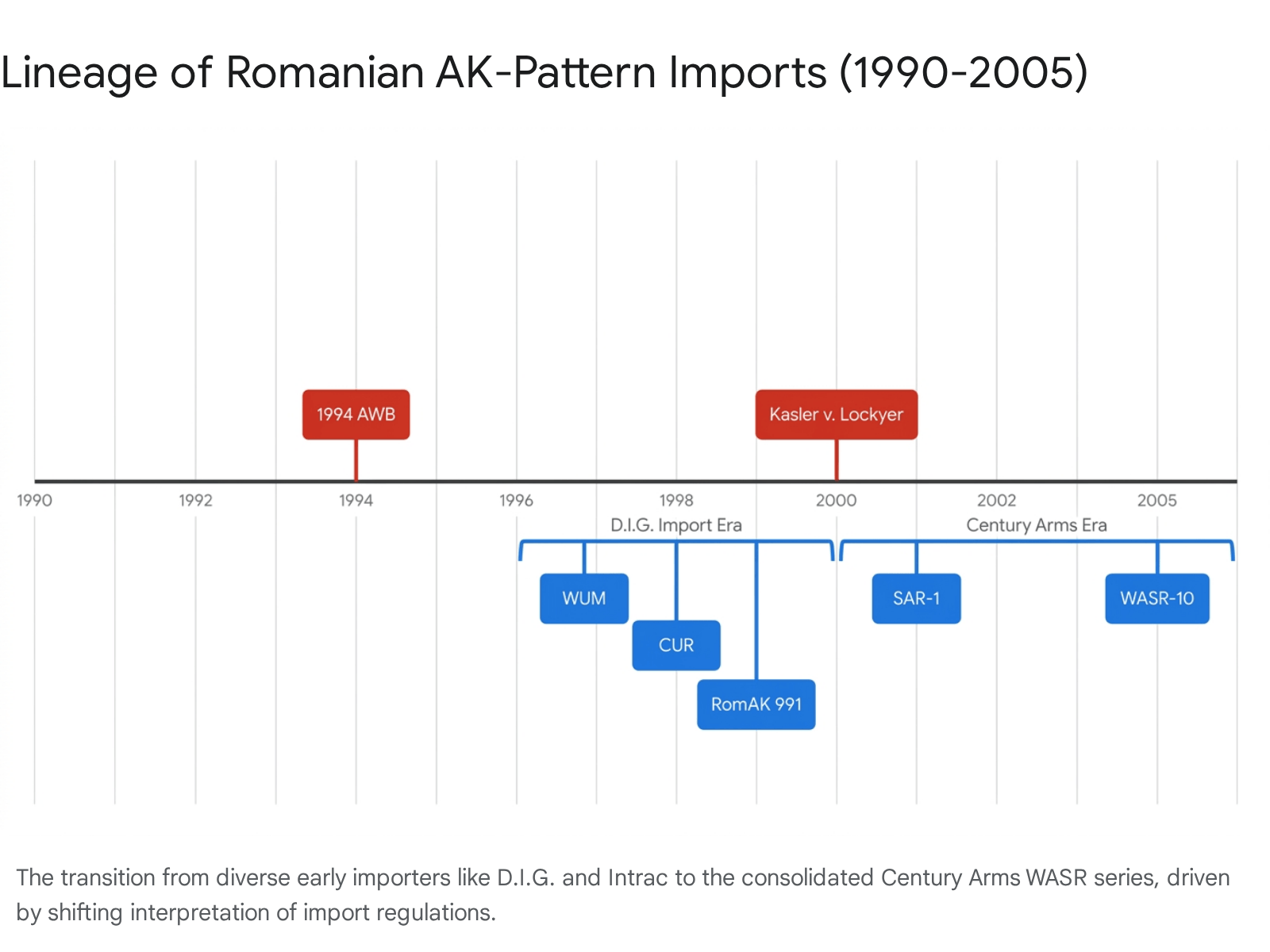
The late 1990s represented a highly fragmented and volatile period for the importation of Eastern Bloc firearms into the United States. Before Century International Arms (CAI) established a virtual monopoly on Romanian Kalashnikov imports with the ubiquitous WASR (Wassenaar Arrangement Semi-automatic Rifles) series, several smaller import firms attempted to capitalize on the availability of Cugir products.
D.I.G. and Early Nomenclature
The primary entity responsible for the importation of the RomAK 991 was D.I.G., commonly stamped on the receivers as D.I.G. or D.I.G. Va. Bch. VA, operating out of Virginia Beach, Virginia.3 The importation window for these early Romanian rifles was brief, generally spanning from 1997 through 1999.2 During this period, the logistics and nomenclature of the imports were notoriously disorganized, leading to significant consumer confusion that persists in the secondary market today.
