Let me open this article with a comment for people new to building AKs – the best proven method is to use rivets. The Soviets did a lot of testing and the best mechanical join of the forged trunnions to sheet metal was a mechanical rivet. To this day, all commercial and military AKs are built using rivets. In my journeys, I have built AKs using welds, screws and rivets – all have pros and cons. What would I build an AK with that I care about? The answer is easy – rivets. This blog post documents my building a prototype using screws. Has it held up to casual non-military non-full-auto use? Yes. What would I recommend to you to build your AK? The answer is rivets.
In a previous post I described taking a milled stub and welding it to a sheet metal receiver. Another approach is to drill, tape and use alloy screws. So, let’s talk about that a bit. I did this build back in 2010 also. I actually still have the rifle and it’s one of my most reliable AKs. It takes about any ammo I stuff in it and I don’t recall ever having any issues.
For those of you who are wondering why I didn’t do rivets – I was bored and wanted to try something different plus this is a range gun and not something mission critical. Here we are 7 years later and it’s still doing fine – no cracks, no loose screws … but it isn’t stressed either. When in doubt, do rivets or a milled gun.
Also, bear in mind that the front trunnion was made from the milled receiver stub so screws made it real easy.
In terms of this build, I milled the trunnion down the same as I did for the weld build. I used my Hungarian AMD trunnion as an approximate guide for locating the holes and used two #10 screws for the front top and a 1/4″ for the rear. In both cases, I opted for national fine. 10-32 and 1/4-28. So, for 10-32, I used a #21 drill bit to make the hole and for the 1/4-28, I used a #3.
For drill locating and drilling the receiver holes, I used the AK-Builder trunnion rivet locating jig. You just put the trunnion on the jig, locate the hole, slide the receiver on and drill the hole.
Now for tapping, being square is a good idea. I squared my table to the drill press’s chuck and used it to hold the tap. I use Tap Magic cutting fluid to lubricate everything.
For the screws, I used alloy button heads and secured them with red thread locker. I reached in with a Dremel and ground down protruding screws.
So there’s the front. I used an air riveter to do the trigger guard.
Plenty of AK barrel have seen heavy use and some are pretty much sewer pipes at this point – blown out, dirty and most of the rifling a distant memory. A quick way to check is to take a cartridge of the correct caliber, such as 7.62×39, and put it in the muzzle. If it stops before the case hits, there is hope. It the case hits or even goes into the muzzle, the barrel is pretty much history.
Pass:
Fail:
I’m not saying the barrel is perfect but it may still be useful. I built both M70 stubs on their original barrels and they shot good enough – about 8-10″ – at 100 yards fired with iron sights with cheap ammo. Still a fun rifle to shoot though.
If a barrel fails, I would definitely get a replacement and not even bother trying to use it but that’s just me. I’ve known a few guys over the years that proudly built and fired sewer pipe rifles.
Some folks have asked how I get the dull grey look on khukuris that I used to work on. The answer is simple – apple cider vinegar straight from the grocery. I’ve also experimented with various ratios of Prep-and-Etch, which contains Phosphoric Acid, and gotten a darker color but apple cider works remarkably well. Apple cider vinegar contains 5-10% acetic acid (CH3COOH) depending on how it is made. For example, I read that Heinz is about 5%. My local store carries Spartan brand, which is their store brand, and it works just fine – again, this is apple cider vinegar from the grocery store.
This process only works with steels that can rust. For example a mild steel or high carbon. It will not work on stainless, aluminum, etc.
Safety Notes:
I would recommend doing this outside or some place very well ventilated or else if the acetic acid condenses on metal surfaces in your shop/garage, it will cause rust.
Wear safety glasses and don’t goof around with the stuff. I’ve never had a problem but probably need to say some kind of warning here.
Process:
Clean the part and remove all oil and grease. Either hose it down really well with brake cleaner or soak it in acetone. Any oil, even from your skin, will mess you up.
Abrasive blast the part – I use “The Original Black Beauty” media that I get at my local farm supply store. It’s made from coal slag and is fairly environmentally friendly. It does break down quick so if you use your blast cabinet a lot, be prepared to clean it out and add new media when performance starts to suffer. Blasting will get you a really nice uniform surface color. I suppose you could try sanding or wire brushing but blasting has worked the best for me and is all I do now. My only recommendation is not to use sand because as it breaks down it creates a fine dust that will never come out of your lungs – read that as “bad”. I do use a blast cabinet with a vacuum to get rid of dust, you could do this outside with a hand blaster or tank blaster and dust mask if you needed to. I wear a hood when blasting outside as the media goes everywhere. Just protect yourself is the bottom line.
