This will be short post and not a very happy one from my perspective. A few days ago, I emailed Zastava USA for an update on their planned importation of the M91 rifle. They responded to me on June 4th and reported that they will have a “very limited number” some time this summer and the MSRP is $3,400. Wow. I had hoped it would be much more affordable than that – I’ll just have to stick with my M76 and M77 at that price point.
I had really hoped they would be more affordable but after my first post, a number of guys in the know said the price was going to be well over $2K depending on the options selected. Well, now I have the first hand info to pass along.
They did not respond about the M93 by the way. So, no updates on that front but given the pricing on the M91, I’m betting it will be high-priced as well.
Sorry I don’t have better news. For folks who can afford them, please post photos and your experiences so I can live vicariously.
They are here! The following are Zastava listings of weapons you can buy online and have shipped to your FFL:
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
I’m new to the Yugo M76 rifle and the world of the 8mm Mauser cartridge. When I searched on 8mm Mauser all kinds nomenclature (how it is named) popped up and I had to do some research to understand what to buy. To try and help others I decided to write a blog post to try and clarify what type of ammunition you need to look at for the M76.
IS, JS, IRS & JRS Cartridge Types
When I heard my M76 was almost done being built by Two River Arms, I started shopping for ammo and quickly got confused – I’m good at that. I really didn’t want to deal with old corrosive ammo so my focus was on current commercial offerings and not hunting down old surplus ammo, etc.
First off, you will notice that much of the 8mm Mauser has an “IS” or “JS” designator after the size such as 8×57 IS. The “I” comes from the German word “Infanterie” which means infantry and was mistaken by some to be a “J” so some groups refer to the round using a “JS” designator instead.
When the round was first officially adopted in 1888, it was for 0.318 bore rifles. The “S” dates back to 1903-1905 when “S Patrone” or S ball cartridge was developed for use in S-bore rifles that was larger at 0.323″.
The nomenclature of the rounds can vary because of this and other factors so you are looking for: 8mm Mauser, 8×57 IS, 8×57 JS, 8×57 and so forth. It will likely say IS or JS somewhere especially if it is European but American producers may just say “8mm Mauser”.
Do NOT buy 8×57 IRS or 8×57 JRS. These refer to a rimmed variant that was developed for use in break barrel sporting rifles – double rifles, drilling rifles and so forth. Once in a while you will see it for sale and it will NOT work in a M76. Just remember – if it ends in RS, your day is going to Really Suck 🙂
CIP and SAMMI Specs
The standards body for small arms ammunition in Europe is the Commission internationale permanente pour l’épreuve des armes à feu portatives (“Permanent International Commission for the Proof of Small Arms”. They refer to the 7.92×57 Mauser formally as 8×57 IS.
The US standards body is the Sporting Arms and Ammunition Manufactuers’ Insitute (SAAMI) and they refer to the round both 8mm Mauser and 8x57mm.
I also noticed one interesting detail – the CIP designated rounds are up to 390.00 MPa or 56,565 PSI. Rifles that use the round must be proof tested to 125% of this.
SAAMI is considerably lower at 241.3 MPa or 35,000 PSI and is done is for liability reasons. Among other things, they are concerned that someone may put a modern cartridge in an older narrower throat “I-Series” barrel.
What am I shooting?
I really like Sellier & Bellot from the Czech Republic and they have a number of rounds for the 8mm Mauser listed as 7.92x57JS. The only load I can seem to find from them in the US is the 196 grain Soft Point Cutting Edge (SPCE) cartridge. It functions great and is accurate in my M76. I’m getting about 1.5-2″ at 100 yards with it.
Here’s my S&B 196gr SPCE ammo. It has worked great so far and I am getting about 1.5-2″ groups at 100 yards shooting 5 round groups. I plan on taking my good bench rest the next time I go to the range and see if I can tighten up the groups.
I also have some of the Hornady Vintage Match but haven’t started using it yet. The specs Hornady publishes sure look good and I look forward to trying it.
Hornday Vintage Match 8x57JS. I just bought this and plan on trying this in the near future.The unique looking top round is the 196 grain S&B Soft Point Cutting Edge (SPCE) round. This is supposed to be designed for medium game including boar, goats and deer. The bottom round is a Hornady Vintage Match cartridge and the bullet is a 196gr Boat Tail Hollow Point (BTHP) .
Where To Learn More
The following websites provide a lot of insight into the 8mm Mauser round for those of you who want to learn more.