Importers such as D.I.G. and a competitor firm, Intrac, brought in a wide array of semi-automatic variants based on both the 7.62x39mm PM md. 63 and the 5.45x39mm PA-86 (Pușcă Automată model 1986). These early imports arrived under a bewildering variety of model designations, including the WUM-1, WUM-2, CUR-2, RomAK-1, RomAK-2, and the RomAK-99.2.2 The “RomAK 991” (or RomAK 99.1) designation specifically denoted the 7.62x39mm variant equipped with the single-stack magazine well, differentiating it from the double-stack capable RomAK-1 or the 5.45x39mm variants.3 To aid collectors and owners in definitive identification, unconverted factory receivers of this specific variant are typically stamped on the left side with ROMAK 99.1 Cal 7.62x39mm alongside the importer mark ROMARM/CUGIR, MADE IN ROMANIA, D.I.G. Va. Bch. Va.3
Marketing Strategy and Consumer Positioning
The marketing strategy employed by D.I.G. and independent retailers during this era focused heavily on cost-efficiency and authenticity. The RomAK 991 was positioned as an economical alternative to the highly expensive, pre-ban European imports (such as the Chinese Norinco MAK-90 or the Hungarian SA-85M) that were rapidly appreciating in value due to the legislative environment.4 Retail copy from the era frequently highlighted the rifle as delivering the “best bang for your buck,” emphasizing that despite the aesthetic limitations of the thumbhole stock and the capacity limitations of the single-stack magazine, the core of the firearm was manufactured by a respected, active military factory in Europe.12
The primary target demographic consisted of recreational shooters, entry-level collectors, and enthusiasts seeking a reliable 7.62x39mm platform for high-volume, low-cost training. The retail pricing at the time of importation was highly accessible, with new-in-box rifles wrapped in original cosmoline frequently selling for between $250 and $400.4 This aggressive pricing strategy successfully moved inventory but inadvertently cemented the rifle’s reputation as a disposable commodity, encouraging widespread amateur gunsmithing and aftermarket modifications.
| Importer Entity | Active Import Window | Primary Designations | Magwell Configuration at Import |
| Intrac | Mid 1990s | WUM-1, CUR-2 | Mixed (Mostly Double) |
| D.I.G. | 1997 – 1999 | RomAK-1, RomAK-991 | Single-Stack (RomAK 991) |
| Century International Arms (CAI) | 1999 – Present | SAR-1, WASR-10 | Single-Stack (Converted Post-Import) |
5. Mechanical Architecture and Metallurgical Specifications
A rigorous mechanical and metallurgical analysis of the RomAK 991 reveals a firearm constructed with premium, military-grade materials but assembled under distinct civilian constraints. The core of the rifle operates on the ubiquitous Kalashnikov long-stroke gas piston system, chambered in the standard 7.62x39mm Soviet cartridge.3 The system utilizes a massive bolt carrier attached to a fixed gas piston, which is driven forcefully to the rear by expanding propellant gases tapped from a port in the barrel, providing extraordinary primary extraction force and operational reliability under adverse conditions.
Receiver Dynamics and Stamping Tolerances
The receiver of the RomAK 991 is manufactured via industrial stamping, utilizing a 1.0mm thick sheet of high-carbon steel that is folded into a U-shape and subsequently heat-treated to ensure an optimal balance of rigidity and elasticity.11 The AKM operating system is notoriously over-gassed; the heavy bolt carrier group moves rearward with significant velocity, eventually striking the rear trunnion. The 1.0mm stamped receiver is intentionally designed to flex dynamically during this firing cycle, absorbing and dissipating the kinetic energy.6 This engineered elasticity prevents stress fractures in the trunnions and prevents the tail of the bolt carrier from deforming over time.
A critical deviation in the RomAK 991’s receiver design is the intentional absence of magazine stabilizing dimples. Standard military AKM receivers feature pronounced indentations stamped into the left and right sides of the magazine well.4 These dimples serve a vital mechanical function: they interface directly with the walls of a double-stack magazine, centering it precisely beneath the bolt and preventing lateral movement (wobble) during the chaotic recoil cycle. Because the RomAK 991 receiver was manufactured specifically to accept only a narrow, single-stack magazine, dimples would have physically impeded the insertion of the proprietary magazine. The receiver was therefore left flat, an architectural omission that became a critical point of failure when the rifles were later modified by end-users.
Trunnion Integration and Arsenal Forging
The structural integrity of any stamped Kalashnikov relies entirely on the front and rear trunnions, massive blocks of steel that are secured to the thin sheet metal receiver via heavy, crushed rivets.11 The front trunnion is the most critical pressure-bearing component of the entire firearm; it houses the locking recesses into which the bolt rotates and locks prior to ignition, and it serves as the mounting point for the barrel.