Wear rubber gloves and clean the part again – the gloves are to keep oils from your skin from contaminating the part and preventing etching. Cleanliness is critical.
Put the part in cider that is at least 70 degrees. I like 100-150. If it is too cold the reaction slows waaaaay down. I don’t like to get it super hot or boil it as you lose a ton of cider with no real benefit. I have done this in everything from stainless steel containers to plastic containers and even plastic trays used for wallpaper with halogen lights warming it up. In general the colder the cider the slower the etching and the hotter the cider the faster the etching bearing in mind you will have the cider evaporating faster. Note: If you do not see bubbles coming off the part then either the solution is too cold (especially on cold days under 70F), the part is not clean or ready (so clean and blast it) or the cider too weak. I’ve never had an issue with weak cider – always the first two.
Submerge the part in the acid and let it sit for 15-30 minutes. It’s not a strong acid so there’s no rush. Just check the part and stop at the color you want. The warmer the water and the part, the faster the reaction and vice versa.
Rinse with hot water
Rub down with WD40 and steel wool to get the loose particles off
Then I like to seal it with boiled linseed oil (BLO). Some of you may know BLO for woodworking but it is an old school rust inhibitor. If you don’t want BLO, then thoroughly oil your part.
I like the results. No real harmful chemicals are used, it’s cheap and looks great.
3/4/2020 Update: I recently did some blog posts on building a cost effective digitally controlled heat tank from PVC pipe that is perfect for acid etching – click here for that one. I’m also using a ferric chloride and apple cider etching solution now – click here for that one.
Photos:
The light brown solution is just apple cider. If it is darker, it was 25-50% Prep-and-Etch + the vinegar.
Use whatever container works. These were from a bunch of zip ties I bought once.You can see the abraded surface from the abrasive blaster. You can acid etch without this step but I find doing this first really makes for a good finish plus all the tiny nooks and crannies really let the BLO grab hold.This one is getting ready to go it. I use WD40 when done to remove the water – it literally means “Water Displacement” forumula 40 and excels at that.You will see lots of little bubbles. I go by the color of the etched steel more than I do the degree of fizzing or time.These two have already gone through the process.I like the post apocalyptic look it gives.This giant cleaver was acid etched and then sealed with BLO.Another angle of the big “splitter”. The blade is over a 1/2″ thick!Another cleaver.
Abrasive Blasting
You can usually get a coal slag blast media very, very cheap from farm stores. Check there first because off Amazon you are paying a pretty penny for shipping whether they bury it in the item’s price or call it out separate. I think I pay $7-9 per 25# bag at Family Farm and Home.
Now for the blasting, you have tons of options – hand blaster for small work, siphon blaster, pressurized tank or cabinets. It all depends on how much blasting you plan to do. I started out with a siphon blaster – dirt cheap but very slow. I then got a tank and it was very fast and portable but media went everywhere. I still have that for working on cars and big parts. However, for my grips, gun parts and knives, I use my blast cabinet. I have a Cyclone brand large bench unit and am relatively happy. If I had it to do over, I would have gotten a free standing unit with a bigger and deeper hopper so I’m not constantly hitting the side or moving media around by hand. I have a foot control pedal and that really helps plus it gets a the pneumatics out of the cabinet where they would normally be subject to abrasive dust and wear.
I miss building AKs – I never have the time any more. At rate, some years back I wound up with two Yugo M70 front milled stubs, and then decided to convert the rifle to a stamped receiver because I liked working with AK-Builder flats. So, in the spirit of trying something new, I decided to convert a stub to a trunnion and plug weld it in place vs. trying to machine the rivet seats inside.
Yes, I’ve heard tons of people say not to weld them together and that rivets are better. Yes, rivets are better and I have done many of them. Have I ever had problems with a weld build where I filled the holes I drilled with plugs, stayed away from the locking lugs and was careful with the heat? No, I have not had any problems. I have an AMD-65 with tons of rounds through it that still runs fine. My thinking is that I am not firing full auto, not using grenades, don’t use this in combat … I’m not really stressing it. What would I use for a reliable build vs. a test like this? I’d use rivets.
