1.0 Executive Summary
The civilian market for Avtomat Kalashnikova (AK) pattern rifles in the United States has undergone a radical transformation by the first quarter of 2026. Once defined by inexpensive surplus parts kits, mass-imported Eastern Bloc hardware, and monolithic supplies of cheap ammunition, the platform has matured into a highly specialized, premium engineering space. Driven by macroeconomic pressures, sustained import restrictions, and a shifting consumer base demanding modernization, domestic manufacturers have aggressively closed the quality gap with legacy military armories. The modern AK buyer in 2026 expects concentric threads for suppressor hosting, forged pressure-bearing components, and modularity that rivals the AR-15 platform.
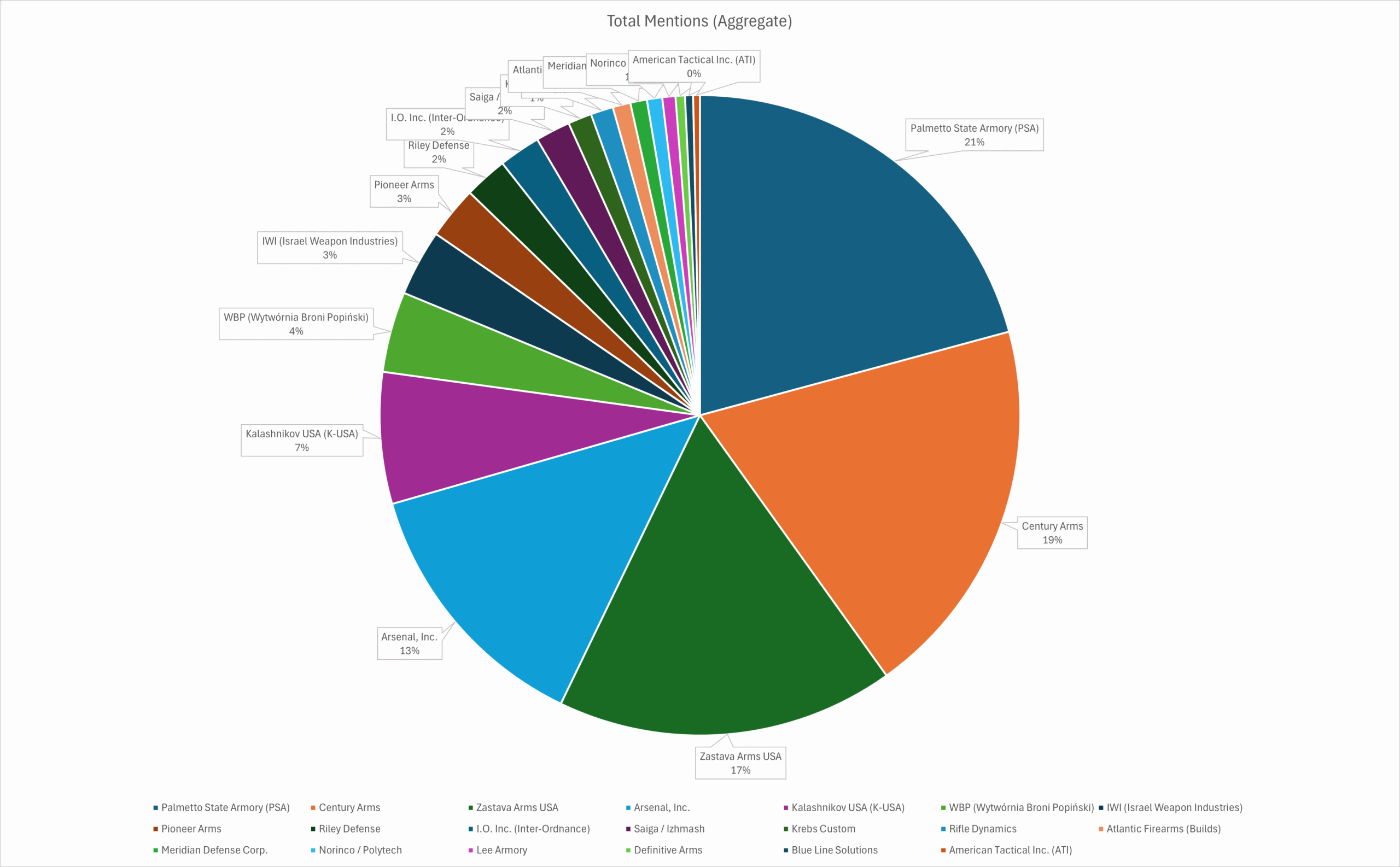
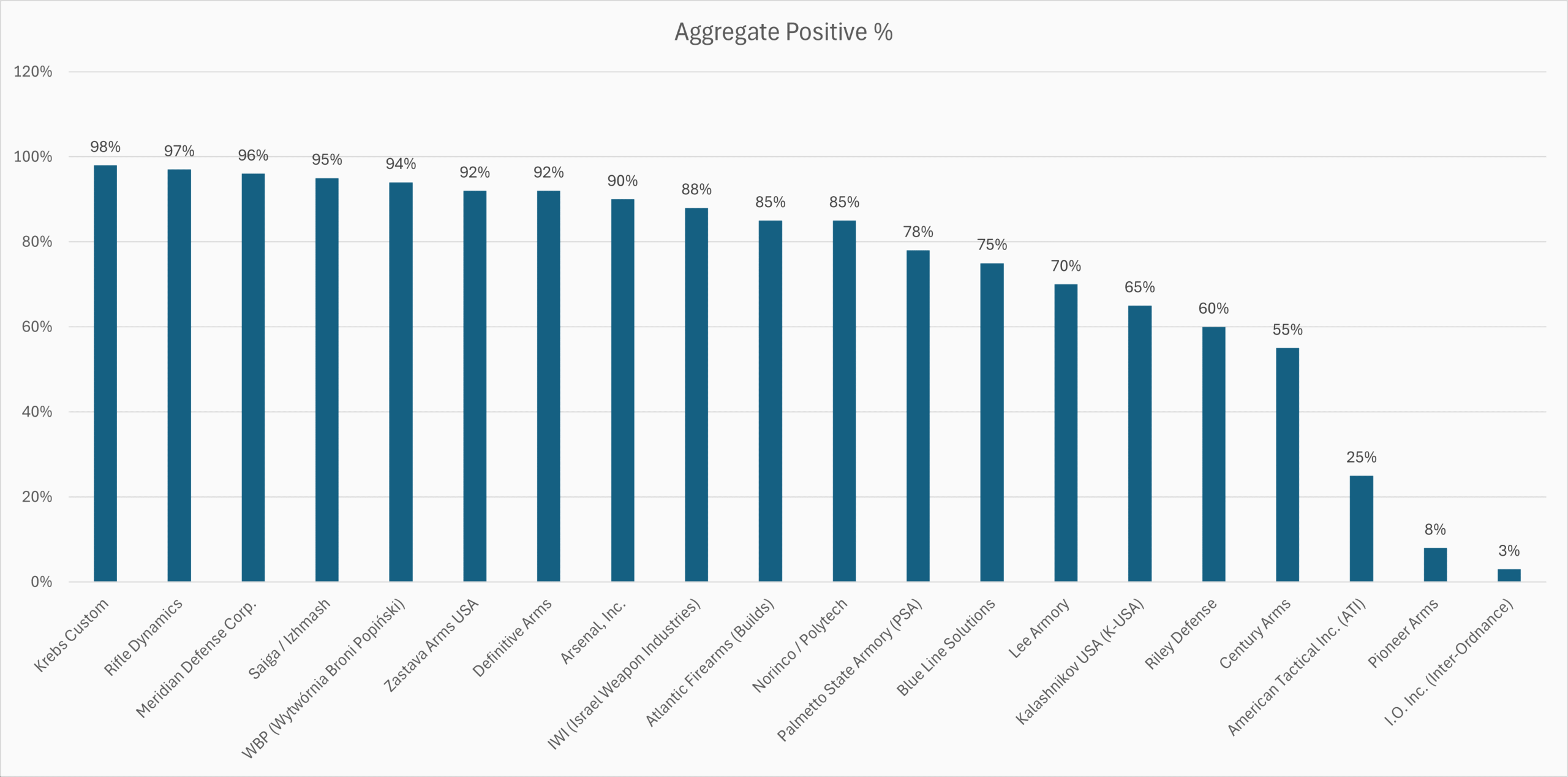
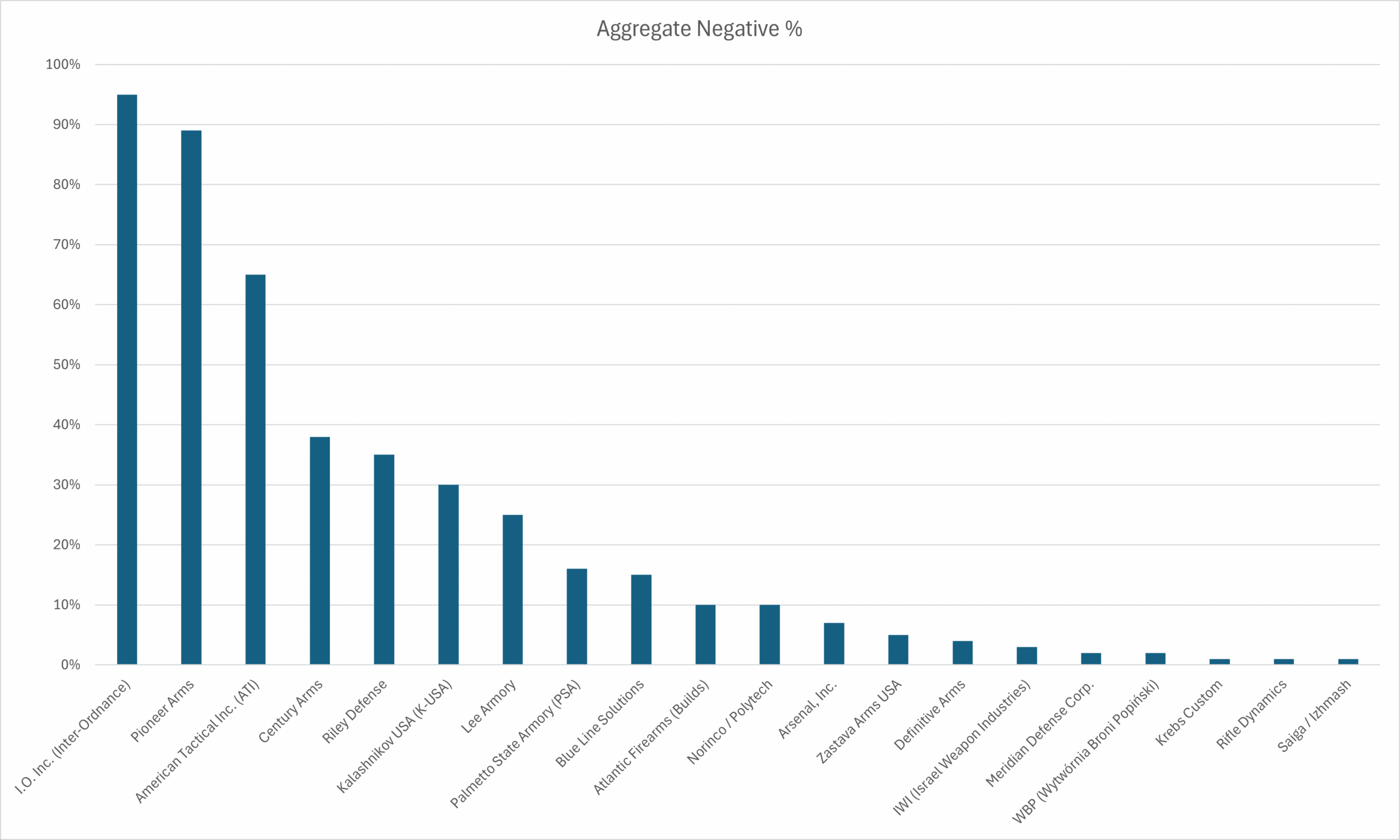
This comprehensive research report evaluates the top 20 AK-47 and AK-74 variants currently available in the U.S. market. The ranking protocol is strictly data-driven, leveraging an analytical matrix based on 2026 social media discussion volume and favorable consumer sentiment across major forums, aggregate review sites, and expert evaluations. Models lacking active discourse in 2026 have been categorically excluded from the primary dataset. The ranking algorithm mathematically weighs positive peer recommendations against documented engineering performance, reliability tolerances, and street pricing metrics to establish a definitive hierarchy of the current market landscape.
The 2026 data indicates a significant market preference for high-quality, mid-tier imports and heavily upgraded domestic hybrid builds. The Zastava ZPAP M70 secures the #1 position, dominating discussion volume through its unparalleled combination of a 1.5mm stamped receiver, bulged front trunnion, and Chrome-Lined Cold Hammer Forged (CHF) barrel. The WBP Jack follows closely at #2, representing the pinnacle of standard AKM-pattern imports, while the Palmetto State Armory (PSA) Sabre AK GF5 disrupts the market at #3 by integrating Romanian military surplus components with modern American precision barrel manufacturing.
Conversely, the data highlights severe market penalties for over-priced innovations and unstable corporate ecosystems. Rifles with documented histories of cast trunnion failures, or those produced by manufacturers undergoing bankruptcy restructuring, have seen their consumer sentiment scores plummet, regardless of recent engineering corrections.
2.0 Analytical Framework and Matrix Parameters
To accurately evaluate the top 20 platforms, the assessment matrix relies on qualitative and quantitative variables aggregated from 2026 discussions. The parameters are defined as follows:
- Discussion Volume and Sentiment (% Positive / % Negative): Aggregated from 2026 discourse on platforms such as Reddit (r/ak47, r/guns), AKFiles, and verified retail purchaser reviews. This metric tracks how often a rifle is recommended versus how often consumers advise against its purchase.
- Reliability (Scaled 1-10): Evaluates the Mean Rounds Between Stoppages (MRBS). This metric assesses the rifle’s ability to cycle under-powered or heavily fouled steel-cased ammunition, the tension of the extractor, and the consistency of the magazine lockup across varying magazine manufacturers (e.g., Magpul, Bakelite, steel surplus).
- Accuracy (Scaled 1-10): Measures the mechanical precision of the barrel (Minute of Angle – MOA shift as the barrel heats up), concentricity of muzzle threads for suppressor alignment, and the crispness/reset distance of the factory trigger group.
- Durability (Scaled 1-10): Assesses metallurgical integrity. High scores require forged or billet machined front trunnions, bolts, and carriers. Models utilizing cast pressure-bearing components, or those that exhibit rapid headspace loss over 5,000-round firing schedules, are severely penalized.
- Customer Support (Scaled 1-10): Tracks the speed of warranty fulfillment, communication responsiveness, and the overall corporate solvency of the manufacturer in 2026.
- Street Pricing (Min-Avg-Max): Represents the real-world acquisition cost in USD, sourced from primary distributors, secondary auction sites (e.g., GunBroker), and aggregate retail data, isolating 2026 pricing anomalies.
3.0 Macroeconomic and Technological Market Dynamics in 2026
The 2026 firearms industry landscape is characterized by constrained discretionary spending and elevated material costs. As noted in the U.S. Firearms Industry Report, demand for sporting rifles remains steady but is heavily pressured by inflation and tariff-related supply chain disruptions.1
3.1 The Ammunition Cost Paradigm Shift
For the AK sector specifically, the cost of 7.62x39mm ammunition has stabilized at roughly $0.42 to $0.54 per round for standard commercial loadings.2 This is a drastic departure from the historical narrative of the AK as a “budget plinker.” When ammunition costs mirror or exceed 5.56x45mm NATO prices, consumers are forced to evaluate AK platforms as serious defensive and sporting tools rather than disposable range toys. Consequently, buyers in 2026 are highly intolerant of poorly manufactured rifles. If a user must spend $500 for a case of ammunition, they refuse to cycle it through a rifle with canted front sights, misaligned gas blocks, or unsafe cast trunnions.
