Last year, I bought one of the Kershaw Knockouts and really liked it. The fact it was one of their models that is made in the USA, the heft, the blade contour and how well it held an edge rapidly made it my EDC. Seriously, it’s a lot of knife without a lot of weight and I did a blog post about it – click here. I was reading on the web and came across a version of the Knockout with a damascus blade – I had to order it 🙂
Basically, the 1870OLDAM is just like the 1870OLBLK but with a damascus blade. The name, “knockout” has to do with the riveted blade lock they insert in the handle. This makes for a knife that is slim, very easy to open but locks solidly open.
Here are the stats:
Length when open: 8.875″
Length when closed: 4.625″
Blade: Damascus
Blade length: 3.25″
Blade thickness: 0.12″
Handle: Aluminum colored olive drab
Liner: Stainless steel
Handle thickness: 0.40
Weight 3.88 oz
I bought the 1870OLBLK – the one with a monolithic blade – in December 2018 and have used it a ton. I bought the 1870OLDAM in March 2020, and so far it is holding up well. I’ve used it but not to the extent I have the older one.
Click on one of the thumbnails below to see the full size photos:
Good view of the 1870OLDAM
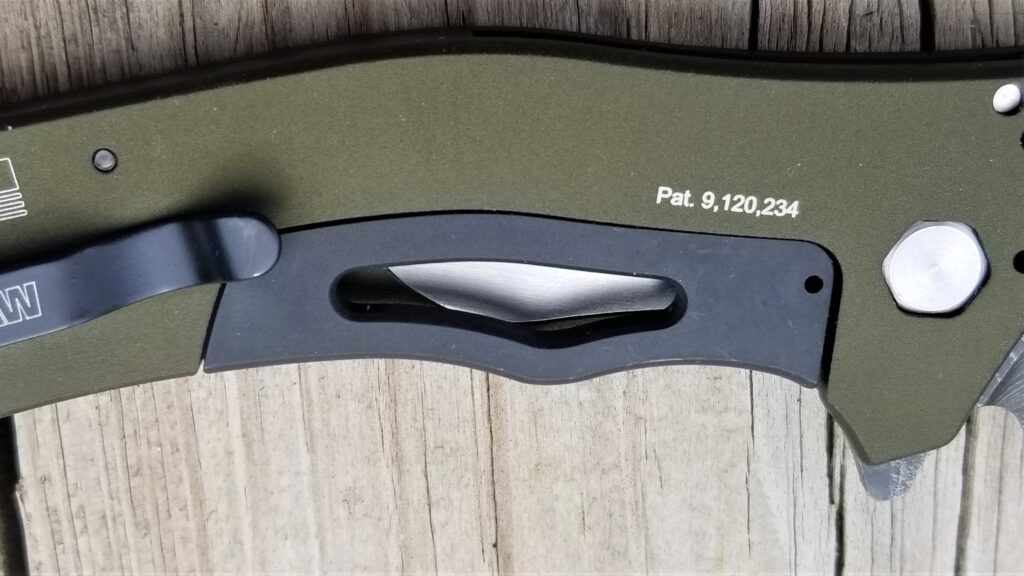
Here you can see the knock out in the handle
Comparing the two models
From the top down: Hogue X5 with a Wharncliffe blade, ZT 0350, the 1870OLBLK and finally the 1870OLDAM
From the top down: Hogue X5 with a Wharncliffe blade, ZT 0350, the 1870OLBLK and finally the 1870OLDAM
Looking at the damascus layers
Close up of the damascus at the tip
The knock out
Another view of the knock out in the handle
Summary
If you want a really useful knife that is made in the USA, get a Kershaw Knockout. If you really like damascus blades, get that one … or maybe both 🙂
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
I have quite a selection of folding knives that I use all the time for work – cutting open boxes, plastic pails, insulation, tubing, etc. It’s funny but I wind up rotating through them for one reason or another – it may be because one needs to be sharpened and is too dull (my ZT 0350 is that way right now) or because I just pick up the blade that is by my desk and drop it in my pocket as I head out to the shop. The same is true for whatever small light I am carrying. A while back, I posted about buying both a Kershaw Knockout and Streamlight Microstylus. I’m so happy with both that I figured an update was in order.