A defining characteristic of the RomAK 991 is the utilization of surplus military trunnions salvaged from fully automatic PM md. 63 rifles. Metallurgical assessments and armorer documentation consistently confirm that Cugir utilized forged steel for these trunnions, rather than the cheaper investment casting methods seen in some modern commercial variants. Forging aligns the grain structure of the steel under immense pressure, resulting in superior tensile strength, fatigue resistance, and longevity. These premium trunnions are instantly recognizable by the Cugir arsenal mark—an arrow enclosed within a triangle—accompanied by a military production year stamped directly into the metal (e.g., 1968, 1974, 1981).6 Because the factory serial number was originally stamped on this front trunnion during military production, United States federal law mandates that this specific component remains intact; simply swapping the trunnion for a double-stack variant violates 18 U.S.C. § 922(r) compliance and manufacturing laws regarding serialized components.7
Barrel Specifications: Cold Hammer Forging and Chrome Lining
The barrel of the RomAK 991 represents another significant point of metallurgical superiority. The rifles feature a 16.00″ to 16.33″ barrel chambered in 7.62x39mm, utilizing a standard four-groove right-hand rifling pattern with a 1:9.44 twist rate (approximately 1:240mm).3
Crucially, these barrels are cold hammer-forged (CHF) and hard chrome-lined. The CHF manufacturing process involves inserting a tungsten carbide mandrel bearing the negative impression of the rifling into a slightly oversized steel blank. Massive rotary hammers then impact the outside of the blank, compressing the steel around the mandrel. This process yields a denser internal steel structure, creating a highly uniform bore surface and providing exceptional resistance to heat erosion during rapid fire. Furthermore, the bore and chamber are plated with hard chrome. This plating acts as an impervious barrier against the highly corrosive potassium chloride salts deposited by the Berdan primers universally found in cheap, imported surplus ammunition. While the muzzle lacks the standard 14x1mm left-hand thread pitch necessary for mounting muzzle devices—being either left entirely unthreaded or featuring a tack-welded thread protector—the foundational quality of the barrel is widely considered to be military grade.13
Furniture and Sighting Systems
The aesthetic and ergonomic profile of the RomAK 991 is dictated by its “sporting purposes” mandate. The rifle utilizes a distinct thumbhole stock crafted from glossy laminate wood, visually imitating the stock geometry of the Romanian PSL marksman rifle, terminating in a stamped metal buttplate.12 The stock features a brown bakelite cap at the base of the integrated pistol grip. The forward handguards are similarly constructed from glossy laminate, featuring a pronounced, rounded “palm swell” on the lower handguard to facilitate improved grip ergonomics and heat mitigation during sustained fire.12
The primary sighting system consists of standard Warsaw Pact protected adjustable post front sights and a rear adjustable tangent leaf sight, graduated incrementally from 100 to 1000 meters.3 To support modernized optics, the left side of the stamped receiver is equipped with an integrated Warsaw Pact side rail, allowing operators to attach optical sights via a quick-detach dovetail mount.12
6. The Single-Stack Anomaly and Conversion Engineering
The defining mechanical anomaly of the RomAK 991, and the source of nearly all subsequent engineering debates and reliability concerns surrounding the platform, is its single-stack feeding geometry. While the rifle was originally designed, imported, and sold to operate flawlessly with 5-round or 10-round proprietary single-stack magazines, the overwhelming majority of these rifles were subsequently modified in the United States to accept standard 30-round double-stack military magazines.1
This conversion process—whether executed by highly competent secondary manufacturing firms or by amateur end-users operating with hand tools—introduces a cascade of complex mechanical dependencies that frequently compromise the reliability of the firearm.
The Geometry of the Single-Stack Bolt and Headspace Constraints
In a standard Kalashnikov designed for double-stack magazines, the cartridges within the magazine are presented to the action in a staggered, alternating pattern (one cartridge on the left side, the next on the right side). The bolt features wide, robust feed lugs on its underside designed to reliably engage the base of the top cartridge, regardless of whether it sits on the left or the right feed lip, stripping it forward and pushing it up the trunnion feed ramp into the chamber.
Because the RomAK 991 was engineered from the factory specifically for a single-stack magazine—where every cartridge is presented directly in the center axis of the receiver—the bolt carrier group was fundamentally modified. The bottom feed lug of the single-stack bolt is physically narrower than a standard double-stack bolt, machined specifically to strip a centrally located cartridge.7
When a RomAK 991 is converted to accept a standard double-stack magazine, the narrow single-stack bolt typically remains in the rifle. Replacing the single-stack bolt with a standard double-stack variant is not a simple drop-in procedure. Because Kalashnikov bolts are hand-fitted to the front trunnion during factory assembly, a new bolt will almost certainly alter the headspace. Armorers must utilize precision Go/No-Go gauges, and achieving safe lockup frequently requires unpinning, pressing, and re-headspacing the barrel—a labor-intensive process that deters many owners from completing a full mechanical conversion.