Thank you for reading and I hope this helps you find ammo for your M76.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
The M76 is a pretty wicked designated marksman’s rifle capable of firing 1.5-2 minutes of angle with the hard hitting 8mm Mauser round. It does have a pretty bad weakness however – the magazines can jam so hard you need a tool to get the follower to come up. There’s a solution and that’s what this post is about.
So, What’s The Problem?
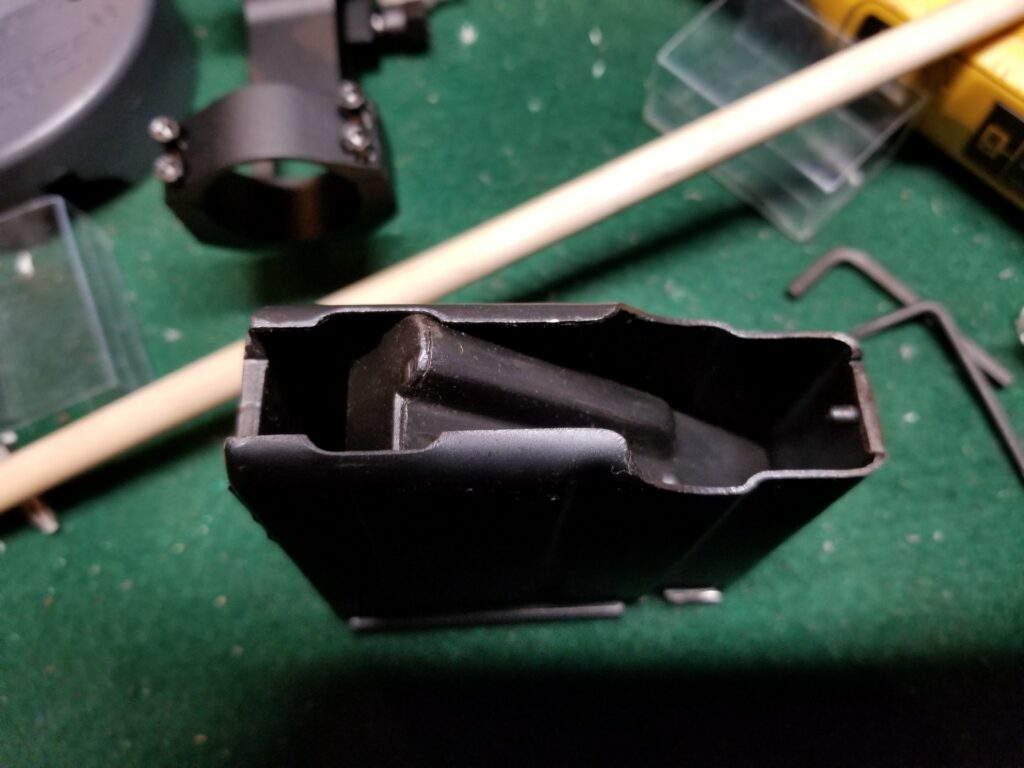
Zastava designed the M76 with a bolt hold open (BHO) follower. In other words, the follower has a big lobe that blocks the carrier from going forward and thus locks the action open. Sounds great, right? It would have been if they had closed the gap between the follower and the magazine body and/or made the skirt of the follower longer.
What happens way too frequently is that when the carrier cycles forward, it hits the bolt hold open lobe of the follower causing the follower’s nose to dive down and jam the follower. Literally, the end result most of the time is that it is a bear to open the action and get the magazine to release — I found I needed to fashion a dowel to hit the rear of the follower to free it up. Not good.
Some guys report more headaches than others and I can’t readily tell you why. Maybe Zastava realized the problem and corrected it or maybe there’s enough variation in the gap between the magazine body and follower that it does not always happen. I have about nine M76 magazines and they all nose dived when hit by the bolt carrier practically every time.
The bolt carrier slams the follower down so hard that it can be difficult getting the magazine out of the rifle as well as releasing the follower.A 3/8″ dowel can be hit with a hammer to pop the follower back into position. Yeah, this sucks.
Cleaning The M76 Magazines
I should point out that I bought about a dozen M76 magazines – some from Apex and some from Ivan Drago on GunBroker. They all had a ton of old cosmoline on them and a lot if was on really thick. I pulled the old paper and junk off the eight you see below and left the rest in storage.