Kershaw Knockout
As mentioned, I did buy this blade some months back and posted about it For the last few months, my goto blade has been the Kershaw Knockout. It is a very decent medium sized pocket knife that has a 3.25″ blade made from Sandvik 142C28N steel. It is holding the edge remarkably well – I haven’t needed to sharpen it yet and am very impressed. Note, I use a Work Sharp Ken Onion edition sharpener to true up my blades and it can handle any steel.
The handle is very comfortable, The Knockout gets its name from the cut out in the handle where they rivet in the blade lock. It makes for a very easy to operate locking mechanism. I always like the flag they add to their American made knives also.The blade is holding up great. You know, I don’t know the details behind the “Diamond Like Coating” – DLC – process but it is really impressive. I’ve beat my ZT 0350 half to death and that coating is holding up on that knife also. Also, you can see the Streamlight Microstream light.
The second reason is that it is remarkably light and thin. For its size, it really does not drag down my pocket. At the same time, the hande is big enough for me to get a firm grip to cut open plastic pails.
The third big reason is that it uses Kershaw’s “SpeedSafe” flipper mechanism for one handed opening. When I am working, being able to open the knife with only one hand is a huge benefit.
I have put at least four of them through the clotheswasher and as long as the base is on tight, they survive. If the base comes loose and water gets in then it is pretty much always game over.
This is a good photo both of the Knockout and the Microstream. The Microstream is 3.5″ long and has a diameter of about 0.6″.
What I can tell you is that I have never had one fail on me due to worksmanship. Dead battery, yes. The switch, body and LED have all held up just great.
I really like these lights because they are small, don’t weigh much, use regular AAA batteries and only cost $16.22 off Amazon. I should also point out that they produce 28 lumens of light and that little battery will last about 2-2.5 hours. I probably carry this light even more than I do a blade because it is just so handy and I can’t see as well as I used to.
In short, I am so happy with both that I wanted to post the update to you folks,
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
As I have written about in the past, I have a Ken Onion Worksharp (KOW) knife sharpener. Folks, I have used the heck out of that little thing and it is still cranking. For example, I used it one time to put the edges on five khukuris from scratch. They were antiques and I used my belt sander to remove the beat up edges and then the little KOW to profile and put the final edges on them. I can’t begin to guess how many khukuris, folders and fixed blade knives have been sharpened on this unit.
At any rate, the one thing about the KOW is the cost and selection of the little 3/4″ wide x 12″ belts that it uses. Worksharp does sell kits with belts in them but its pricey. Happily, as the popularity of the KOW has increased, a number of makers have appeared. I’ve had very good luck with Econaway Abrasives and Red Label Abrasives to name two of them.
What makes a belt good? I really look at two things – does the belt stay together and does the grit stay on or seem to flake off. I have no means of knowing whether a given declared grit is what I actually get – for example, the vendor says it’s 400 grit but is it really? All I can do is go by feel.
Leather Belt
I added a new step in my sharpening – I added a leather belt this year so I could use rouge on the belt for a grit of close to 10,000 for the final edge. I opted for a belt from Pro Sharpening Supplies. It comes with a small packet of white rouge polishing compound.
Sharpening My Three Favorite Flippers
Okay, I needed to sharpen my three favorite assisted opening “flipper” pocket knives. My #1 favorite is my 3.5″ Hogue X5. The other two tie for second place at this point – my ZT 350 and my Kershaw Knock Out.
If I had thought about it, I would have put them in order of being my favorite. Purely by coincidence they are in order of age – the Knockout I bought near Christmas 2018, the Hogue was Father’s Day 2018 and the ZT 350 was purchased in 2015.Guys, I love that Wharncliffe blade profile on the Hogue. You can use it to scrape stuff as you have a flat edge.