Consequently, the original, narrow bolt is often retained, creating a dangerous geometric mismatch. Because the cartridges are now presented in a staggered formation, the narrow feed lug does not engage the base of the off-center cartridge squarely. During the high-velocity cycling of the action, the narrow bolt lug is known to occasionally deflect off the edge of the staggered cartridge case rather than driving it forward. This dynamic results in severe failure-to-feed (FTF) malfunctions, commonly known as a “bolt override,” where the bolt slips over the live round, crushing the casing, and ultimately closing on an empty chamber.7
Receiver Machining and “Mag Wobble”
To physically accommodate the insertion of a standard double-stack AKM magazine, the narrow magazine well of the stamped receiver must be aggressively milled out by a machinist. This material removal introduces the second critical point of failure. Because the original factory receiver lacks the stabilizing dimples, the newly widened magazine well relies entirely on the tolerances of the magazine catch and the front trunnion ledge to hold the magazine in place.6
Without the lateral support provided by dimples, standard magazines experience significant side-to-side play, a phenomenon universally referred to in the firearms industry as “mag wobble.” If the aftermarket machining is imprecise, this wobble exacerbates the feeding issues caused by the narrow bolt. When the magazine shifts to the left or right during recoil, the already narrow bolt lug has even less purchase on the cartridge base. Some professional converters attempted to mitigate this by spot-welding internal steel plates inside the receiver to artificially mimic the function of the missing dimples, though this practice was highly inconsistent across the industry and frequently omitted in amateur conversions.6
Furthermore, the physical modification of the rifle often requires grinding away material from the lower portion of the front trunnion to create the necessary clearance for the wider magazine feed lips. This aggressive material removal occasionally results in superficial micro-cracking or jagged, asymmetrical edges on the bullet feed ramp of the trunnion.19 While metallurgical analysis suggests this wear is generally non-catastrophic and does not severely compromise the pressure-bearing integrity of the primary locking lugs, it indicates a crude, aftermarket engineering process that can cause soft-point ammunition to hang up upon chambering.
The Role of Ohio Ordnance Works (O.O.W.)
While many RomAK 991 rifles were converted by individuals of varying mechanical competence, a significant volume of secondary manufacturing was conducted by professional firearms firms. The most prominent and respected among these was Ohio Ordnance Works (O.O.W.), operating out of Chardon, Ohio.4
O.O.W. pursued two distinct operational pathways regarding the RomAK 991 to resolve the inherent mechanical flaws. The first pathway involved receiving imported rifles directly from D.I.G., professionally and precisely milling the magazine wells, modifying or replacing the bolts with properly headspaced double-stack variants, swapping the laminate furniture to standard military configurations, and installing the requisite amount of U.S.-made trigger components to ensure 18 U.S.C. § 922(r) compliance.7 Documentation and long-term user reports indicate that these professional O.O.W. conversions were highly reliable, with armorers executing precision machining to ensure tight magazine lock-up, thereby negating the geometric deficiencies that plagued amateur builds.
The second pathway involved rebuilding the rifles on entirely new American-made receivers. Recognizing the high intrinsic value of the original Cugir cold hammer-forged barrels and forged trunnions, O.O.W. would occasionally strip the RomAK 991 and rebuild the rifle on a domestically manufactured U.S. receiver. However, contrary to common misconceptions of these being premium upgrades, the O.O.W. receivers famously lacked full-receiver heat treatment and conspicuously omitted the correct military stabilizing dimples, instead relying on internal spot-welded plates to stabilize the magazine.4 This process created a “chimera” rifle that combined premium Romanian pressure-bearing components with flawed domestic structural parts.4
| Component Issue | Mechanical Cause | Operational Consequence | Professional Mitigation (O.O.W.) |
| Bolt Deflection | Narrow feed lug fails to strip staggered cartridge. | Bolt override; Failure to Feed (FTF). | Precision milling; magazine stabilization; bolt modification. |
| Mag Wobble | Absence of receiver stabilizing dimples. | Misalignment of feed lips; exacerbates FTF. | Welding internal stabilization plates; rebuilding on new receivers. |
| Trunnion Wear | Aftermarket grinding to clear double-stack feed lips. | Superficial cracking; soft-point ammo snagging. | Precise CNC machining of trunnion rather than hand-grinding. |
7. Operational Performance Metrics: Accuracy and Reliability
Evaluating the operational performance of the RomAK 991 requires separating the inherent ballistic capabilities of the Cugir-manufactured components from the variables introduced during post-importation conversions and ammunition selection.
Precision and Accuracy Potential
The accuracy profile of the RomAK 991 aligns perfectly with the established metrics for cold hammer-forged Eastern Bloc barrels. Standard mechanical testing indicates that the rifle is capable of delivering 3 to 4 Minute of Angle (MOA) accuracy at 100 yards when utilizing commercial, mass-produced steel-cased ammunition (such as Tula, Wolf, or Barnaul).6 This translates to approximately a 3-inch to 4-inch dispersion group at a distance of 100 yards.