Eight cosmoline laden M76 magazines. Some were almost full of the stuff inside. Some had old newspaper stuck on them as well.I keep a 5-gallon bucket about half full of Ed’s Red cleaner around that I use to remove cosmoline and what not. Click here for the recipe. I let the crusty magazines sit in there for a couple of days because I had other stuff I was working on and the solution needs time to soften everything up. When I am done, I put the lid back on. It’s great for freeing up rusty parts too.After the soaking in Ed’s Red to soften and even dissolve some of the crud, I disassembled each magazine and wiped them out. What a mess. No photos of that part but here you can see ones that are done and sitting in a box waiting for next steps.
The Solution to M76 Magazines and Nosediving
Let’s start with two things that didn’t work just so you know. My first try was to simply polish all the edges. That did not work and neither did adding Dupont Teflon dry lube.
My second try was to use sand paper to round everything over underneath the lips of the body and the outside edge of the skirt. That did not work either – even with polishing and Dupont Teflon dry lube.
1. I went to OnlineMetals and bought a 12″x12″ sheet of cold roll mild steel – nothing fancy is needed. 12×12 turned out to be way more than I needed. Shipping is what kills you so I wanted to only buy one time even if some experimenting was needed.
Nothing more exciting than a photo of a 12×12″ piece of 20 gauge sheet metal.
2. I needed to figure out some basic template so I could cut out a bunch of tabs to to then try different shapes with by sanding them down. Now I have a big belt sander – you could use a file or whatever works for you.
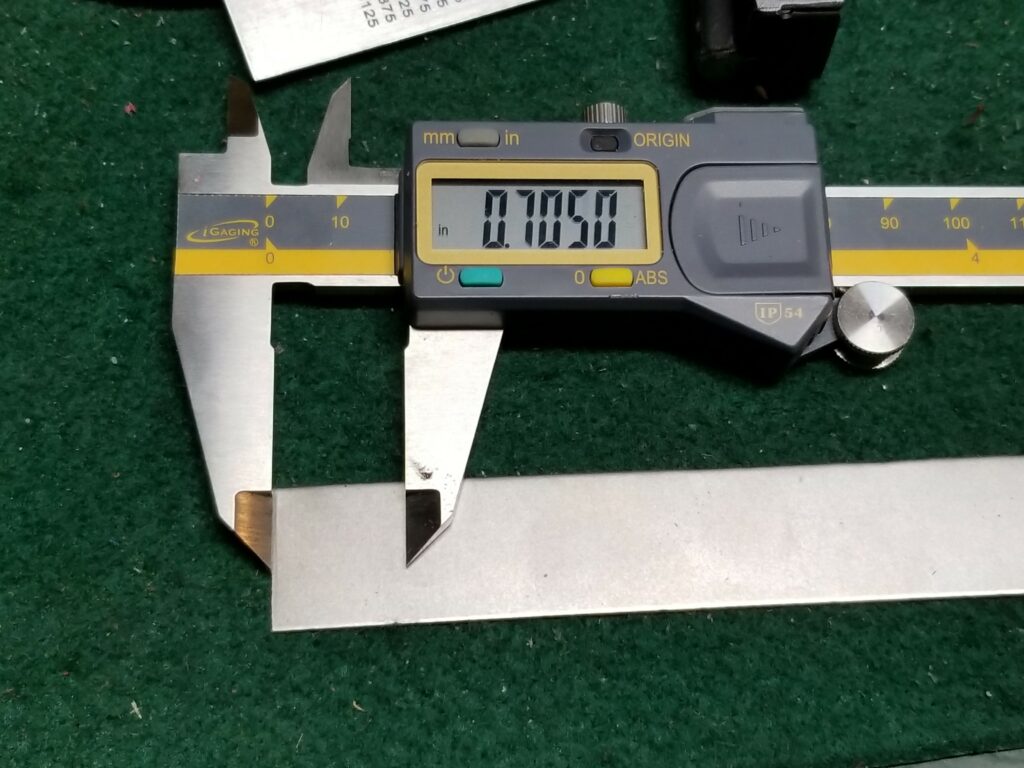
That high quality rendering is from an ancient CAD application called pen and paper. The back of the follower was over 0.7055″ wide – I think I just measured the back bent portion and not the sides so take this as a starting point and not an absolute.. Plus wait until you see the fancy ultra precise cutting method (that’s a joke by the way)! In terms of height, I measured about 0.525″ from the lower shelf to the bottom and then added a 0.25″ to have metal to grind down to a shape that worked so the tabs I cut were about 0.71″ wide and about 0.75-.8″ tall.So much for precision – I used these shears to do the cutting due to the depth of the sheet, I allowed for the thickness of the cutter and clamped a straight edge to guide me from the front to the back. In this photo, the stuff is just sitting there for the photo – I did not have it laid out properly yet. I told you it was high tech, Note, I cut the sheet for the approximate 0.775 dimension. I scribed the line for the 0.7050 dimension and cut it with my bandsaw. I wasn’t kidding when I said the dimensions were ballparks. I had two criteria I wanted to honor – the tab should not protrude from the top or sides of the follower and I wanted enough material at the bottom to do some experimenting and shaping on.I then used a Dremel to remove burs. I did not want anything to hang up inside the magazine.I sanded the back of the follower and sprayed both it and the tab with brake cleaner before welding just to get rid of any contaminants. This is a Harbor Freight 120 volt spot welder and it has the tongs on it for welding in AK rails hence the unique shape of the lower tong if you are familiar with them. If you don’t have a spot welder then I would drill or punch a hole in the tab and shoot a weld with a MIG, etc. I really am not sure if epoxy would hold up with this use case and am recommending true welding for reliabilityI didn’t have much room to move the tongs around. I could get two heavy spot welds. This photo shows part of a third attempt but I settled on just two for the rest.