Why the big caveat in the previous paragraph – I get one or two emails a year from a purist telling me that what I did was evil, that I am a clueless half-wit, etc. Folks, innovation happens by trying new things. I have built more AKs than most – using rivets mainly because they do work best. There are a ton of reasons why rivets are best for joining forged blocks to sheet metal.
In terms of welds, do I understand the risk of destroying the heat treat in the locking lug area, the risk of causing embrittlement around the plug welds, that the Soviets explored this and dropped the idea due to cracking? Yes, I do and tried it anyway because I wanted to explore how to compensate. So, don’t send me hate mail me because I will not bother responding. When I first shared this, three guys immediately sent me hate mails and unfriended me – I did not lose sleep about it.
If you want to try and experiment, go for it. Should you do this with an AK build that you want to be historically accurate or plan to use heavily perhaps even under full auto, then the answer is “no – don’t do it”.
The build I am sharing photos of was done in 2009. I found the photos and thought you might like to see them.
Here are the front stubs.
When you look at the front stub, you can see readily hiw it could become a trunnion.
Here’s a Hungarian AMD trunnion next to it.
Here are the stubs from a couple of angles. I already used my bandsaw to cut the top one
Ok, time to make some chips. It’s secured an I’m milling the OD under the top shelf of the trunnion that sticks out over the receiver:
I didn’t have anything to cut the slot with for my mill so I clamped a straight edge and then ran a Dremel wheel down it over and over until I got the depth and width needed for the stamped receiver to to slide into:
My theory was that by drilling holes and filling them via plug welds that I could lock the receiver into place. Thus, I drilled holes for the plug welds both in the stamped receiver and into the newly made trunnion:
The plug welds were done with a Harbor Freight 220V MIG running ArCo2 gas and .030 wire. I let it cool down after each weld and was careful not to pour on a ton of heat. Notice the relatively big weld area to distribute the load.
I then sanded it all down with a flap sander. The back was just a regular M72 rear trunnion that I found at R-Guns. I never had problems with cracking, etc. The experiment seemed to work for a casual use semi-automatic rifle.
That’s all I have as far as photos go. I hope maybe it gives you some ideas.
Writing this makes me wish I had time to build another AK but it’s back to our grips and handguards 🙂
Note, I have to buy all of my parts – nothing here was paid for by sponsors, etc. I do make a small amount if you click on an ad and buy something but that is it. You’re getting my real opinion on stuff.
Folks, one of my challenges is that I have a small shop. When making my grips and handguards, I use a bandsaw to cut off the sprue – the waste plastic from where the liquid is poured into the mold. Since I started, I used the relatively cheap Ryobi bandsaws from Home Depot and would get about a year to a year and a half out of them. The glass fibers in my plastic would dull the HSS blades pretty quick plus it would absolutely eat the unsealed bearings alive to the point that they would fall apart. I can’t fault them too much – the bandsaw was intended for wood really.
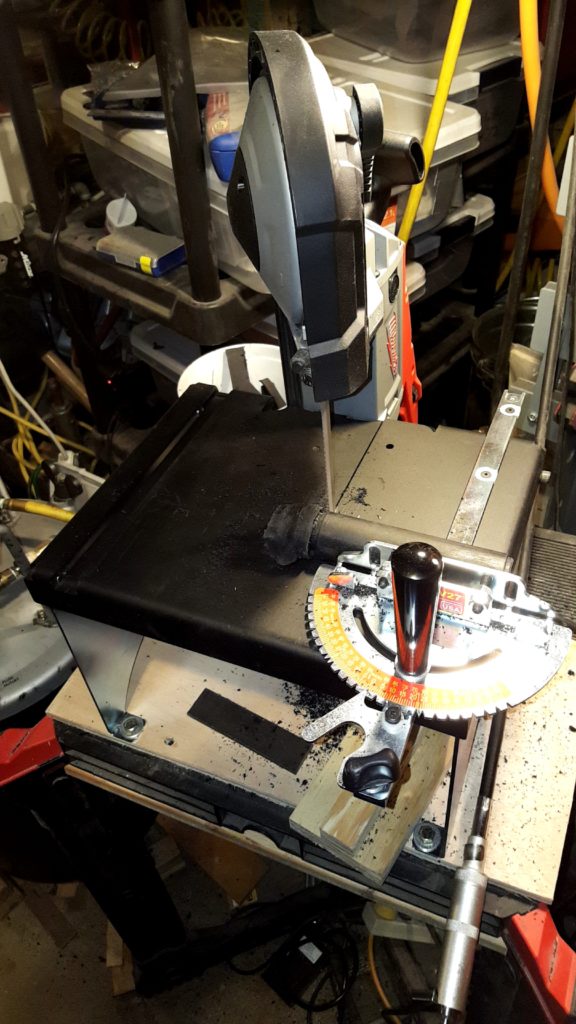
So as my last Ryobi started to get worse and worse (even with teflon sprayed into the bearings to coax a bit more life out of them), I knew I needed to move to something better. During surfing, I found a company called SWAG Offroad made a really cool little table that could hold a Milwaukee Portaband saw and let you use it then as a vertical saw. Now this seemed like a perfect fit – small, portable, sealed bearings, metal cutting capability and Milwaukee quality. So, armed with that, I bought the SWAG Offroad table with Incra Jig and foot pedal plus a Milwaukee Portaband (Model 6232-21 Deep Cut Saw) in January 2017.
