If you are interested, please visit us at: https://www.facebook.com/ronins.grips
Category Archives: AK & Related Rifles
Used to discuss AK-47, AK-74, and related rifles
Two Rivers Arms Built Yugo M72B1
Once in a while I get to have fun. For years I have worked with Two Rivers Arms making their grips so I knew they did a good job. Well over a year ago, I bought two Apex M72B1 kits to have as prototypes but never had time to build them. I must admit I have fun building rifles but the time just isn’t there any more. So, given our new M72 handguards were almost ready, I called up Tim at Two Rivers and asked if they could build an M72B1 that looked like it came straight from the factory and that is exactly what they did. Here are the amazing results of their efforts:








Note, the following is our Yugo M70/M72 grip:




Let me give you a quick run down of the parts you see above and a few you don’t:
- Yugo M72B1 kit from Apex with a new Green Mountain barrel
- Nodak Spud NDS-9 receiver
- New virgin stock set from R-Guns
- One of our Yugo M70 pistol grips
- Tapco G2 FCG
- RSA FCG retainer plate (I hate the shepherd hooks)
- Real Yugo BHO Magazine
Two Rivers did the assembly, engraving, bluing and hooked me up with the right muzzle nut and cleaning rod. This rifle looks simply amazing. If you ever are looking for a builder, give them a shout … now if I can just afford one of their Tabuk DMRs some day 🙂 Tim, Shawn & Ed – thank you!!
Two Rivers Arms is at: http://tworiversarms.com/
Our pistol grip is online at: http://shop.roninsgrips.com/Yugoslavian-M70-M72-M85-M92-Grip-Yugo-M70-M72-M92.htm
Please share the link on Facebook, Forums, with colleagues, etc. Your support is much appreciated and if you have any feedback, please email us in**@*********ps.com. If you’d like to request a report or order a reprint, please click here for the corresponding page to open in new tab.
Jeffrey’s M92 with our Bulgarian AK74 Grip in Dark Russian Plum
Jeffrey’s M92 looks pretty slick! He opted to use our Bulgarian AK-74 grip in Dark Russian Plum and sent in these photos:


Please share the link on Facebook, Forums, with colleagues, etc. Your support is much appreciated and if you have any feedback, please email us in**@*********ps.com. If you’d like to request a report or order a reprint, please click here for the corresponding page to open in new tab.
What the M92 Looks Like After All the Mods
This shows what the M92 looks like today. I haven’t had time to go to the range yet but the “feel” is fantastic in terms of weight, balance and length. CNC Warrior nailed the folding arm brace. Wow – how cool it is!
Here is a list of the modifications made:
- CNC Warrior Folding Arm Brace
- CNC Warrior 4 Piece Brake
- CNC Warrior Detent Pin
- CNC Warrior Picatinny Rail Scope Mount
- Ronin’s Grips M92 Ferrule Cut Handguard Set
- Ronin’s Grips Bulgy ARM-9 Pistol Grip
- Ronin’s Grips M92 Dust Cover Quick Takedown Pin
- Vortex Sparc Red Dot with the Low Mount









Please share the link on Facebook, Forums, with colleagues, etc. Your support is much appreciated and if you have any feedback, please email us in**@*********ps.com. If you’d like to request a report or order a reprint, please click here for the corresponding page to open in new tab.
CNC Warrior Brake and Replacement Detent Pin for the Zastava M92 PAP
To be imported, the M92 has a muzzle nut, or muzzle cap, installed over the threads with a single big weld. It’s obvious where the weld is and guess what? It can be easily removed and if you look close that will also then clear the detent spring hole as well.


There are a few brake options out there for the M92. Bear in mind that like many Yugo rifles, the designers made the size and thread of the M92’s muzzle unique. It is left-hand 26mm wide with a 1.5mm pitch thread – definitely an oddball. At any rate, CNC Warrior makes a four piece Bulgarian style brake that really cuts down on muzzle flash that I have been drooling over for a while plus they make a number of other brakes, adapters and fake cans that can fit that thread.
The following are more detailed photos for you. By pulling the small locking wire down, the end cap can be unscrewed and the brake disassembled into its four parts – the body, cap, cone and spring.