Have you ever wondered about spot welders for casual use but thought they might be too expensive or too complicated? Actually, there are a lot of decent import models that will run on 120 volt household current. The thing you do is to buy one of the tong models, take a few scraps of sheet metal and get to know the sound and color when there is a good weld. First, do it and burn hole on purpose to see but don’t go longer than that or you will melt your copper spot welder tips. Next, back off the time and the amount the tons compress until you find a good weld that doesn’t pull apart easily. That’s it. Click here for a listing of tong spot welders on Amazon – be sure there are over 30 ratings and the higher the average score the better.
First off, the tab is way too long. I am maybe an 1/8-3/16″ at the base of that curve. You’ll also notice that I sanded the back so it would not drag on the magazine body. I polished all the parts using the little rubberized polishing bits in my Dremel.I did apply a light coat of Super Lube grease to the back to help the parts get to know each other. After things wear in, I bet I will not need it.You can see the tab. I made sure that the tab was below the lip of the follower. In other words, I did not want it protruding. I went around and polished all edges to make sure nothing would snag.Here’s another angle – you can just barely see the tab.Testing of the magazines was done with Realistic Snap Caps. These were great because they are just like the real 8mm Mauser rounds and I could confirm that feeding was okay.
Bottom Line
Welding in the tab did the trick. I think it works for two big reasons – it closed up a rather large gap at the rear that allowed the follower to tilt down to begin with plus by making the skirt of the follower a bit longer, it could not tip as much either. I don’t think the exact shape of the bottom of the tab matters a great deal but you definitely must debur and polish each By adding a bit of Super Lube grease to the back, everything slid very smoothly. I am assuming it will not be needed as parts wear in and time will tell.
Also, I bought way too much 20 gauge sheet metal. You could get by with a far, far smaller sheet. I thought I would have to experiment more and it turned out to be simpler than I thought.
When I went to range feeding was great and not one problem with the follower nosediving when the carrier returned on an empty mag. Problem solved.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
When I sent the M76 to Two Rivers Arms to build, I was still using Tapco G2 triggers in my AK builds. Since then, I have moved to ALG Defense’s AK Trigger Ultimate With Lightning Bow (AKT-UL) for anything I’ve built in the last two years. Folks, these are wicked triggers and absolutely hands down my favorite AK triggers.
The top trigger is the ALG AKT-UL. You can see the distinctive shape and the silver colored Nickel Boron finish. The bottom is the Tapco G2 I originally sent to Two Rivers to use. The AKT-UL comes with a new disconnector spring but uses the existing hammer spring. ALG does sell a heavy hammer spring separately if you want it. The extra spring is an auxiliary trigger spring for increasing the pull, which I don’t use. One small pin can be installed and filed down as needed if the safety doesn’t block the trigger sufficiently. I have not needed it so far on any of my rifles. I think the second pin is just a spare.