However, analytical data proves that this specific dispersion radius is heavily influenced by the inconsistent powder charges, varied seating depths, and projectile concentricity issues inherent to cheap surplus ammunition. When tested from a rested position with higher-tier, brass-cased ammunition manufactured to tighter European CIP tolerances (e.g., Belom or Igman), the RomAK 991’s mechanical accuracy reliably improves to a tighter 2 to 2.5 MOA.6 While this degree of precision remains objectively inferior to the 1-2 MOA standard expected from modern, direct-impingement AR-15 platforms, a 2.5 MOA capability is well within the acceptable parameters for the Kalashnikov platform, easily satisfying the military criteria for “combat effective” accuracy out to 300 meters. The relatively short sight radius of the tangent iron sights remains the primary limiting factor for practical accuracy.
Reliability and Mean Rounds Between Failure (MRBF)
In its factory-original, unmolested single-stack configuration utilizing the proprietary 5-round or 10-round magazines, the RomAK 991 exhibits exceptional reliability.18 The over-gassed, long-stroke piston system ensures that the bolt carrier group moves with immense force, providing aggressive primary extraction capable of ripping stuck, steel-cased cartridges from a fouled chamber. The Mean Rounds Between Failure (MRBF) in the unconverted state is extremely high, entirely consistent with the reputation of standard military PM md. 63 rifles operating in adverse environmental conditions.
Conversely, in converted models, reliability is directly correlated to the precision of the aftermarket machining. Rifles professionally converted by entities like O.O.W., where the magazine lock-up is tight and the feed geometry is carefully adjusted, retain high reliability profiles that rival factory double-stack guns.7 However, “garage conversions” that exhibit excessive mag wobble and retain unmodified single-stack bolts suffer vastly degraded reliability, primarily manifesting as the aforementioned failure-to-feed (FTF) stoppages.7
8. Voice of the Customer: Market Reception and Valuation
The consumer perception and financial market valuation of the RomAK 991 have undergone a massive evolution over the past twenty-five years, transitioning from an inexpensive, entry-level commodity to a highly scrutinized, historical collectible.
Initial Market Positioning (1997 – 2004)
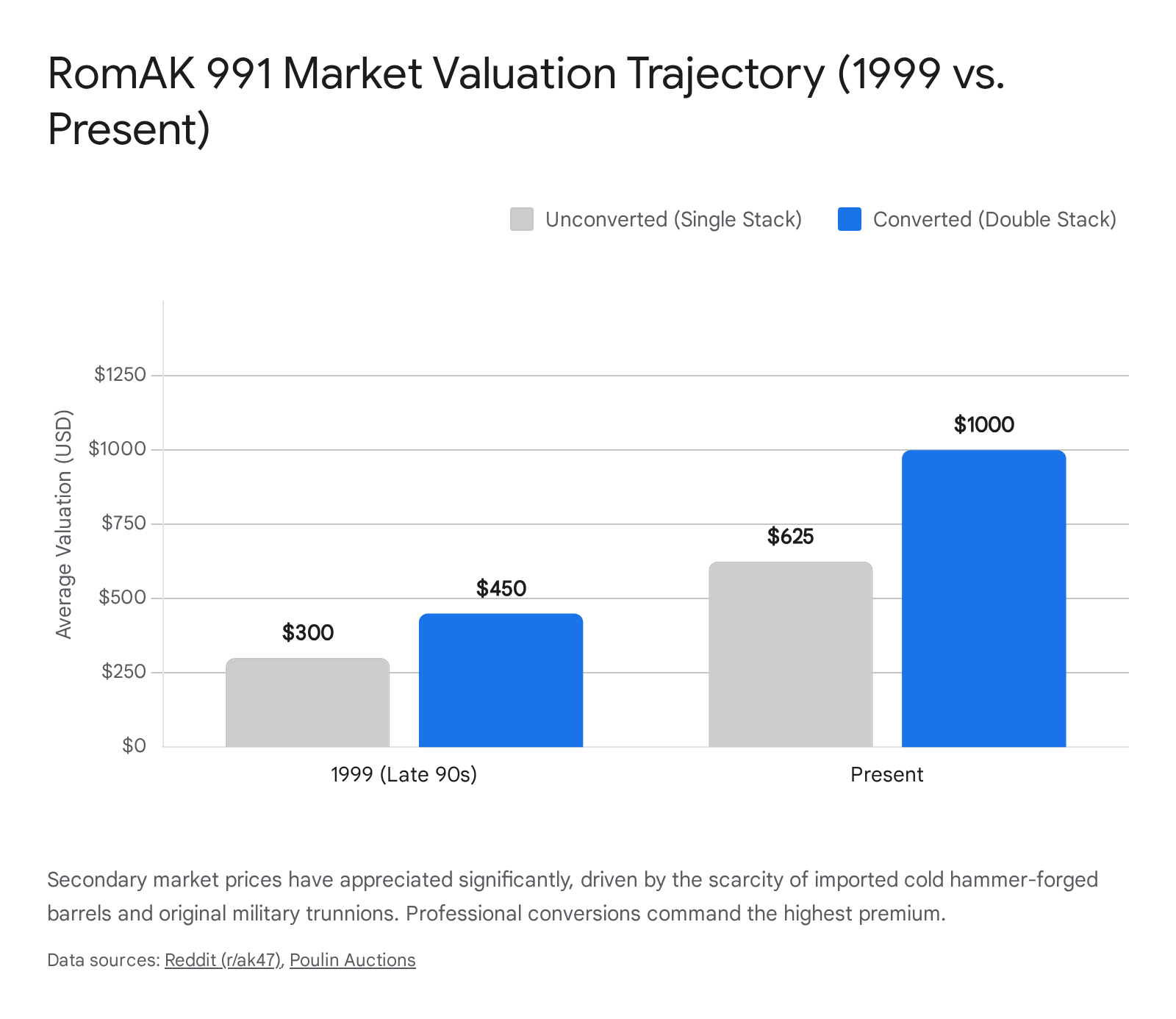
During its active importation window, the RomAK 991 was marketed and widely perceived as an economical, albeit aesthetically compromised, alternative to higher-priced, pre-ban European imports.4 The retail price for a new-in-cosmoline rifle, complete with original cardboard box, cleaning kit, and sling, hovered between $250 and $400.4 The unconventional aesthetic of the thumbhole stock and the severe tactical limitation of the ten-round magazine were viewed by early consumers as unfortunate but acceptable trade-offs for acquiring a genuine Romanian Kalashnikov variant. The exceptionally low cost of acquisition made the rifle a prime candidate for amateur gunsmithing, driving the massive wave of aftermarket double-stack conversions.
Current Valuation and Enthusiast Sentiment (2020 – Present)