It had been ages since the ZT350 was properly sharpened, the Hogue needed a touchup and my new Kershaw Knockout did not have as fine of an edge on it as I wanted. The ZT was part of what motivated me to buy the KOW years ago – The ZT uses S30V steel which is very hard and takes forever to sharpen by hand. I had been using a Spyderco Sharpmaker to that point and decided it was time to buy a better sharpener. The KOW has a wider 3/4″ belt and a bigger motor than it’s predecessor, the basic Worksharp unit. I’ve never regretted the purchase.
The KOW is adjustable so I use this brass guage made by Richard Kell in England to determine what to set the KOW at. The blades were 15 degrees or less with the Hogue pretty much being right at 15. The other two, I’m not sure. They were more accute than the gauge supported.
A Richard Kell blade angle gauge.
Belt Details
I bet everyone has their secret formulas for sharpening blades and odds are they all work. Since these were all touchups, I started with a 320 grit belt. See, I don’t want to take off any more than I have to so I’d rather start with as fine of a grit as possible.
Grit
Maker
Passes/Side
Sets
320
Econaway
3
2
600
Econaway
3
1
800
Red Label
3
1
1200
Econaway
3
1
5000
Red Label
3
1
10,000
Pro Sharpening
3
2
Comments on the Leather Belt
Okay, it through parts of loose leather everywhere when it first started just like when you start a new cloth wheel on a buffer. It did stop after a bit. By the way, safety note – you should always wear safety glasses and a dust mask regardless – this just reminds you of the need.
The second comment is that it did not stay centered on the wheels of the KOW and traveled to the left when looking down from the top towards the front edge. It did not seem to harm anything but the whole point is that it really should have stayed centered on the wheels. No harm done and since I will not use it a ton, I am not going to worry about it.
Photo of the belt up on the left edge of the front lower wheel. Note all the junk on the mat. Good reminder to wear eye protection and a dust mask *always*.
Lesson learned for me, dial back the speed on the KOW from the get go when doing the leather belt.
Sharpening Results
All three knives are wickedly sharp now. I’m very pleased with the results.
Cleaning and Lubrication Comment
Whenever I sharpen a flipper, I blow out the insides with compressed air and then lubricate them. My preferred lubricant is Teflon/PTFE. Because it dries after application, it does not attract and hold dirt. Thus, I applied it to all three knives like I normally do.
It’s common for things to feel gritty until the fluid evaporates but the Hogue didn’t get better, it got worse. I’m not sure what Hogue uses to lube their knives but the solvent in the Dupont spray must have cleaned it off and the dry Teflon wasn’t enough. Conversely, the ZT 350 and Kershaw Compound worked great. It’s not unusual to see something work with one mechanism but not another so it was time for plan B.
Okay, plan B. I started using Super Lube this year on firearms and really like it. Basically, Super Lube is a synthetic lubricant that includes tiny PTFE particles in it. So, I applied it with a pen dispenser and it works great. Way, way better.
Final Result
The knives are all very sharp and they are flipping smoothly. Time to keep using them 🙂 I hope you found this helpful.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
The Thermite has been on my radar for a while because it is a Rick Hinderer design but I was in no rush to buy one. Then Kershaw announced they were discontinuing it in 2017 and that made me watch out for a deal. Their Amazon price is still only $21.59.
One of the the reasons I wanted one was that it had a 3.5″ blade but only weighed 4.9oz, in part due to the relatively light weight G11 handles. Add to this that it has the SpeedSafe Assisted Opening (AO) mechanism and it makes for a very decent utilitarian pocket knife. The blackwash finish is a nice touch.
The Thermite’s Specifications
Blade length: 3.5″
Blade Steel: 8CR13MoV – A nice mid-range stainless steel that Kershaw makes extensive use of. They treat it to a 58-59 Rockwell Hardness
It’s a cool knife and I’ll definitely be using it more. I really like the combination of light weight, size and balance. For the price, you can’t beat it.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
While I am not fond of eBay’s antigun sentiments there are deals to be found there – especially when individuals are listing stuff for sale. So, I want to give you some tips and also have the system run you some real-time results of searches so you can see what is out there.