Not only does the AKT-UL give you three compliance parts as it includes the hammer, trigger and disconnector but the feel is amazing. Now if you know how to tune a G2 trigger, you are used to having a fairly decent AK trigger. The AKT-UL units step it up a notch for sure. ALG does have a shorter and more crisp pull for sure plus they will tell you the trigger has about a 3.5 pound pull which you can tweak a bit by bending the hammer spring.
I got out my Lyman digital trigger gauge and did 20 pulls. The average was 3 pounds 13 ounces and the nice wide trigger shoe makes it feel less.
This is a peek in the M76 receiver as it came from Two Rivers. You can see the Tapco G2 fire control group, orientation of the hammer spring and the pin retaining wire that I am not a huge fan of and replace with a plate. This layout is what you see in most AK rifles unless you get into specialized trigger systems on some of the more modern military designs. For a new person, note the orientation of both the hammer and its spring.
Installation Notes
Safety First Always – Make Sure Your Weapon Is Unloaded! Always assume a weapon is loaded until you confirm it is not. Keep ammo away from your work area and don’t test fit with live ammunition.
I really don’t have any surprises to report. It installed the same as any other AK fire control group and I didn’t need to use any pins and I certainly didn’t want a heavier pull so I didn’t use the auxiliary trigger spring either:
1. Install the hammer with the ears to the rear and spring around the back of the hammer. If it fights you during installation and the little legs that sit on the trigger are facing down, odds are you have the spring installed right. I lubricated all pins with Super Lube Grease before installation. That stuff is my favorite grease now.
Here, the new hammer is installed. Note how the “ears” of the hammer are facing towards the back of the rifle. It’s a common mistake for people new to the AK family of weapons to think that is the part that hits the firing pin but it is not. Also, note how the spring is going around the hammer. You can’t see them but the legs of the hammer spring are facing down. I use needle nose pliers to lift them around out of the way to install the trigger and then set them on the back legs/bars of the trigger.
2. Here’s a tip you will not see in the instructions. A trick I was taught years ago is to use a slave pin that will allow you to assemble the trigger, disconnector and its spring outside of the rifle. This makes it sooooo much easier!! What you do is cut a spare fire control pin or a piece of 5mm stock (0.1969″ or 13/64″ – cheap drill bits work great) down so it fits just inside the trigger pin hole from left to right and slightly taper the ends using a file or sandpaper. Trust me, if you don’t take a few minutes to do this, it is a heck of a juggling act to get the trigger in place with the pin pushed through while keeping the disconnector and its spring in place (don’t forget the little disconnector spring!!).
Here, you can see the slave pin and how it is holding the disconnector nicely in place. I’m not sure why ALG added the window in the disconnector to see the spring but it sure is handy to confirm the spring is there. Perhaps that is why they did it.
3. The trigger is installed by lowering it into position, pushing a fire control pin through the receiver and into the trigger carefully pushing the slave pin out the other side where you can grab it. Note, you will need to wiggle the trigger around some and I just do that with my right hand as I feel the pin through with my left.
4. Next, I used one of our fire control group retaining plates to secure the pins in place instead of the retaining wire. The wire is fine and you can use it if you prefer – I simply don’t care for them. Unlike some plates on the market, our plate is approximately 1.186mm thick and completely fills the groove of the pins to keep them from walking left or right and potentially falling out of the receiver.
Top is our AK fire control group plate. Below it is the type of retaining wire you would see in a M76. AKMs are a bit different due to the differences for automatic fire.
You install the plate by inserting the nose groove into the hammer pin and then rotating the plate down so it secures the trigger pin as well. The rear hole of the plate, the only hole really,is where the selector/safety lever passes through and locks it into position.
This photo shows how the front of the plate engages the hammer pin and the middle groove secures the trigger pin.Here. everything is installed except for the selector/safety lever so you can see the fire control group and the plate.
That’s it for the trigger. Next up was the need to fix the magazines so they would not nose dive when empty and hit by the bolt carrier. That will be my next post.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
I let the cat out of the bag a bit with my first post – I don’t like the Communist offset scopes. Yes, they are traditionally correct but I prefer a scope mounted on the centerline of the rifle with better optics including variable magnification. I had a combination in mind right from the start – the RS!Regulate mounting system and a Vortex Hog Hunter scope – why? Because I actually want to use this rifle to hunt hogs.
RS Regulate Mount
Based on past projects, I knew that the best mounting system for my project would be the RS Regulate system. The reason I am so adamant about this is that the design allows for a ton of flexibility in terms of front to back movement as well as left to right. Specifically, I chose the AK-303M lower rail and the AKR upper.