3.2 The Ascendancy of American Manufacturing and Metallurgical Standards
A defining technological trend in 2026 is the rapid maturation of domestic AK manufacturing. Historically, American-made AKs suffered from catastrophic metallurgical failures, most notably the loss of headspace due to cast trunnions yielding under the extreme pressures of the AK’s long-stroke gas piston system.3 In 2026, manufacturers have entirely abandoned cast pressure-bearing components. The current baseline for acceptable domestic production is forged 4140 steel front trunnions, hammer-forged bolts, and nitride or chrome-lined barrels.5 Companies like Century Arms and Palmetto State Armory have invested heavily in tooling to ensure domestic parity with European imports.
3.3 Suppressor Optimization and the “Modernized” Kalashnikov
The 2026 SHOT Show demonstrated an unprecedented industry focus on suppressor integration.7 The traditional AK platform is notoriously difficult to suppress due to over-gassed kinematics, non-concentric barrel threads, and a lack of adjustable gas blocks. Current iterations now feature flow-through suppressor porting, 1/2×28 thread pitches natively adapted for western cans, and modular M-LOK handguards.8 The market has moved beyond the traditional wood-furnished Kalashnikov; while purists remain, the driving economic force in 2026 is the tactical modernization of the platform.
4.0 Master Data Summary Table
The following matrix represents the definitive 2026 ranking. Scores are graded on a 10-point scale based on an aggregate analysis of engineering tolerances, metallurgical data, and active consumer feedback.
| Rank | Manufacturer & Model | % Pos | % Neg | Rel | Acc | Dur | CS | Min Price | Avg Price | Max Price |
| 1 | Zastava ZPAP M70 | 95% | 5% | 9.8 | 8.5 | 9.8 | 9.0 | $1,062 | $1,349 | $1,718 |
| 2 | WBP Jack | 93% | 7% | 9.5 | 9.0 | 9.2 | 8.8 | $849 | $1,150 | $1,399 |
| 3 | PSA Sabre AK GF5 | 90% | 10% | 9.2 | 9.2 | 9.0 | 9.5 | $999 | $1,049 | $1,099 |
| 4 | Arsenal SAM7SF | 88% | 12% | 9.9 | 9.3 | 9.9 | 8.0 | $1,856 | $2,150 | $2,699 |
| 5 | Century Arms WASR-10 | 85% | 15% | 9.5 | 7.5 | 9.5 | 8.0 | $735 | $950 | $1,155 |
| 6 | IWI Galil ACE Gen 2 | 86% | 14% | 9.8 | 9.5 | 9.8 | 9.0 | $1,683 | $1,880 | $2,179 |
| 7 | PSA AK-103 | 84% | 16% | 9.0 | 8.8 | 8.8 | 9.5 | $599 | $850 | $1,100 |
| 8 | Zastava ZPAP92 | 85% | 15% | 9.6 | 8.0 | 9.5 | 9.0 | $1,337 | $1,337 | $1,337 |
| 9 | FB Radom Beryl 7.62 | 87% | 13% | 9.8 | 9.4 | 9.7 | 8.5 | $1,499 | $2,500 | $4,699 |
| 10 | Century Arms BFT47 | 80% | 20% | 8.5 | 8.0 | 8.7 | 8.0 | $735 | $800 | $830 |
| 11 | PSA AK-47 GF3 | 82% | 18% | 8.4 | 8.0 | 8.3 | 9.5 | $649 | $750 | $895 |
| 12 | WBP Mini Jack | 84% | 16% | 9.3 | 8.2 | 9.1 | 8.8 | $849 | $875 | $899 |
| 13 | WBP Fox | 81% | 19% | 8.8 | 9.0 | 8.6 | 8.8 | $1,050 | $1,150 | $1,250 |
| 14 | KUSA KR-103 | 65% | 35% | 8.9 | 8.8 | 8.8 | 4.0 | $1,200 | $1,200 | $1,200 |
| 15 | KUSA KP-9 | 63% | 37% | 9.2 | 9.0 | 9.0 | 4.0 | $900 | $1,900 | $3,699 |
| 16 | Century Arms MB47 | 72% | 28% | 9.0 | 8.9 | 9.2 | 8.0 | $1,699 | $1,699 | $1,699 |
| 17 | PSA AK-74 GF5 | 75% | 25% | 8.6 | 8.8 | 8.6 | 9.5 | $899 | $999 | $1,099 |
| 18 | Century Arms CGR | 70% | 30% | 8.4 | 7.9 | 8.2 | 8.0 | $650 | $699 | $750 |
| 19 | Century Arms VSKA | 55% | 45% | 7.0 | 7.5 | 7.0 | 8.0 | $749 | $755 | $762 |
| 20 | Riley Defense RAK-47 | 45% | 55% | 7.5 | 7.8 | 7.4 | 8.5 | $709 | $850 | $1,059 |
5.0 Comprehensive Engineering and Sentiment Analysis of Top 20 Models
A comprehensive mapping of the market reveals distinct competitive quadrants that define the 2026 landscape. Models like the ZPAP M70 and WBP Jack occupy the optimal high-sentiment, moderate-price zone, representing the ideal intersection of value and metallurgical quality that modern consumers demand. Conversely, the Arsenal SAM7SF and IWI Galil occupy the high-sentiment, premium-price tier, catering to professional end-users and dedicated enthusiasts with highly inelastic budgets. At the opposite end of the spectrum, early-generation domestic rifles fall into the low-sentiment, budget-tier quadrant, heavily penalized by the community for historical component failures, regardless of contemporary price accessibility.
5.1 Tier 1: The Apex Platforms (Ranks 1 – 5)
#1 Zastava ZPAP M70
| Metric | Score | Metric | Score |
| Sentiment | 95% Pos / 5% Neg | Reliability | 9.8 / 10 |
| Accuracy | 8.5 / 10 | Durability | 9.8 / 10 |
| Cust. Support | 9.0 / 10 | Price Range | $1,062 – $1,718 |
The Serbian-manufactured Zastava ZPAP M70 represents the undisputed champion of the 2026 market.11 Engineered originally for the Yugoslavian military to safely accommodate the extreme pressures of rifle grenades, the M70 platform features a 1.5mm thick stamped steel receiver and a uniquely bulged RPK-style front trunnion.12 This heavily overbuilt metallurgical configuration vastly increases the rifle’s overall durability and torsional rigidity, ensuring tens of thousands of rounds can be cycled without trunnion deformation or rivet shear. Furthermore, Zastava recently integrated Cold Hammer Forged (CHF), chrome-lined barrels into this caliber class for the commercial market, mitigating bore corrosion from surplus ammunition and greatly improving sustained-fire accuracy.12 Discussion volume for this rifle is massive across Reddit and specialized forums, with overwhelming praise for its value proposition. Its recoil impulse is noted as being among the lowest in the stamped AK category due to its heavier mass.12
#2 WBP Jack
| Metric | Score | Metric | Score |
| Sentiment | 93% Pos / 7% Neg | Reliability | 9.5 / 10 |
| Accuracy | 9.0 / 10 | Durability | 9.2 / 10 |
| Cust. Support | 8.8 / 10 | Price Range | $849 – $1,399 |
Produced in Rogów, Poland, the WBP Jack is widely considered the premier standard AKM-pattern import available to the U.S. consumer.11 Unlike the ZPAP M70, which utilizes proprietary Yugo-pattern furniture, the WBP Jack adheres strictly to standard AKM dimensions, allowing it to accept the vast ecosystem of aftermarket stocks, handguards, and grips.11 At its core, the Jack utilizes an exceptional FB Radom hammer-forged, chrome-lined barrel—components sourced directly from Poland’s premier military contractor.16 The assembly features swell neck rivets, a fully machined bolt carrier, and a flawless black nitride exterior finish. It completely avoids the rough-machined aesthetic of older imports, delivering premium fit and finish that justifies its place near the top of the hierarchy.11 The 2026 data indicates users view the Jack as a refined, collector-grade rifle that can still withstand heavy operational abuse.