Buyer Tips
Watch out for the scammers. Folks will list stuff and make claims. So, know what you are looking for and don’t buy blind.
If the price seems too good to be true, it probably is a scam.
Watch the shipping price. I’ve watched sellers enter a low price and then have a very high shipping charge to recover the difference.
Businesses sometimes have good deals but many will price stuff high and just let them sit there until a buyer comes along. All things being equal, try searching only on auctions (not Buy It Now (BIN)) and have the eBay system list them in the order of auctions ending soonest. You might be surprised what turns up. Under Advanced Search, you can change a number of search criteria to dig around in your favor.
Watch the seller rating – I put a lot of stock in the number of transactions and the seller’s score. If you have a seller with very few transactions and is relatively new, then there is more risk. I will not bet a fortune on an unknown seller but I might take a small risk and see what happens. Statistically, if they have more than 30 sales and a good score, you have a pretty good indication that the buyer is legit.
Don’t freak out of the seller doesn’t reply right away. Folks do go on vacation, get sick, etc.
Save your searches so you can re-use them and get emailed results.
Realize that if you are really specific you may not find stuff listed differently. For example, I will list the country and bayonet in case they say AK, rifle, AK47, AK74, etc. and throw a really tight search off.
Look at the photos carefully. I’ve bought stuff after looking at an item on a smart phone and missed problems I would have seen on a larger monitory.
Learn the prices. If you jump right in you may pay too much. In some cases you will see one buyer asking multiples of the going price – he/she may be counting on people jumping in and buying with little to no knowledge of prices.
Be objective – if an auction starts exceeding what you want to pay then bow out. Don’t get emotionally attached and feel that you need to win the auction.
If you buy something international, you will want to understand shipping charges and any regulations you may encounter either in the seller’s country or in your own.
Searching on a eBay
This is your basic search page in eBay.
You’ll notice it is set to “Auction” only and the sort is set to “Time ending soonest”. Lastly, the heart under “Accept Offers” means I checked the box to save the search.
If you look to the right of the search button, you will see “Advanced” and this is where you can do all kinds of cool stuff to your current search or a saved search including:
Words to exclude – this is powerful if you are getting unwanted stuff in and it happens all the time. This can make your search far more likely to turn up what you care about. For example, you could tell it to exclude airsoft and model.
You can search just in specific categories. Be careful with this one – bayonets for example can be in a number of different categories.
You can search in title and description, completed listings, and sold listings.
By specifying a price range you can skip stuff like frogs/scabbards. For example, you might tell it to only show you items between $14.99 and $200
It again let’s you select from Auctions, Buy It now and Classified Ads.
You can specify the condition new, used or not specified.
You can list specific sellers you care about.
Items with Free shipping or located somewhere.
And much more
Russian and Soviet Bayonets
Here I am searching both ways – I tend to find people do not always realize the difference between the USSR and Russia when they list an item. It’s set to auction only and sorted by items ending first.
Bulgarian Bayonets
Same thing but in addition to saying “Bulgarian Bayonet” I will use the slang of “Bulgy Bayonet” too. It’s also auction only and sorted by items ending first.
East German Bayonets
I didn’t see any auctions when I wrote this post so this search is for all items, not just auctions, sorted by “Price + Shipping: Lowest First”. This is an example where you tend to see a lot of frogs and scabbards show up first due to their relatively low pricing.
Polish Bayonets
Here’s an example where you can get weird stuff like shoe polish so I will exclude the word shoe. It’s also auction only and sorted by items ending first.
Romanian Bayonets
We need to search both for Romanian bayonets and Romy bayonets. Now when I created this search, no auctions turned up so I am showing any items that match the keywords and am sorting “Price + Shipping: Lowest First”. Some of the prices I am seeing are nuts. I would not pay over $20 for a Romy AKM bayonet – sorry.