You basically install the AK-303M lower on the side rail. You can adjust the screw under the lever to adjust how much tension is applied when the lever is locked down.
My next step was to install the AKR top section and located it about three slots back as a starting point. In my case, that worked just fine. I then eyeballed the left to right location over the centerline of the rifle and installed the screws. Note, I do not drill and install the pins until test firing just in case I decide to move the rail around.
Here is my M76 with the two parts of the mount. You can get a good look at the side rail on the receiver as well. Don’t get ripped off by cheap counterfeit products that don’t hold up – only buy your RS Regulate mounts either direct from them or a reputable dealer – not Amazon or eBay. There are links to the mounts at the bottom of this post.
This is the AK-303M lower rail section. You can see the shiny adjustment screw right under the “-30” part of the AK-303M product stamp.This gives you a good view of the AKR unit and how the ingenious design allows you to basically use an upward facing Picatinny rail on the AK-303M to mate with the downward facing rail on the 303M. The slots are where the screws go and you can see how they enable the left to right movement. The circular holes are where you can drill and install pins *after* you finalize the layout – I would recommend doing this after test firing or even several range visits.
Vortex Crossfire II Hog Hunter Scope
Part of my design criteria for the rifle was to use it for hog hunting. That would entail using a scope that is pretty versatile in daylight as well as dusk. To accomplish this, you need a scope with a big objective to gather as much light as possible (50mm or better), a 30mm tube and good glass to aid in the transmission of the image.
In terms of the reticle, I really did not see a need for something really fancy with tons of MRAD or MOA markings for calculating distance, drop and windage. However, I did know that I would need some form of illumination for low light.
Lastly, in all candor, I knew I was putting an optic on a rifle that would likely shoot 1.5-2″ at 100 yards. I did not need to put a super-high end optic on the rifle – just one that was good enough and reliable.
After doing some reading, the ideal scope with the above design criteria and a very affordable price turned out to be the Vortex Optics Hog Hunter (SKU: CF2-31049). The specs are pretty good:
Magnification 3-12x
Reticle: V-Brite Illuminated (MOA) – The center 0.5 MOA Red Dot is illuminated and the subtensions are in MOA
Objective Lens Diameter 56 mm
Eye Relief 3.5 inches
Field of View 36.7-9.2 ft/100 yds
Tube Size 30 mm
Turret Style Capped
Adjustment Graduation 1/4 MOA
Travel Per Rotation 15 MOA
Max Elevation Adjustment 60 MOA
Max Windage Adjustment 60 MOA
Parallax Setting 10 yards to infinity
Length 14.3 inches
Weight 21.1 oz (just over 1.3 pounds)
This is the Vortex Hog Hunter 3-12x56mm scope. You can see the RS!Regulate mount on the rifle and also the UTG rings that I used for prototyping. Now you may be wondering why I am using quick release rings on a removable scope mount so let’s discuss that next.
Quick note on the lens caps. They are from Vortex but I am not super excited by that front one. They seem very well made but it is definitely a stretch to get the rubber over that huge front bell. I’m going to stick with them for now.
Figuring Out The Rings
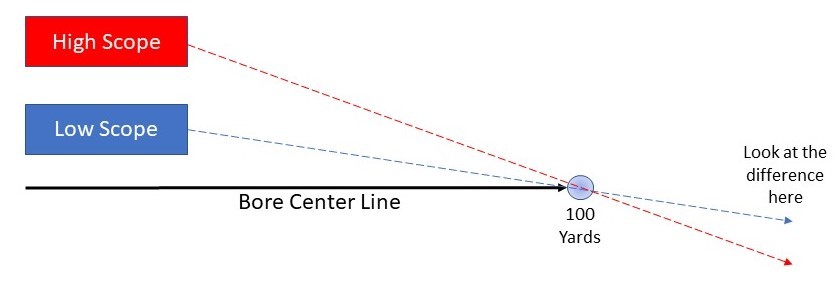
In most cases, you want to mount the scope as close to the center of the bore as you can. This reduces the angle from the center of the scope to the center of the bore.
This is overly simplistic in that it ignores ballistics but it is trying to illustrate that all things being equal, a lower mounted scope will be closer to the centerline of the bore after the zero point and require less adjustment/correction than a higher mounted scope.