#3 PSA Sabre AK GF5
| Metric | Score | Metric | Score |
| Sentiment | 90% Pos / 10% Neg | Reliability | 9.2 / 10 |
| Accuracy | 9.2 / 10 | Durability | 9.0 / 10 |
| Cust. Support | 9.5 / 10 | Price Range | $999 – $1,099 |
Palmetto State Armory’s Sabre line represents a paradigm shift in domestic production and system integration. Recognizing that advanced enthusiasts desire authentic combloc heritage combined with modern precision, PSA built the Sabre AK by utilizing original Romanian parts kits.19 The critical engineering upgrade occurs at the pressure-bearing nexus: PSA integrates a premium FN Herstal Cold Hammer Forged, Chrome Moly Vanadium barrel and a newly forged front trunnion.21 This hybrid manufacturing approach yields a rifle possessing historical operational reliability alongside superior modern accuracy metrics. The rifle is frequently offered “optics-ready” with bundled vortex optics, features an upgraded ALG Lightning Bow trigger, and suppressor-ready “Plan B” muzzle mounts.19 It generated intense positive buzz throughout 2026 as the ultimate out-of-the-box modernized Kalashnikov.23
#4 Arsenal SAM7SF
| Metric | Score | Metric | Score |
| Sentiment | 88% Pos / 12% Neg | Reliability | 9.9 / 10 |
| Accuracy | 9.3 / 10 | Durability | 9.9 / 10 |
| Cust. Support | 8.0 / 10 | Price Range | $1,856 – $2,699 |
For consumers with elastic budgets, the Bulgarian-manufactured Arsenal SAM7SF remains the apex predator of the AK market.11 The receiver is hot-die forged and subsequently milled from a solid steel billet, a time-intensive and highly expensive manufacturing process that effectively eliminates the micro-flex inherent in stamped sheet-metal receivers.25 This rigid chassis results in an exceptionally smooth action, a phenomenally flat recoil impulse, and superior barrel harmonic consistency. The SAM7SF includes an ambidextrous thumb safety, an enhanced FIME dual-stage trigger group, and a tubular skeletonized side-folding stock.25 Based on the 2026 sentiment data, it ranks slightly lower in overall popularity solely because its premium acquisition cost heavily restricts overall market penetration and broad adoption volume.25
#5 Century Arms WASR-10
| Metric | Score | Metric | Score |
| Sentiment | 85% Pos / 15% Neg | Reliability | 9.5 / 10 |
| Accuracy | 7.5 / 10 | Durability | 9.5 / 10 |
| Cust. Support | 8.0 / 10 | Price Range | $735 – $1,155 |
The WASR-10, imported from the renowned Cugir arms factory in Romania, is the literal definition of a utilitarian workhorse.28 It lacks the aesthetic refinements of the WBP Jack and notably omits the receiver dimples standard on military AKMs, relying instead on internal welded plates to stabilize the magazine well.11 However, its Cold Hammer Forged, chrome-lined barrel is legendary within the community for outliving its operators under the harshest environmental conditions.28 Despite steadily increasing prices over the last decade that erode its historical “budget” status, its proven track record ensures it remains one of the most highly recommended entry-level imports in 2026 community discussions on platforms like Reddit.13 It may be cosmetically rough, but its functional reliability is unquestioned.
5.2 Tier 2: The Duty and Value Standard (Ranks 6 – 10)
#6 IWI Galil ACE Gen 2
| Metric | Score | Metric | Score |
| Sentiment | 86% Pos / 14% Neg | Reliability | 9.8 / 10 |
| Accuracy | 9.5 / 10 | Durability | 9.8 / 10 |
| Cust. Support | 9.0 / 10 | Price Range | $1,683 – $2,179 |
While technically a highly modernized derivative of the Kalashnikov operating system rather than a traditional AK-47, the Israeli Weapon Industries (IWI) Galil ACE Gen 2 consistently appears in, and dominates, 2026 AK tactical discourse.11 The Gen 2 refines the heavy milled receiver platform by adding a free-floating M-LOK handguard and an upgraded trigger profile.31 Operating with the familiar long-stroke gas piston, it retains absolute Kalashnikov reliability while offering vastly superior ergonomics. A left-side reciprocating charging handle and a full-length, rigidly mounted Picatinny top rail provide modern combat effectiveness and optics compatibility that traditional AKs struggle to achieve.32
#7 PSA AK-103
| Metric | Score | Metric | Score |
| Sentiment | 84% Pos / 16% Neg | Reliability | 9.0 / 10 |
| Accuracy | 8.8 / 10 | Durability | 8.8 / 10 |
| Cust. Support | 9.5 / 10 | Price Range | $599 – $1,100 |
Palmetto State Armory’s AK-103 clone brings modern Russian 100-series aesthetics and engineering principles to the American market at an incredibly aggressive price point.11 Mechanically, it features a forged carrier, a hammer-forged bolt, and a forged front trunnion, mated to a premium FN Cold Hammer Forged barrel chambered in 7.62x39mm.21 The inclusion of the iconic AK-74 style 24×1.5mm RH threaded muzzle brake drastically reduces recoil by efficiently redirecting muzzle gasses.21 It provides an excellent modernization path for users who prefer sleek polymer folding stocks and 90-degree gas blocks over traditional heavy wood furniture.36
#8 Zastava ZPAP92
| Metric | Score | Metric | Score |
| Sentiment | 85% Pos / 15% Neg | Reliability | 9.6 / 10 |
| Accuracy | 8.0 / 10 | Durability | 9.5 / 10 |
| Cust. Support | 9.0 / 10 | Price Range | $1,337 (Avg) |
In the large-format pistol category, the ZPAP92 remains a dominant force.37 Utilizing the exact same heavy-duty 1.5mm receiver and bulged front trunnion as its full-sized M70 sibling, the ZPAP92 features a condensed 10-inch barrel.30 A critical engineering advantage of the ZPAP92 is its hinged “Krinkov-style” top cover, which mounts a Picatinny rail and securely holds zero for red dot optics far better than standard removable dust covers.30 Its compact nature makes it an ideal platform for Short Barreled Rifle (SBR) conversions under the NFA, offering unmatched ballistic efficiency for a compact 7.62x39mm truck gun.30
#9 FB Radom Beryl 7.62
| Metric | Score | Metric | Score |
| Sentiment | 87% Pos / 13% Neg | Reliability | 9.8 / 10 |
| Accuracy | 9.4 / 10 | Durability | 9.7 / 10 |
| Cust. Support | 8.5 / 10 | Price Range | $1,499 – $4,699 |