Yugoslavian and Zastava Bayonets
On this one we need to get more creative and will search using variations of Yugo, Yugoslav, Yugoslavian, and Zastava, I did need to exclude “WWI” and “WWII” because of all the WWI and WWII bayonets that come up. Not a great deal came up when I was writing this so the search is for all items and is sorted “Price + Shipping: Lowest First”
Conclusion
I hope this helps you out. There are a lot of search capabilities in eBay and you need to learn how to use them in your favor.
AK-47 Image Source: By Allatur, CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=16254298
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
I really like assisted opening folding knives. For example, I routinely carry either a Hogue X5 that my wife and kids bought me for Father’s Day or a ZT 350. I am working all the time and often find myself needing to cut something. In the old days, that meant I would have to fish out my pocket knife, open it with two hands and get back to work. Now, I find the knife, open and cut all with one hand – it’s way more fast and efficient. There’s one catch though – you’ll notice the action can get slower/less efficient with time whether it is spring assisted or not.
There are two likely causes for this – grit/dirt/debris working into the action from your pocket and just plain use as well as a loss of lubrication. This is actually really easy to remedy.
First, if a knife was oiled, I like to use brake cleaner to remove the oil or it will just attract more dust and debris in the future. Brake cleaner cuts oil and grease quickly and does not leave a residue. Now, be careful on real cheap knives. Some plastics do not like brake cleaner but you will not run into a problem with materials like metals, epoxy laminates such as G10, Micarta and so forth. The cheapest way for you to get brake cleaner is from any place that sells car parts – Auto Zone, Pep Boys, O’Reilly, etc.
Second, I blow out the mechanism with compressed air. Since I have an air compressor, doing this at 60-90 PSI is really easy. If you don’t have a compressor, a can of Dust Off or something like that will also work.
Third, I lubricate the blade mechanism with Dupont’s Teflon Dry Film aerosol. This stuff is just what the doctor ordered to lubricate a pocket knife. You see, oil causes dust, sand and other junk you do not want to get stuck in the action. In short, yes, oil helps the blade open and close easily but stuff will stick to it. Instead, use a dry lubricant.
Dry lubricants leave some form of slippery substance behind that is not a liquid. In the case of the Dupont branded product I use, it leaves Teflon behind. So the Teflon is suspended in a liquid that then evaporates away and leaves just the Teflon. I spray it into the action, work the action to get it everywhere and evenly distribute it. I then use a cloth to wipe off the extra.
I do the above for all my flippers and find it really helps. I hope you find it useful as well.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
Well, my wife sure surprised me this year — she bought me a Hogue X5 pocket knife (SKU 34569) at Smoky Mountain Knife Works when we stopped at the store on Father’s Day. I carried it every day until we returned home on Wednesday. For some reason I did not get more photos of the knife new out of the box. The photos I am showing are all after 2-3 days of being in my pocket with keys walking all over the place.
I must say that I am disappointed that the finish on the frame scratched in a few places but this knife was always intended to be a working blade and not a shelf queen. Standing up to keys is the least of my worries really. It is interesting to note that the top of the blade that was exposed to the keys also shows zero wear relative to the frame. We’ll see how the finish holds up over time.
I’ve been a fan of Hogue knives for a while – especially after a good friend bought one of their fixed blade models. I had a chance to look it over carefully when it was brand new about three years ago and it was very well made. He took it to Alaska and California used it a ton camping and climbing. As for me, I’ve wanted a Hogue but the right opportunity never seemed to pop up until now.
So this is a almost new out of the box review 🙂 Let me start by saying that the X5 family of blades are very well made. I was trying to decide on whether to get another Zero Tolerance (ZT), a Benchmade or the Hogue and finally settled on the Hogue that you see.
The 3.5″ blade is 0.15″ thick and is made from CPM154. This is the CPM manufactured version of Crucible’s 154CM that folks into knives like – it’s relatively easy to sharpen, tough and corrosion resistant. In short, the business end of the knife is made of excellent steel that is 57-59 on the Rockwell scale hard. The blade was cryogenically treated and then finished in a black Cerakote. By the way cryo treatments are fascinating. Click here to read a great write up about them.