So here’s the tough part – any AK-type rifle has a big rear sight block (RSB) that is pinned to the barrel that not only holds the rear leaf sight but also holds the rear of the gas tube in position and the front of the dust cover is inserted into a slot — in short, it has to be here. Thus, any optic must clear the RSB somehow.
The RSB is pinned to the barrel and holds both the rear sight and secures the rear of the gas tube. Problematically, it extends above both the dust cover and the gas tube.
So this means we have two options – either the optic must slide into position and clear the RSB while doing so -or- we vertically lower the scope into position. To slide the scope in either means you go with tall enough rings and/or a small enough front objective that the front of the scope can clear.
The vertical option means we can use both a bigger objective and lower rings but begs the question – what do we do if we need to open the rifle up in the field? That is why I opt for quick release rings. Now, let me point out the photos show interim UTG rings that will not be on the rifle long term. I had them in storage from way back when and used them and some other models to do some “what if” scenarios.
The problem with this model of ring from UTG is that they use a round screw that goes through the Picatinny rail channel – they should be using square stock to securely and consistently secure the ring to the rail. While I do not expect a ton of recoil from the M76, I would rather the rings sit securely in the rail and not move around or place uneven stresses on the rails.
In the next few weeks, the UTG rings will be replaced by an American Defense AD-Recon-SL-30-STD one piece mount. American Defense makes top notch gear. The UTG rings definitely helped me prototype the layout and identify that I needed rings that measured from the base of the ring to the center line at least 0.915″. The AD-Recon-SL will hold to scope just a tad higher at 1.110″ and I am okay with that almost 0.195″ difference. It’s real tight right now as you can see:
Voodoo Cheek Pad
The one thing I quickly found out was that I needed a cheek piece to give me a better weld. I have used Voodoo Tactical cheekpieces a number of times in the past so I used one hear to give me about a 1/2″ lift to better line up behind the scope.
You can access that top soft cavity and add or remove material to give you whatever height and “feel” that you want.I’m going to do some tailoring of the straps in the near future. While I am using the hook & loop (velcro) straps came with the Voodoo pad right now, I’ve been using this cool industrial hook & loop tape that is double sided with the hook on one side and the loop on the other that ought to really clean this up.
The Result
Right now, I’m happy. I need to get the ADM mount in and get to the range but everything is very promising so far. Everything has trade-offs. To get the extra light at dusk, the scope’s giant objective makes it sit higher. If I wanted the scope lower and didn’t need all the light collection, I would have used a scope with a smaller objective – such as a 44mm.
Okay, in the next post, I’ll tell you about the ALG trigger.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
In 1975, Zastava Arms was approached by the Yugoslavian military with a need for a designated marksman’s rifle (DMR) that was semi-automatic and fired a full power round. Rather than license the Dragunov design, Zastava took a similar path that the Romanians did with the PSL – they took the base Kalashnikov design and scaled it up to handle a full size rifle round that they already had. In the case of Zastava, they chambered the rifle in 7.92×57 (8mm Mauser round). This put the effective range for human sized targets out at about 800 meters (875 yards).
The M76 is an interesting beast. When you pick one up, the first things you notice are that it is both heavy and long. Zatastava opted for a stiff, albeit heavy, milled receiver and a heavy barrel profile. The published statistics for the rifle put the weight at 4.6kg (10.14 pounds) – definitely not light. The barrel is 550mm (21.65 inches) long and the overall length is 1,135mm (44.69 inches).
All Things Yugo
This is where I enter the pictured. In 2006, I saw a photo in Shotgun News of an 8mm AK and thought it was a mistake! Over the years, I both learned more about the extended family of firearms based on the Kalashnikov design, the more I came to really like the Yugoslavian branch of the AK tree. I also very much wanted to own a Yugo M76 but a combination of budget (or lack there of) and reports of quality control problems by commercial US builders held me back.
A few things all came together to get me to finally move on having an M76. First, I got to know Two Rivers Arms over the years both by selling grips to them as well as their building some M72B1s for me. I knew they would do exceptional work. Second, TortOrt released their 80% Yugo M76 receivers and Tim at Two Rivers told me he could work with one of them. Third, I was able to source a complete kit with no furniture but a Green Mountain barrel from Apex and bought a complete Yugo M76 kit from Ivan Drago on GunBroker that did not have the barrel or the optic.