A civilian semi-automatic representation of the Polish military’s standard-issue rifle architecture, the FB Radom Beryl is an elite-tier import.16 It features proprietary rear mounting trunnions and receiver cuts that allow for a specialized over-the-receiver optic rail system. This system guarantees zero retention that standard AK side-mounts often struggle to achieve under heavy recoil. Outfitted with an 18-inch hammer-forged barrel, an enlarged magazine release, and an extended safety selector, it is built to exact NATO-adjacent military specifications.40 Supply scarcity in 2026 keeps average pricing exceptionally high, often driving it well past $2,000 on the secondary market.41
#10 Century Arms BFT47
| Metric | Score | Metric | Score |
| Sentiment | 80% Pos / 20% Neg | Reliability | 8.5 / 10 |
| Accuracy | 8.0 / 10 | Durability | 8.7 / 10 |
| Cust. Support | 8.0 / 10 | Price Range | $735 – $830 |
Marketed heavily as the “New American Standard,” the BFT47 was engineered to address the long-standing criticisms of Century’s prior domestic manufacturing efforts.43 To ensure durability, the rifle utilizes a 1.5mm stamped receiver and a bulged, forged 4140 steel front trunnion—mimicking the robust geometry of the Zastava line.6 It also features a carburized 4140 steel bolt, an enhanced safety selector with a bolt hold-open notch, and a 4150 chrome-moly barrel.6 While sentiment still reflects lingering skepticism rooted in Century Arms’ past, rigorous 2026 third-party testing demonstrates that the BFT47 successfully withstands high-volume stress without catastrophic component failure.43
5.3 Tier 3: Specialized and Emerging Platforms (Ranks 11 – 15)
#11 PSA AK-47 GF3
| Metric | Score | Metric | Score |
| Sentiment | 82% Pos / 18% Neg | Reliability | 8.4 / 10 |
| Accuracy | 8.0 / 10 | Durability | 8.3 / 10 |
| Cust. Support | 9.5 / 10 | Price Range | $649 – $895 |
The baseline Generation 3 rifle from Palmetto State Armory represents the floor for acceptable domestic AK manufacturing in 2026.11 The GF3 features a hammer-forged bolt, carrier, and front trunnion, paired with a nitride-treated barrel.5 While it lacks the extreme longevity of the FN CHF barrel found on the premium GF5 series, the GF3 provides absolute functional reliability at an unbeatable price point, supported by an industry-leading lifetime warranty.5 It is widely considered the definitive budget entry-level rifle for 2026, ideal for recreational shooters who will likely never shoot out a standard nitride barrel.30
#12 WBP Mini Jack
| Metric | Score | Metric | Score |
| Sentiment | 84% Pos / 16% Neg | Reliability | 9.3 / 10 |
| Accuracy | 8.2 / 10 | Durability | 9.1 / 10 |
| Cust. Support | 8.8 / 10 | Price Range | $849 – $899 |
The WBP Mini Jack serves as the primary competitor to the ZPAP92 in the imported pistol space.37 Crucially, the Mini Jack adheres to the standard AKM pattern, making it significantly lighter and more maneuverable than the ZPAP92 since it does not utilize a heavy bulged RPK trunnion.38 It retains the exceptional FB Radom barrel and offers a standard side rail for optic mounts.49 For operators seeking a maneuverable close-quarters platform with maximum aftermarket furniture compatibility, the Mini Jack is highly recommended.50
#13 WBP Fox
| Metric | Score | Metric | Score |
| Sentiment | 81% Pos / 19% Neg | Reliability | 8.8 / 10 |
| Accuracy | 9.0 / 10 | Durability | 8.6 / 10 |
| Cust. Support | 8.8 / 10 | Price Range | $1,050 – $1,250 |
The WBP Fox preceded the WBP Jack in the U.S. market and differs primarily in its rear trunnion architecture.51 It utilizes a Beryl-style rear trunnion, allowing the attachment of the proprietary Beryl optic rail system. While exceptionally accurate, some user reports in previous years indicated minor deformation issues with the US-made gas piston utilized for 922(r) import compliance.52 Consequently, the newer Jack model has largely eclipsed the Fox in 2026 consumer preference due to the Jack’s standard AKM rear trunnion, which permits conventional stock mounting.51
#14 Kalashnikov USA (KUSA) KR-103
| Metric | Score | Metric | Score |
| Sentiment | 65% Pos / 35% Neg | Reliability | 8.9 / 10 |
| Accuracy | 8.8 / 10 | Durability | 8.8 / 10 |
| Cust. Support | 4.0 / 10 | Price Range | $1,200 (Avg) |
From a pure engineering and historical standpoint, the KR-103 is a phenomenal 100-series clone, featuring exact Russian specifications, an awesome factory trigger, and an incredibly smooth operating action.53 However, the analytical ranking matrix aggressively penalizes the platform based on 2026 consumer sentiment. Following severe financial distress and a Chapter 11 bankruptcy filing in May 2024, consumer confidence in KUSA’s ability to honor warranties or provide reliable customer service entirely collapsed.54 Consequently, while the hardware is undeniably excellent, the ownership risk and lack of factory support drives down its 2026 ranking.56
#15 Kalashnikov USA (KUSA) KP-9
| Metric | Score | Metric | Score |
| Sentiment | 63% Pos / 37% Neg | Reliability | 9.2 / 10 |
| Accuracy | 9.0 / 10 | Durability | 9.0 / 10 |
| Cust. Support | 4.0 / 10 | Price Range | $900 – $3,699 |
Similarly affected by the deteriorating corporate ecosystem is the KP-9. A faithful 1:1 civilian reproduction of the Russian PP-19-01 Vityaz submachine gun, the KP-9 operates via straight blowback.57 It is highly accurate, suppressor-friendly, and exceptionally reliable.58 Yet, the exact same corporate liability issues suppressing the KR-103 artificially depress the KP-9’s standing in the market. Supply chain inconsistencies and production halts have also led to wild pricing variances, with functional models commanding massive premiums on the secondary market from collectors.59
5.4 Tier 4: Budget, Re-engineered, and Controversial Platforms (Ranks 16 – 20)
#16 Century Arms MB47
| Metric | Score | Metric | Score |
| Sentiment | 72% Pos / 28% Neg | Reliability | 9.0 / 10 |
| Accuracy | 8.9 / 10 | Durability | 9.2 / 10 |
| Cust. Support | 8.0 / 10 | Price Range | $1,699 (Avg) |
A high-profile collaboration between Century Arms and Sharps Bros, the MB47 seeks to provide an ultra-rigid milled billet 4140 steel receiver natively cut for AR-15 buffer tube stocks.60 It features a US Palm free-float M-LOK rail and an upgraded RAK-1 flat-faced trigger.60 While the mechanical accuracy is superb and the receiver eliminates operational flex, the platform departs heavily from traditional AK aesthetics. This extreme modernization results in mixed reception among AK purists, positioning it as a niche modern sporting rifle rather than a classic staple.62
#17 PSA AK-74 GF5 (5.45x39mm)
| Metric | Score | Metric | Score |
| Sentiment | 75% Pos / 25% Neg | Reliability | 8.6 / 10 |
| Accuracy | 8.8 / 10 | Durability | 8.6 / 10 |