They also sell a detent pin kit so you can have the original method to retain the brake as well and it can be installed in literally less than five minutes because the PAP comes with all the holes drilled:

Click here for our post that shows how to install them.
Please share the link on Facebook, Forums, with colleagues, etc. Your support is much appreciated and if you have any feedback, please email us in**@*********ps.com. If you’d like to request a report or order a reprint, please click here for the corresponding page to open in new tab.
How to Make a Simple and Effective AK Barrel Back Out Tool
AK rifles use press-fit barrels wherein the barrel is pressed into either the forged trunnion (if it is a sheet metal receiver) or the receiver and then held in place by the 7mm barrel pin. As part of this, the barrel must be headspaced to the bolt to help ensure the cartridge is properly seated. A challenge that commonly happens is that a builder inserts the barrel using whatever method ranging from a big hammer to a hydraulic press but when they try to use their headspace gauges, they find they have gone too far. Alternatively, folks trying to insert a barrel back in that was already headspaced notice that they overshot the barrel pin groove when looking through the holes across the groove in the barrel. Regardless of how the mistake is identified, the question becomes “what do I do now?”
There is a relatively quick and easy solution – use a long shaft to drive the barrel back out. These tools are generically called “barrel back out tools” and you can make one many ways. They can all be summarized as having a long shaft to reach through the receiver to the chamber end of the barrel and then either a copper or brass fitting to protect the chamber from being damaged by the rod. I have seen everything from guys using socket extensions, to pieces of round steel, to custom purpose built tools.
One time, I pressed in a Yugo M72 barrel too far and had to press it back out so I came up with a quick and easy tool that I kept in my tool box and even sold for a while until I stopped because the profit margin just wasn’t sufficient. With that said though, it’s worth sharing with folks just in case they wind up in a jam.
Here is what you need:
- One 1/2″ grade one or two bolt that is about 12″ long (or however long you want to make it)
- One 1/2″ grade one or two steel nut
- One 1/2″ brass nut
For my first tool, that I still have, I just went to my local Ace Hardware store and bought the parts.
Basically, the long bolt allows you to reach into the receiver to the chamber end of the barrel to apply pressure. I used a really long bolt because a Yugo’s rear trunnion is solid and you have to go down at a long shallow angle to press the barrel back out. With AKMs or other AKs with open rear trunnions, you can simply go straight from the back to the front. Note that you need to clear the ejector without damaging it. I purposefully used a low grade bolt as I did not want it brittle from hardening.
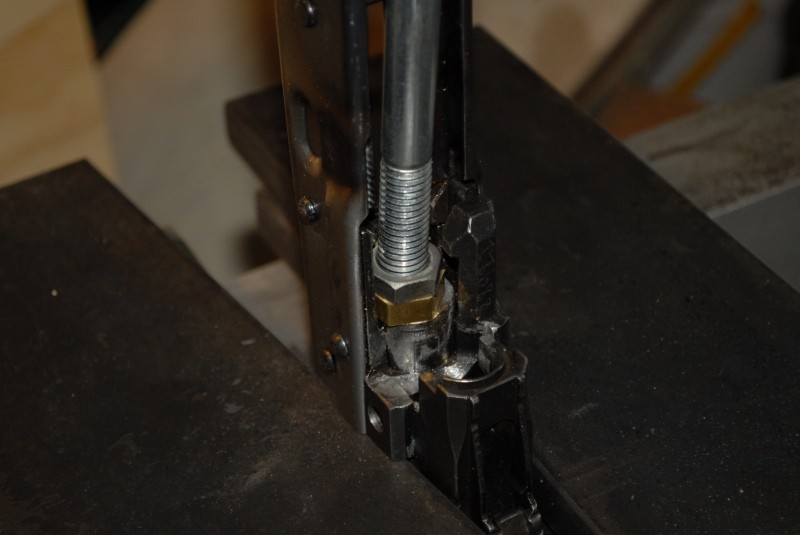
The steel nut needs to be ground down enough so that the combination of it and the brass nut can fit in the area where the bolt normally locks up. You want as much brass as possible to be in front of it and the brass nut should protrude from the bolt. You don’t need a great deal of the brass nut threaded on the bolt as the steel nut is backing it up to provide much needed support. I would grind and test repeatedly until the timing was such that the two nuts matched up just right when I tightened them down.