In the contemporary secondary market, the RomAK 991 occupies a highly polarized position, driven by the scarcity of imported parts kits and the effects of inflation. Valuation data extracted from auction records and marketplace analyses indicates that unconverted, original single-stack RomAK 991 rifles currently trade between $500 and $750.14 Rifles that have been cleanly and professionally converted to double-stack, especially those accompanied by verifiable provenance from respected builders like Ohio Ordnance Works, command significant valuations ranging from $800 to $1,200 or higher at auction.13
The Voice of the Customer (VoC), synthesized from dedicated Kalashnikov forums, armorer evaluations, and historical teardowns, reveals a deeply divided sentiment:
- The Purist Perspective: Detractors focus heavily on the mechanical shortcomings and the lack of traditional military features. The permanent absence of threaded muzzles, the lack of receiver dimples, and the inherent, documented risks associated with the single-stack bolt geometry make the RomAK 991 significantly less desirable than fully featured, purpose-built double-stack rifles like the SAR-1 or later production WASR-10 models.7 For this demographic, the financial cost and specialized machining required to replace the bolt, weld in stabilizer plates, or thread the barrel entirely negate the rifle’s value proposition.21
- The Pragmatist and Collector Perspective: Proponents emphasize the unparalleled high quality of the foundational Romanian components. The presence of forged, military-surplus trunnions bearing original Cold War-era arsenal dates, combined with Cugir’s legendary cold hammer-forged barrels, elevate the RomAK 991 above many modern, domestically produced commercial AK variants that frequently utilize inferior cast trunnions or unlined button-rifled barrels.6 Owners of well-converted models frequently report decades of reliable service with tens of thousands of rounds fired and zero catastrophic failures, validating the long-term integrity of the core metallurgy.7
9. State-Level Legislation: California and Kasler v. Lockyer
Beyond federal importation laws, the RomAK 991 occupies a highly specific and dangerous niche within state-level firearms legislation. Because it was manufactured precisely to navigate the legal frameworks of the 1990s, its physical and legal identity is inextricably linked to regulatory statutes, most notably in the State of California.
The Roberti-Roos AWCA and the “Series” Concept
The legal footprint of the RomAK 991 is most severe in California. In 1989, following a high-profile shooting, the California legislature enacted the Roberti-Roos Assault Weapons Control Act (AWCA). This pioneering legislation sought to ban “assault weapons” not by feature, but by explicitly listing specific firearms by make and model (Category 1 assault weapons). Almost immediately, firearms manufacturers began slightly altering the names of their rifles to bypass the static list, creating functionally identical firearms under new designations.
To close this loophole, the state legislature passed AB 2560 in 1999, granting the California Attorney General the authority to expand the list of banned weapons to include “series” weapons—firearms that were mechanically and functionally identical to the originally banned models but marketed under different names (Category 2 assault weapons).