I need to mention something here – I just am not a huge fan of the offset scopes that the Soviets and Communist Bloc (ComBloc) countries came up with. I prefer something low, centered and … modern (gasp). When I talked to Tim at Two Rivers about my plans to not go with the traditional ZRAK 4x optic he was surprised. I already knew I wanted to use one of RS!Regulate’s mounting systems because they are simply the best most adjustable mounts out there. My first thought was to replace the factory optic rail on the receiver with more on an AKM style but we found out that the RS!Regulate AK-303M would have enough adjustment that we could use the factory rail. So, I ordered in the AK-303M lower rail and the AKR upper – RS!Regulate mounts are two piece so you can really dial in what you want.
This is the two piece RS!Regulate mount. The lower piece starts a fourth of the way down where you see a second Picatinny rail. That lower pieces is the AK-303M section. The upper piece is the “AKR” model and can be moved front to back and left to right on the lower allowing you to really dial things in. Pins are provided to lock the position in once everything is worked out.
By the way, on the RS!Regulate parts, either buy them direct or from a reputable vendor – not eBay or Amazon. There are cheap Chinese knockoffs/counterfeits that are for sale and not only is the quality poor but you are taking money from the small business who put in the hard work and money to make these.
Eventually, all of the parts arrive, I packed them in boxes and sent them to Tim at Two Rivers. Then the waiting part happened. With top notch builders, they are backlogged with work. In my case, I asked them to put the project on hold at one point, so all said and done, it was just shy of two years before schedules aligned and the rifle was completed. When Tim called to tell me he was wrapping it up after test firing it, I was pretty excited to say the least.
Out of the Box Impressions
Tim sent the rifle to my friend and FFL, Scott Igert of Modern Antique Firearms and as soon as it arrived, I went over to get it. Scott and I pulled it out of the box. Wow , was it big and cool. The diameter of the barrel was actually surprisingly big.
When I got home, I measured it. The rifle was just under 44-3/4″ long from the tip of the compensator to the top of the recoil pad on the buttstock.
Weight of the rifle without a magazine was 9.86 pounds. It was 10.42 pounds with an empty magazine. I instantly liked the heft as I like heavy rifles and the balance was pretty good. Granted there is a mile of heavy steel in front of the receiver but it was pretty decent.
Here are some photos of the base rifle. You may notice the trigger is silver – I did install an ALG Ultimate trigger (my hands down favorite AK trigger now) before I took these shots and will write up some of the modifications in following posts.
Look at that barrel and giant ejection port!Here’s a good view of the M76 buttstock with the unique relief in the front. Note, you can interchange Yugo M70 and M72 fixed stocks with the M76 if you are ever so inclined. Then you have that giant unique grip. I wear XL-sized gloves and it is a handful.It uses the same recoil pad as the M70 and M72 series rifles. Because of the weight and the gas action, I am not expecting a bad recoil.There is just under 17″ of the 21.65″ barrel sticking out from the end of the wood (not the retainer) you see in the photo. The muzzle brake is integration with the front sight block (FSB) and not removable. The barrel is 0.845″ thick immediately in front of the handguard retainer. The M76 has a gas regulator and is the silver dial you see above. It has three settings.Unlike AK rifles, the M76’s muzzle brake is integral with the front sight block – it is not removable. It’s also interesting to note the threading for the attachment of a suppressor. Note the bayonet lug.Let’s look at the other side now. The side dovetail scope rail is unique and the RS!Regulate can accommodate it.It uses a solid recoil rod assembly like the milled AKs and some RPKs use vs. the toggle wire assembly you see in AKMs. The increased rigidity of the recoil rod probably helps handle the heavier load plus aid in consistency of the bolt returning into battery. A number of us used to build AKMs with the milled rods to try and improve accuracy.The M76 uses a 10 round box magazine.There is one Achille’s Heel with the M76 (meaning the one weakness) is that the followers have a tendency to jam down hard when the bolt hold open (BHO) follower is hit from behind by the bolt. — that’s pretty ironic really. What happens way too often (in my opinion), is that the bolt hits the BHO causing a cantilever motion and because of an overly large gap, the front of the follower nose dives down into the mag body and it is not easy to get it back up but there is a fix. Note the very small tab just barely visible between the rear of the bolt body and the follower – I welded that in to limit the gap that allowed the nose dive to happen. I’ll write that up in a later post.Nice shot of the Zastava logo and serialization info above the lightening cut.
I will be writing up my journey in upcoming posts and hope to take this rifle to the range in the near future. Definitely a big shout out to the gang at Two Rivers Arms for another wicked build! Thanks guys!
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.