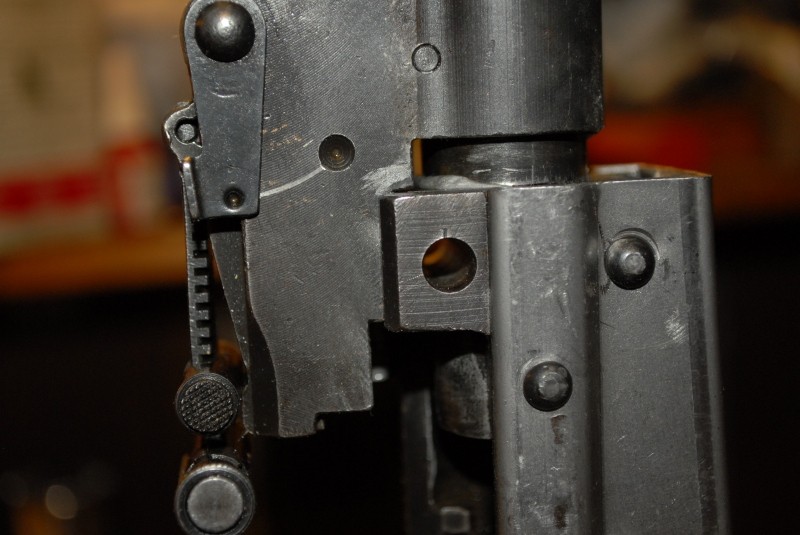
Note, I used to grind the brass nut to match the extractor notch in the barrel but have stopped doing so as the brass simply deformed anyways. The following photo shows how the brass simply bends and conforms to the extractor notch plus you can see that the brass nut extends well forward of the steel bolt.

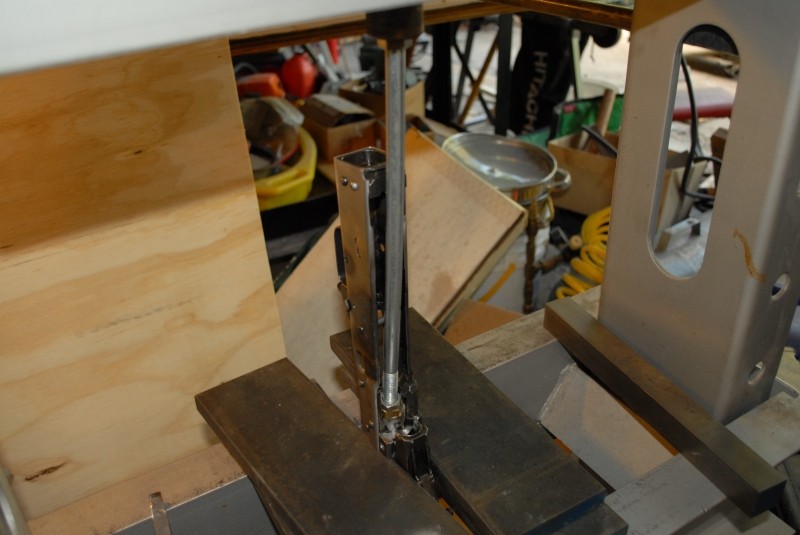
In the next photo, you can see the shallow angle I used to press the Yugo barrel back out. Again, you would not need the same if you could go straight through the receiver:
Historically I did all my barrel work with my 20 ton press but now I mainly use air tools except for really stubborn parts. When I originally did this post in 2014, I used my press.
With the M72, I was able to very simply move the barrel back out a bit, turn things around and then press the barrel in until the proper headspace was achieved. The tool worked so well that I have it in my tool box still and have used it a few more times plus I did make a dozen or so and sold them to guys who had good luck as well.
As a caution, make sure the trunnion is well supported – you can see I have it resting on the press plates in the photo above. Make sure everything is set up, stable and that you are clearing everything else before you apply pressure with the press.
If you apply pressure and nothing happens, stop and carefully inspect what is going on – the tool may be sitting on something other than the barrel. More force may damage parts and you do not want that.
Lastly, be safe – take your time and play it smart. A press can develop massive pressure. Wear safety glasses and do not dream of having your hands anywhere in, on or around the parts being pressed. All things considered, backing a barrel out should take very little force but you do not want an accident to happen. If you are tired and frustrated, stop and wait until the next day or when you have relaxed and calmed down. Most of my personal accidents have happened when I was in a rush, tired or angry – don’t be me 🙂
In closing, I hope this helps you in your building efforts!
Note, I have to buy all of my parts – nothing here was paid for by sponsors, etc. I do make a small amount if you click on an ad and buy something but that is it. You’re getting my real opinion on stuff.
Please share the link on Facebook, Forums, with colleagues, etc. Your support is much appreciated and if you have any feedback, please email us in**@*********ps.com. If you’d like to request a report or order a reprint, please click here for the corresponding page to open in new tab.