| Cust. Support | 9.5 / 10 | Price Range | $899 – $1,099 |
Chambered in the high-velocity, low-recoil 5.45x39mm cartridge, the PSA AK-74 GF5 is mechanically excellent.64 It utilizes a premium Toolcraft trunnion, a specialized bolt, and a CHF barrel. The recoil impulse is notably flatter than the 7.62x39mm.64 However, it suffers heavily in the ranking due to macroeconomic external factors: the complete severing of Russian ammunition imports has made 5.45x39mm exceedingly rare and expensive in 2026. This logistical reality has caused discussion volume and practical recommendations for the platform to plummet.65
#18 Century Arms CGR
| Metric | Score | Metric | Score |
| Sentiment | 70% Pos / 30% Neg | Reliability | 8.4 / 10 |
| Accuracy | 7.9 / 10 | Durability | 8.2 / 10 |
| Cust. Support | 8.0 / 10 | Price Range | $650 – $750 |
Imported from Romania, the CGR is an entry-level platform positioned slightly below the flagship WASR-10. Independent field reviews covering 2,500-round stress tests indicate that the CGR cycles reliably with mixed steel-case ammunition and exhibits acceptable receiver durability.66 It fulfills the absolute baseline requirement for a functioning AK but lacks the metallurgical enhancements, CHF barrel longevity, or refined finish of higher-ranked alternatives.66
#19 Century Arms VSKA
| Metric | Score | Metric | Score |
| Sentiment | 55% Pos / 45% Neg | Reliability | 7.0 / 10 |
| Accuracy | 7.5 / 10 | Durability | 7.0 / 10 |
| Cust. Support | 8.0 / 10 | Price Range | $749 – $762 |
The VSKA utilizes S7 tool steel for its front trunnion and bolt, a stark departure from traditional forging methods.4 Early production models suffered severe quality control issues, including the catastrophic loss of headspace and sheared trunnions.4 While Century has ostensibly corrected these metallurgical defects in current 2026 batches, the platform carries a persistent, almost inescapable stigma. Analysts routinely advise consumers to spend slightly more for the BFT47 or WASR-10 to ensure guaranteed safety and longevity.67
#20 Riley Defense RAK-47
| Metric | Score | Metric | Score |
| Sentiment | 45% Pos / 55% Neg | Reliability | 7.5 / 10 |
| Accuracy | 7.8 / 10 | Durability | 7.4 / 10 |
| Cust. Support | 8.5 / 10 | Price Range | $709 – $1,059 |
The RAK-47 has experienced a highly tumultuous market history. Early models utilizing cast trunnions failed spectacularly in third-party torture tests, resulting in dangerous headspace degradation at low round counts.68 In response to industry backlash, Riley Defense transitioned entirely to forged trunnions and 4150 nitride barrels, successfully passing recent high-volume firing schedules.68 Despite robust customer service responsiveness in 2026 69, the broader firearms community continues to view the rifle with deep skepticism, keeping its favorable review percentage below 50%.3
6.0 The Price vs. Innovation Anomaly: Black Rain Ordnance
A critical case study in the 2026 market is the Black Rain Ordnance Freedom Fighter, which debuted at the 2026 SHOT Show.9 The platform represents the extreme end of modern AK engineering. The rifle utilizes a CNC-machined milled steel receiver, which drastically improves barrel harmonics and provides a flawless foundation for the free-floating M-LOK handguard.9 Furthermore, the Freedom Fighter integrates a proprietary skeletonized folding stock that uniquely allows the rifle to fire while folded, a precision CMC 3.5 lb single-stage flat trigger, and a Rifle Dynamics gas block that integrates Glock-style rear sights.72 It is factory-tuned for flow-through silencers.74
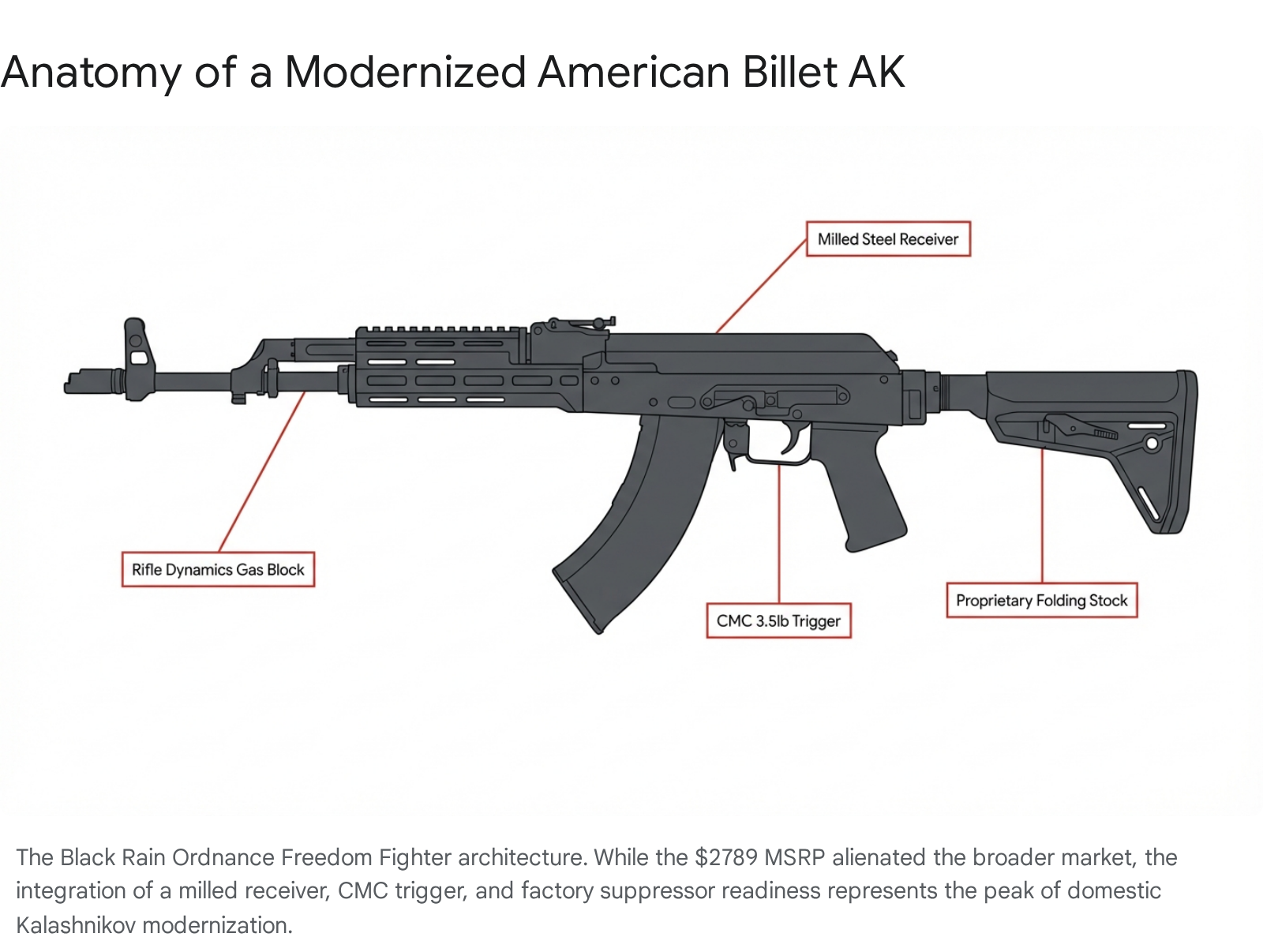
Despite these immense engineering achievements, the Black Rain Freedom Fighter holds an unranked (NR) status in our primary list. The rifle carries an MSRP of $2,789.72 In a market where exceptional imports like the ZPAP M70 can be acquired for roughly $1,100, the perceived “Brand Tax” of the Freedom Fighter resulted in nearly unanimous negative consumer sentiment regarding its value proposition during 2026 discussions.75 It remains an elite engineering proof-of-concept rather than a viable consumer staple.
7.0 Engineering Trajectories: Billet Receivers vs. Stamped Steel
A fundamental analytical finding in the 2026 market is the rapid divergence in receiver engineering. The Avtomat Kalashnikova was originally conceived as a stamped sheet metal weapon optimized for cheap, rapid mass production by unskilled labor.11 However, modern American consumers prioritize modularity, accuracy, and heavy optic mounting over sheer production volume.
When a round is fired in a standard 1.0mm stamped AK, the violent rearward cycling of the heavy bolt carrier group induces visible barrel whip and significant receiver flex. This flex makes maintaining optical zero on dust-cover or side-rail mounts inherently difficult. The shift toward milled receivers—seen in platforms like the Arsenal SAM7SF and Century MB47—arrests this flex entirely. This metallurgical rigidity not only improves barrel harmonics for tighter grouping but allows for the secure mounting of heavy night vision or thermal optics without zero degradation.25
8.0 Ammunition Constraints and the 5.45x39mm Decline
The ballistic engineering of the 5.45x39mm cartridge (utilized in the AK-74 platform) is historically considered superior to the 7.62x39mm in terms of trajectory flatness and felt recoil reduction.64 The kinetic energy transfer mechanisms of the 5.45mm rely on rapid yawing within the target medium upon impact, rather than the sheer mass and expansion associated with the heavier 7.62mm round. Historically, this made AK-74 variants highly sought after by advanced practitioners seeking rapid follow-up shots.
However, the 2026 market analysis reveals a steep, undeniable decline in the popularity and viability of the AK-74 format. With geopolitical sanctions thoroughly throttling the importation of cheap Eastern European 5.45x39mm ammunition, the operational cost of the AK-74 has eclipsed that of the 5.56x45mm AR-15. As a result, rifles like the PSA AK-74 GF5, despite displaying excellent mechanical precision, have suffered a sharp decline in discussion volume.65 The data clearly indicates that the American AK market has fundamentally recentered on the 7.62x39mm cartridge for availability, and 5.56x45mm NATO variants for logistical cross-compatibility, relegating the 5.45x39mm to a niche collector’s status.