The profile is a stunning looking wharncliffe style. Wharncliffe profiles have always caught my eye and there is a bit of history to them. The Viking Seax blades are the first knives I have seen with this profile that is the reverse of most knives. In terms of the name we often use today, the first Lord of Wharncliffe came up with the design in the 1800s and had Joseph Rodgers & Son him some pocket knives.
The blade is a spring-assisted flipper and it opens very smoothly. You can see the round blade release button and a sliding lock behind it. When the lock is engaged, the button can’t be pushed and blade is securely locked open. I like spring-assisted blades by the way as I am always in some weird position trying to open boxes, working on machines, etc. where I can only get one hand free.
The frame of the handle is aluminum with a black G-mascus G10 insert. When closed, the knife is 4.75″ overall yet weighs only 4.66 oz. I really liked the combination of size and light weight. Plus, the frame is remarkably thin so it fits in your pocket nicely and doesn’t feel like a boat anchor.
Now this knife is pretty new to me right now. I haven’t cut anything yet but definitely will be as I have quite a list of stuff to get done and I’ll be cutting open boxes, plastic tubs, etc. I’ll post updates plus I want to compare it to my ZT 350, my favorite EDC blade but I want more mileage on the X5 before I do that.
6/28/2018 Update: Used it to cut 4″ diameter corrugated drain tube and a bunch of boxes. It is very sharp – I didn’t touch the blade up. Still going strong. Like all flippers, when I got dirt in the action it wouldn’t flip until I blew it out. Last comment – it has a real nice feel when I am using it – not awkward at all. I wear XL sized gloves just for reference.
10/6/2018 Update: This blade rocks. It has really held an edge and the finish on the blade has held up remarkably well. Only the handle shows evidence of scuffing so far.
If you are interested in how I lubricate my flipper knives, please click here.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
We’ve all had parts come in with really dried out preservative on it such as grease or cosmoline. I bought some 100 year old khukuri blades that were coated in dried out grease and realized this was a great time to take some photos. There’s a way to get all this crud off very easily – most will practically wipe off!
I learned the following trick years ago after a friend was worried I would blow myself up using gas, brake cleaner, etc. In hindsight I must admit it was risky but I rationalized it because I needed to get the parts clean – this is not only effective but also way safer.
Take a 5 gallon pail with a sealable lid on it. In the photos you see a basic Ace Hardware plastic bucket with it’s lid that has a waterproof gasket.
I first learned about this years ago for firearms and it is a cleaner known as Ed’s Red and I’ve used it ever since. The formula was developed and shared by a gentleman named “Ed Harris” and it works great for dissolving grease, cosmoline and even penetrating rusty parts.
The basic formula is:
1 part Dexron III or better
1 part deodorized kerosene
1 part mineral spirits
1 part acetone
I use it over and over, which is why I recommended the lid. I’ve been using this bucket for probably 3-5 years now. If it gets really gross or seems to stop working then I will change it but it’s fine so far.
So, I set the blades in the ATF and liberally coated the sides and let it sit. I periodically would reverse the blades so they could be immersed. If they were smaller parts, I’d drop them in there and let them sit for a few days.
What I wold so each time when I turned them was to rub the blades down and try and get the softened/dissolved grease off. A lot of it would wipe right off with no scrubbing.
So here they are a couple of days later simply wiped down. I left a thin film of ATF on them to reduce the odds of rust but all the old dried grease is gone.
When I am done, I put the lid back on and move the pail out of the way. I do keep wet parts out of the cleaner as I don’t want to contaminate it with water but other than that, I’ve soaked all kinds of greasy, oily, rusty, dirty parts in this. The crud settles to the bottom of the pail over time. I’ve learned that if I stir it up there is a lot of debris. If it gets too bad, it will be time for a new batch.
I mentioned it in passing but this is also great for penetrating rusty parts so you can take them apart. I can’t begin to guess what all I have soaked in this bucket over the years but it sure includes gun parts, blades, rusty car parts, etc. It’s a huge time saver and I hope it helps you out as well.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.