How to Bullet Drop Test a Barrel
One of the challenges with older AKs is to figure out what kind of shape the barrel is in. Yugos especially are famous for shot out bores. The slang term is “dark bore” meaning the barrel is so corroded that it is no longer shiny and usually they are pretty shot out but not always – it pays to do some testing.
One quick way to check is known as the “bullet drop test”. Basically, you put the bullet end of a cartridge into the muzzle and if the cartridge stops on the bullet then there is still some life left. If it drops in such that the case is hitting, the barrel is pretty well worn out. It’s not a perfect test but it is quick and easy.
Pass on a Yugo M72 barrel

Fail on a Yugo 72 barrel – notice how the bullet can’t be seen at all. The rim of the case is sitting in the bore. This isn’t too bad – I have seen some that drop in all the way into the shoulder of the case!


With that said, I have known tons of builders who went ahead and built battlefield pickup style rifles or just “fun guns” where they could more or less hit a man sized target at 100 yards. Personally, if I am going to all the effort to do a build, I’d rather have an accurate rifle vs. one with a worn out bore.
Now, there are new “endoscopes” that are 5.5mm and can let you look into the bore of rifles. I reviewed a $17 GiraffeCam that connected to my Android phone and was pretty amazed and what I could see especially given its low cost. Click here for the full review.
Please share the link on Facebook, Forums, with colleagues, etc. Your support is much appreciated and if you have any feedback, please email us in**@*********ps.com. If you’d like to request a report or order a reprint, please click here for the corresponding page to open in new tab.
The Best M4/AR Collapsible Stock Review I have Read – Maybe My F93 Isn’t Quite Up To Snuff
As you may well know, I am more of an AK guy than an AR guy but I must admit that I really like collapsible stocks. A few years back when I built my personal M92, I opted to use a Yugo M72 rear trunnion an Ace modular adapter and their M4 stock adapter so that I could use a collapsible stock.


I liked the Ergo F93 because I had seen it back when Magpul owned it and bought it on sale. Now, I have to admit that I bought the stock and really liked the feel. I never did a drop test and it never occurred to me to do a drop test. I have never done any real stress testing of it in terms of carbine courses, etc. — mainly a lot of range sessions and never a problem … until someone told me about a test done on the F93.
In reading this review, the F39 broke on the first drop – according to the author, even Ergo knows they need to overhaul the design to reinforce the latch mechanism.
I’m very happy with my Magpul AR stocks and will continue to use the ACS, CTR, and PRS stocks.
So, with no further a do, check out this cool stock review:
Please share the link on Facebook, Forums, with colleagues, etc. Your support is much appreciated and if you have any feedback, please email us in**@*********ps.com. If you’d like to request a report or order a reprint, please click here for the corresponding page to open in new tab.