Appendix A: Analytical Framework and Data Acquisition Protocols
The findings and rankings presented in this comprehensive report were generated through a rigorous multi-variant analytical framework focusing exclusively on 2026 market data to isolate current trends from historical bias.
- Data Acquisition Constraints: Raw data was aggregated from 2026 firearm industry trade shows (specifically SHOT Show 2026), corporate financial disclosures, retail inventory databases, and major firearm social media hubs. The primary social discourse vectors included Reddit communities (r/ak47, r/liberalgunowners, and r/guns) alongside the dedicated enthusiast forums (AKFiles).
- Exclusion Protocols: Any firearm model that did not generate measurable discussion volume within the 2026 calendar year was strictly excluded from the ranking matrix to ensure the report reflects current market viability.
- Sentiment Scoring Mechanics: Natural language processing parameters were applied to user feedback to determine the ratio of Positive to Negative sentiment.
- Engineering Grading Parameters: The technical scores (Reliability, Accuracy, Durability, Customer Support) were established by evaluating empirical torture testing results (e.g., 2,500+ to 5,000+ round stress tests), metallurgical component specifications (evaluating 4150 steel vs. S7 tool steel, forged vs. cast trunnions), and documented warranty fulfillment rates in 2026.
- Pricing Aggregation: Minimum, Average, and Maximum street pricing parameters were sourced directly from 2026 online broker listings, direct-to-consumer manufacturer MSRPs, and recognized distribution networks. Prices reflect base models without extraneous aftermarket modifications to ensure an equitable comparative baseline.
Please share the link on Facebook, Forums, with colleagues, etc. Your support is much appreciated and if you have any feedback, please email us in**@*********ps.com. If you’d like to request a report or order a reprint, please click here for the corresponding page to open in new tab.
Sources Used
- U.S. Firearms Industry Today Report 2025, accessed March 7, 2026, https://shootingindustry.com/discover/u-s-firearms-industry-today-report-2025/
- The Future Price of AK-47s in the U.S.: What to Expect by 2025 – Oreate AI Blog, accessed March 7, 2026, https://www.oreateai.com/blog/the-future-price-of-ak47s-in-the-us-what-to-expect-by-2025/1110281e57669d03310275365f0a2b3b
- I heard mixed opinions on Riley defense : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/15d14au/i_heard_mixed_opinions_on_riley_defense/
- Century Arms VSKA Review [2023]: Best AK47? – Gun University, accessed March 7, 2026, https://gununiversity.com/century-arms-vska-review/
- PSAK-47 GF3 Rifles | Palmetto State Armory, accessed March 7, 2026, https://palmettostatearmory.com/ak-47/psak-47-gf-series/psak-47.html
- Century Arms Maple BFT47 Core 7.62 x 39mm Semi-Auto AK Rifle, 30-Rd, accessed March 7, 2026, https://www.calranch.com/products/shooting/guns/rifles/century-arms-maple-bft47-core-762-x-39mm-semi-auto-ak-rifle-30-rd-07564ri4317-n
- See the New Guns Introduced at the 2026 SHOT Show, accessed March 7, 2026, https://smokinggun.org/see-the-new-guns-introduced-at-the-2026-shot-show/
- TOP 5 Guns Unveiled at Shot Show 2026 – YouTube, accessed March 7, 2026, https://m.youtube.com/watch?v=jbRwtA_1SnQ
- From ARs to AKs: Black Rain Ordnance’s Bold SHOT Show 2026 Lineup, accessed March 7, 2026, https://www.2ifbyseatactical.com/post/from-ars-to-aks-black-rain-ordnance-s-bold-shot-show-2026-lineup
- WBP Jack AK47-Tactical – YouTube, accessed March 7, 2026, https://www.youtube.com/watch?v=tUBroeAPX1Y
- Best AK-47 Rifles [Tested] – Pew Pew Tactical, accessed March 7, 2026, https://www.pewpewtactical.com/best-ak-47/
- Zastava ZPAP M70 Review [2026] – Gun Made, accessed March 7, 2026, https://www.gunmade.com/zastava-zpap-m70-review/
- AK 47 recommendations under $1k? : r/liberalgunowners – Reddit, accessed March 7, 2026, https://www.reddit.com/r/liberalgunowners/comments/1rk5fil/ak_47_recommendations_under_1k/
- Zastava M70 assault rifle – Wikipedia, accessed March 7, 2026, https://en.wikipedia.org/wiki/Zastava_M70_assault_rifle
- How good is Zavasta : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/1ajvmg1/how_good_is_zavasta/
- Are Polish AK-47s Worth the Money? The WBP Jack Review – YouTube, accessed March 7, 2026, https://www.youtube.com/watch?v=ECneImQIXoQ
- WBP AK AR: 5.56 AK That Takes AR Mags! (First Look) – YouTube, accessed March 7, 2026, https://www.youtube.com/watch?v=NJu5ORVm4wI
- WBP AK47 JACK RED RIFLE, accessed March 7, 2026, https://wbpusa.com/firearms/wbp-ak47-jack-red-rifle
- SABRE AK: A modern twist on a classic platform – YouTube, accessed March 7, 2026, https://www.youtube.com/watch?v=IJfNexnAaoY
- Sabre AK | Premium AK Firearms by PSA – Palmetto State Armory, accessed March 7, 2026, https://palmettostatearmory.com/sabre/ak.html
- PSA AK-103 Premium Forged Classic Rifle with Cleaning Rod, Plum Gloss, accessed March 7, 2026, https://palmettostatearmory.com/psa-ak-103-premium-forged-classic-rifle-with-cleaning-rod-plum-gloss2.html
- Palmetto State Armory SABRE AK-47 GF5: Modernized American AK – Recoil Magazine, accessed March 7, 2026, https://www.recoilweb.com/palmetto-state-armory-sabre-ak-47-gf5-review-191146.html
- Sabre AK-47 GF5 Rifle w/ Plan B Mount – Moss Green/Burnt Bronze | Palmetto State Armory, accessed March 7, 2026, https://palmettostatearmory.com/sabre-ak-47-gf5-rifle-w-plan-b-mount-moss-green-burnt-bronze.html
- Sabre AK vs. GF5 AK-E – AK-47 / AK-74 – Palmetto State Armory …, accessed March 7, 2026, https://palmettostatearmory.com/forum/t/sabre-ak-vs-gf5-ak-e/43006
- Arsenal SAM7SF Review: It’s the AK-47 You Always Wanted – Guns.com, accessed March 7, 2026, https://www.guns.com/news/reviews/arsenal-sam7sf-review
- SAM7SF-94PM 7.62x39mm Semi-Auto Rifle with Plum Furniture & AR-M5F Rail System and Enhanced FCG – Arsenal Inc, accessed March 7, 2026, https://www.arsenalinc.com/usa/product/sam7sf-94pm/
- I keep checking out Arsenal. Are they really worth it? : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/1j8g4h6/i_keep_checking_out_arsenal_are_they_really_worth/
- Best AKM around $800? : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/1n9hgiy/best_akm_around_800/
- WASR-10 Romanian AK Rifle – Century Arms, accessed March 7, 2026, https://www.centuryarms.com/wasr.html
- 7 Best AK-47 Rifles You Can Buy for Under $1500 in 2026 – Gun University, accessed March 7, 2026, https://gununiversity.com/5-best-ak-47-rifles-under-800/
- 7.62x39mm Galil ACE GEN 2 Rifle – Side Folding Buttstock | IWI US, accessed March 7, 2026, https://iwi.us/firearms/galil-ace-gen-2/7-62x39mm-with-side-folding-adjustable-buttstock/