The Kasler v. Lockyer Decision and Nomenclature Ambiguity
The constitutionality of this mechanism was fiercely challenged in court. On August 16, 2000, the California Supreme Court issued its landmark, final ruling in Kasler v. Lockyer. The court reversed an earlier Court of Appeal decision, upholding the constitutionality of the AWCA in its entirety and validating the Attorney General’s power to list and ban series weapons.9
Following this ruling, the California Department of Justice published an updated Assault Weapons Identification Guide. In Appendix A, under the heading “AK Series Weapons,” the “Ohio Ordnance Works (o.o.w.) ROMAK 991” was explicitly named and codified into California law as a Category 2 Assault Weapon.8
A critical point of legal ambiguity arises from the precise nomenclature used. While the Kasler list explicitly bans the “ROMAK 991”, the physical receivers of these firearms are frequently stamped “ROMAK 99.1”.3 California law enforcement and the DOJ generally treat these designations as legally identical, but the discrepancy has historically caused profound confusion among consumers and retailers attempting to comply with the exact letter of the law.
Implications for Ownership and Transfer
This specific, by-name designation carries profound legal implications. Under the California Code of Regulations (11 CCR § 5499), any RomAK 991 present in California must have been registered with the Department of Justice on or before the strict deadline of January 23, 2001.23 Furthermore, the law dictates that the caliber of the weapon has no bearing on its status as a series weapon; the name stamped on the receiver dictates its legality.27
The consequences of this classification are severe. Possession of an unregistered RomAK 991 within the state of California constitutes a felony offense. Registered models are heavily restricted regarding transfer; they cannot be sold or willed to another citizen within the state upon the owner’s death. Consequently, the Kasler v. Lockyer designation severely restricts the geographic liquidity of the rifle on the national secondary market, entirely excising California from the potential buyer pool and trapping existing owners in a restrictive legal framework.
| California AW Category | Definition | RomAK 991 Status | Registration Deadline |
| Category 1 | Original Roberti-Roos list (1989). | Not Listed | March 31, 1992 |
| Category 2 | “Series” weapons added via Kasler v. Lockyer (2000). | Explicitly Listed by Name | January 23, 2001 |
| Category 3 | Banned via features test (SB 23, 2000). | Applicable if Converted | December 31, 2000 |
10. Appendix: Analytical Framework and Research Integration
The analytical framework utilized to construct this engineering and market report relies on the rigorous synthesis of open-source intelligence (OSINT), technical teardowns, secondary market financial tracking, and the review of legislative archives.
- Technical and Mechanical Analysis: Engineering specifications regarding receiver thickness, trunnion forging metallurgy, single-stack bolt geometry, and failure-to-feed dynamics were aggregated from primary visual inspections, documented reports by professional gunsmiths, and industry analysts specializing in Eastern Bloc small arms (e.g., historical analyses of Cugir imports and manufacturing practices).28 Quantitative data regarding MOA accuracy and ammunition sensitivity was normalized across multiple independent ballistic evaluations to ensure objective performance metrics.6
- Historical and Commercial Data: Information concerning the complex importation pathways, specifically the operations of D.I.G., Intrac, and Ohio Ordnance Works (O.O.W.), was sourced directly from commercial import markings stamped on physical receivers, combined with archived retail listings and promotional materials from the late 1990s.3
- Market Valuation and Sentiment: Quantitative financial data regarding the past and present valuation of the RomAK 991 was extracted from completed sales data on prominent firearms auction platforms (e.g., Proxibid, FirearmLand) and aggregate enthusiast marketplace discussions to map the appreciation of the asset over time.12
- Legislative Statutes: Regulatory analysis was conducted by directly referencing primary legal documents, including the California Penal Code, the California Attorney General’s Assault Weapons Identification Guide, the text of the 1994 Federal Assault Weapons Ban, and Title 18 of the United States Code (specifically 18 U.S.C. § 922(r)) to ensure accurate legal interpretation of the rifle’s classification.9
Please share the link on Facebook, Forums, with colleagues, etc. Your support is much appreciated and if you have any feedback, please email us in**@*********ps.com. If you’d like to request a report or order a reprint, please click here for the corresponding page to open in new tab.