There are only certain models of saw that the table supports so be careful to get the right one. In fact, they say it fits:
Milwaukee 6232-20, 6232-21, 6238-20, 6238-21
Milwaukee Fuel M18 2729-20, 2729-21 & 2729-22
My 6232-21 saw has a deep throat and uses a power cord as I really didn’t need the portability of a battery model or having to deal with keeping the battery charged given the way I use it.
Set up was very easy. I think I had it all together in about 30 minutes including using a square to get the blade trued to the table. I have been using this combination for about three months now and love it. The table is heavy gauge and has held up great and I really appreciate the excellent Incra mitre guide and the foot pedal. I’ve cut a ton of grips, Kydex and even steel with this and am still on my first blade. Another positive is that the blades are much more sturdy and don’t “walk” around as easy when I am cutting something.
The only con I have encountered is that the blade faces you. This means when you feed something to be cut, it is going straight back towards the neck of the saw vs. parallel. This is not a big deal for me as I can turn around whatever I am working on and come at it from the other direction if need be.
In short, I really recommend this combination of saw, table, Incra mitre and foot pedal. They definitely work great for me.
June 2, 2019 Update: Still going great. I’ve cut a lot of steel, aluminum and composites with this unit. It’s holding up great. By the way, the foot pedal and Incra jig are totally worth it.
June 30, 2017 Update: I’m still very happy. Not one glitch and I have cut a ton of steel, aluminum, wood and the composite plastic I work with. I had to cut a free float AR handguard to a custom length and that combination of the Incra mitre and heavy blade cut it as square as I could ask for with no wandering.
February 7, 2020 Update: I use this almost every day and it is still going strong. Other than changing blades, which is to be expected, nothing has worn out. I’ve found Milwaukee blades hold up the best – at least of the brands I have tried – and Amazon is a very good source for them.
People ask me why the color of our grips and handguards fades with age and that is a function of the thin liquid oil/wax finish I put on them. When I make a grip or handguard, it comes out a mold and then I need to sand it to get rid of seams. From there I blast it and just about any color winds up turning very white. To bring back the color, a top coat needs to be applied. I used to use Sno Seal, which works fantastic but after several thousand grips, it was too tough on my hands to work so I had to move to a liquid oil/wax finish that dries out over time. I would definitely recommend that you folks use Atsko Sno Seal if you want the color to come out and stay out plus it does a great job on sealing boots 🙂
Also, you can also use any light wax you want such as shoe or boot polish – just be sure it has wax in it. Lot’s of guys use black polish, a color close to what they want or a neutral to just bring out the color of the plastic. Heavy floor wax does not work well – it’s way too thick – don’t use that.
The Garand is definitely an iconic rifle. I was introduced to it by my father, who used it at the end of WWII in the 6th infantry. My dad is sadly not here any longer and I needed to look up some info on how to care for a M1 Garand and thought I would share some resources with you in case you want to learn more about how to care and feed one. There are a ton of videos on Youtube and I tend to learn faster if I can see someone do something so after a fun session of watching videos, I cherry picked some to share:
Here’s a nice video on shooting the M1:
This fellow shares some tips he has on how to load an M1:
M1 Garand Tips and Tricks – Quite Informative
This video on field stripping is nice and to the point:
Now for more detail around field stripping, cleaning, lubrication and reassembly, Brownells did a nice video series:
I hope this saves you a bit of time hunting for info on the M1 when it comes to care and feeding of the rifle. You’ll find a ton of videos on Youtube on the Garand if you want to learn more.