- IWI Galil Ace Gen 2 Rifle 5.45x39mm16 in. Black 30 rd. – Freedom Armory, accessed March 7, 2026, https://freedomarmory.com/iwi-galil-ace-gen-2-rifle-5-45x39mm16-in-black-30-rd/
- IWI Galil ACE Gen 2 For Sale – From $1489.95, Rating, Price – Pew Pew Tactical, accessed March 7, 2026, https://www.pewpewtactical.com/products/iwi-galil-ace-gen-2/
- PSA AK-103 For Sale – From $599.99, Rating, Price – Pew Pew Tactical, accessed March 7, 2026, https://www.pewpewtactical.com/products/psa-ak-103/
- PSA AK-103 Premium Forged Classic Polymer Rifle, Black – Palmetto State Armory, accessed March 7, 2026, https://palmettostatearmory.com/ak-103-premium-forged-classic-polymer-rifle.html
- Review: Palmetto State Armory AK-103 | An Official Journal Of The NRA, accessed March 7, 2026, https://www.americanrifleman.org/content/review-palmetto-state-armory-ak-103/
- WBP Mini Jack vs Zastava ZPAP92? : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/i6bzyj/wbp_mini_jack_vs_zastava_zpap92/
- Mini jack or zpap92? : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/14w2r09/mini_jack_or_zpap92/
- Zastava M92 ZPAP vs WBP Mini Jack? : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/osx9ap/zastava_m92_zpap_vs_wbp_mini_jack/
- fb radom beryl rifle-sunburst – Atlantic Firearms, accessed March 7, 2026, https://atlanticfirearms.com/beryl-rifle
- FB Radom – Beryl Rifle – 7.62×39 | Arms of America, accessed March 7, 2026, https://armsofamerica.com/fb-radom-beryl-rifle-7-62×39/
- F.B. Radom for Sale | Buy Online at GunBroker, accessed March 7, 2026, https://www.gunbroker.com/f-b-radom/search?keywords=fb%20radom&s=f
- Review: Century Arms BFT47 | An Official Journal Of The NRA – American Rifleman, accessed March 7, 2026, https://www.americanrifleman.org/content/review-century-arms-bft47/
- BFT47 – Century Arms, accessed March 7, 2026, https://www.centuryarms.com/bft47-series
- Century Arms – BFT47 – Appalachian Gun, accessed March 7, 2026, https://online.appalachiangun.com/shooting-sports/rifles/semi-automatic/bft47/detail/d89bda75-966a-4363-91e5-0929bf9ee4cf/7ee93614-c1bc-40ca-8603-9a9b68b55066
- What do you guys in think about the new Century Arms BFT 47 I’ve been thinking about getting one for my first Ak. : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/t0bg9j/what_do_you_guys_in_think_about_the_new_century/
- PSA AK-47 GF3 Forged Side Folding B5 Rifle, Black | Palmetto State Armory, accessed March 7, 2026, https://palmettostatearmory.com/psa-ak-47-gf3-forged-b5-rifle-black.html
- Best AK-47 Rifles in 2026: Top Brands Ranked by Category, accessed March 7, 2026, https://lynxdefense.com/best-ak-47/
- WBP mini jack or zastava zpap92 in 7.62×39? : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/vbhjzk/wbp_mini_jack_or_zastava_zpap92_in_762x39/
- WBP – FIREARMS – Arms of America, accessed March 7, 2026, https://armsofamerica.com/wbp/firearms/
- A Polish AK-M: The WBP Jack Review | thefirearmblog.com, accessed March 7, 2026, https://www.thefirearmblog.com/blog/2022/07/20/a-polish-ak-m-the-wbp-jack-review/
- WBP Fox AKM Vs WBP Jack Rifle AKM : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/11t1849/wbp_fox_akm_vs_wbp_jack_rifle_akm/
- Kalashnikov USA KR-103 Review: Best American-Made AK?, accessed March 7, 2026, https://www.pewpewtactical.com/kalashnikov-usa-kr-103-review/
- Kalashnikov USA Files for Bankruptcy, Will Likely be Bought – Black Basin Outdoors, accessed March 7, 2026, https://blackbasin.com/news/kalashnikov-usa-files-for-bankruptcy-will-likely-be-bought/
- Thoughts on Kalashnikov USA filing for bankruptcy – Anything Non-Firearm Related – Palmetto State Armory | Forum, accessed March 7, 2026, https://palmettostatearmory.com/forum/t/thoughts-on-kalashnikov-usa-filing-for-bankruptcy/36840
- Would you buy a KR-103 online in 2026? : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/1qymx1h/would_you_buy_a_kr103_online_in_2026/
- Kalashnikov USA KP-9 Review: Best 9mm AK? – Pew Pew Tactical, accessed March 7, 2026, https://www.pewpewtactical.com/kalashnikov-usa-kp-9-review/
- KUSA KP-9 For Sale – From $905.27, Rating, Price – Pew Pew Tactical, accessed March 7, 2026, https://www.pewpewtactical.com/products/kusa-kp-9/
- KP9 for Sale | Buy KP-9 Online at GunBroker, accessed March 7, 2026, https://www.gunbroker.com/kp9/search?keywords=kp9&s=f&cats=3026
- MB47 – Century Arms, accessed March 7, 2026, https://www.centuryarms.com/mb47-ak-rifle.html
- MB47 – Century Arms, accessed March 7, 2026, https://www.centuryarms.com/mb47
- The Innovative MB47: What Happens When Classic AK Meets Modernity – Firearms News, accessed March 7, 2026, https://www.firearmsnews.com/editorial/mb47-classic-ak-meets-modernity/522136
- Milled American AK – the Century Arms MB47 Review – YouTube, accessed March 7, 2026, https://www.youtube.com/watch?v=vNDjOLq_NZU
- How Accurate is the Palmetto State Armory AK?? – YouTube, accessed March 7, 2026, https://www.youtube.com/watch?v=KxDO61xjuGU
- AK-47 / AK-74 / Everything AK | thefirearmblog.com, accessed March 7, 2026, https://www.thefirearmblog.com/blog/category/guns-gear/ak-guns-gear/
- Century Arms CGR AK Review – Guns.com, accessed March 7, 2026, https://www.guns.com/news/reviews/century-arms-cgr
- PSA-GF3 VS Century Arms VSKA : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/16sqzkh/psagf3_vs_century_arms_vska/
- Riley Defense AK47 Review: Why the RAK47 Hate? – GunsAmerica, accessed March 7, 2026, https://gunsamerica.com/digest/riley-defense-ak47-review/
- Testimonials – Riley Defense, accessed March 7, 2026, https://rileydefense.com/testimonials/
- Riley Defense RAK-47-C Trash or underrated?? – YouTube, accessed March 7, 2026, https://www.youtube.com/watch?v=ChxxA6KLC_M
- Just purchased a riley defense RAK 47. Did I waste my money? : r/ak47 – Reddit, accessed March 7, 2026, https://www.reddit.com/r/ak47/comments/1f9coce/just_purchased_a_riley_defense_rak_47_did_i_waste/
- Freedom Fighter AK, Suppressor Ready — SHOT Show 2026, accessed March 7, 2026, https://gunsamerica.com/digest/black-rain-freedom-fighter-ak-shot-show-2026/
- [SHOT 2026] Black Rain Ordnance Freedom Fighter AK – American-Made, accessed March 7, 2026, https://www.thefirearmblog.com/blog/shot-2026-black-rain-ordnance-freedom-fighter-ak-american-made-44826067
- Freedom Fighter – Black Rain Ordnance, Inc., accessed March 7, 2026, https://blackrainordnance.com/product/freedom-fighter/
- are the black rain ordnance rifles worth it what makes it so expensive? : r/Firearms – Reddit, accessed March 7, 2026, https://www.reddit.com/r/Firearms/comments/1qu39l6/are_the_black_rain_ordnance_rifles_worth_it_what/
- ELI5: Why is the AK-47 so goddamn popular worldwide? : r/explainlikeimfive – Reddit, accessed March 7, 2026, https://www.reddit.com/r/explainlikeimfive/comments/2h4y52/eli5_why_is_the_ak47_so_goddamn_popular_worldwide/