Sources Used
- Used Romarm/Cugir Romak 991 Auction | FirearmLand, accessed June 21, 2026, https://firearmland.com/item/1026666217
- CUR-2, WUM-2, Romak-992, & Other Early 5.45×39 Romanian ‘AK-74’ Imports (1997-1999), accessed June 21, 2026, https://www.youtube.com/watch?v=k2uipbvhgF0
- Cugir Romak 99.1 – AmmoTerra, accessed June 21, 2026, https://ammoterra.com/product/cugir-romak-99-1
- My AK with an Identity Crisis: My Bulgarian/Romanian/American AK (additional potato pics and write up inside) : r/ak47 – Reddit, accessed June 21, 2026, https://www.reddit.com/r/ak47/comments/52zkdv/my_ak_with_an_identity_crisis_my/
- Pistol Mitralieră model 1963/1965 – Wikipedia, accessed June 21, 2026, https://en.wikipedia.org/wiki/Pistol_Mitralier%C4%83_model_1963/1965
- ROMARMS and Cugir: The Legacy Romanian AKs Including the WASR-10 and Draco Series – Ronin’s Grips, accessed June 21, 2026, https://blog.roninsgrips.com/romarms-and-cugir-the-legacy-romanian-aks-including-the-wasr-10-and-draco-series/
- Romak 991 double stack on Armslist : r/ak47 – Reddit, accessed June 21, 2026, https://www.reddit.com/r/ak47/comments/7wa5l2/romak_991_double_stack_on_armslist/
- Kasler v. Lockyer Assault Weapon List AK Series Weapons – California Department of Justice, accessed June 21, 2026, https://oag.ca.gov/sites/all/files/agweb/pdfs/firearms/infobuls/kaslist.pdf
- California Supreme Court Decision Regarding Roberti-Roos Assault Weapons Control Act, accessed June 21, 2026, https://oag.ca.gov/sites/all/files/agweb/pdfs/firearms/infobuls/200004.pdf
- Pistol Mitralieră model 1963/1965 – Military Wiki – Fandom, accessed June 21, 2026, https://military-history.fandom.com/wiki/Pistol_Mitralier%C4%83_model_1963/1965
- Equipment of The Indian Army Vol 1 | PDF – Scribd, accessed June 21, 2026, https://www.scribd.com/document/277278994/Equipment-of-the-Indian-Army-Vol-1
- Used Ratmil/Cugir Romak 991 Auction | FirearmLand, accessed June 21, 2026, https://firearmland.com/item/1096211530
- Romak opinions : r/ak47 – Reddit, accessed June 21, 2026, https://www.reddit.com/r/ak47/comments/oz0egt/romak_opinions/
- Anybody know much about these? : r/ak47 – Reddit, accessed June 21, 2026, https://www.reddit.com/r/ak47/comments/1oa3i0l/anybody_know_much_about_these/
- Firearm – Military, Collector, Sporting & NFA Online Auctions – Proxibid, accessed June 21, 2026, https://www.proxibid.com/asp/CatalogPrint.asp?aid=194138
- Romarm/cugir Romak991 – For Sale, Used – Very Good Condition – Guns.com, accessed June 21, 2026, https://www.guns.com/used-guns/p/romarm-cugir-romak991?i=670493
- Original romak 991 1999 built. New, in cosmoline. Comes with box, manual, cleaning kit, oiler, and 5 and 10 round mags. What’s the value??? : r/ak47 – Reddit, accessed June 21, 2026, https://www.reddit.com/r/ak47/comments/fc175t/original_romak_991_1999_built_new_in_cosmoline/
- ROMARM/CUGIR ROMAK 99.1 AK47 7.62X39 – Guns International, accessed June 21, 2026, https://www.gunsinternational.com/guns-for-sale-online/rifles/ak-47-rifles/romarm-cugir-romak-99-1-ak47–7-62×39.cfm?gun_id=101626388
- Friend’s Wasr borked? : r/ak47 – Reddit, accessed June 21, 2026, https://www.reddit.com/r/ak47/comments/1hdpw5z/friends_wasr_borked/
- Used Romarm/Cugir Romak 991 Auction – FirearmLand, accessed June 21, 2026, https://firearmland.com/item/1037610909
- Does anyone know the value in these Romak 991, comes with 5 mags : r/ak47 – Reddit, accessed June 21, 2026, https://www.reddit.com/r/ak47/comments/pdhq8d/does_anyone_know_the_value_in_these_romak_991/
- EAST GERMAN MPI KM RIFLE BUILT ON ROMARM / CUGIR – Poulin Auctions, accessed June 21, 2026, https://bid.poulinauctions.com/EAST-GERMAN-MPI-KM-RIFLE-BUILT-ON-ROMARM-CUGIR_i52742339
- “ASSAULT WEAPONS” LISTED BY NAME1 – CalGunLaws.com, accessed June 21, 2026, https://calgunlaws.com/wp-content/uploads/2014/03/Appendix-A-Only.pdf
- California Rifle Identification Flowchart, accessed June 21, 2026, https://gusslers.com/wp-content/uploads/2012/07/AssaultGunFlow7-14-2012.pdf
- What is an Assault Weapon Under California Law – Michel & Associates, P.C., accessed June 21, 2026, https://michellawyers.com/what-is-an-assault-weapon-under-california-law/
- Cal. Code Regs. Tit. 11, § 5499 – California Penal Code Section 30510, Subdivision (f), Assault Weapons List | State Regulations – Cornell Law School, accessed June 21, 2026, https://www.law.cornell.edu/regulations/california/11-CCR-5499
- Assault Weapon Identification Guide – California Department of Justice, accessed June 21, 2026, https://oag.ca.gov/sites/all/files/agweb/pdfs/firearms/forms/aws-guide.pdf
- WUM-1, Romak-991, SAR-1, WASR-10/63 & More (Revisiting Romanian 7.62×39 AKs), accessed June 21, 2026, https://www.youtube.com/watch?v=vrbLEfjBq6g