I’ve used presses for many years and have watched them bend stuff and or even shoot stuff across a room. One of the scariest sounds I used to hear was the “BANG” when an AK barrel pin would finally let go and come out. My point is that with a press, you are working with tons of pressure — literally. If you have a 20 ton press, that means you could apply somewhere around 40,000 tons of pressure.
Presses are pretty simple really – you have a frame made of steel with an adjustable shelf and a hydraulic bottle jack. As you pump the jack, the ram assembly is pushed/pressed down and applies pressure on whatever you have underneath. The shelf is open in the middle and arbor plates, or some metal plates are used in the middle to hold the work when pressure is applied.
The problem is that many of the press plates supplied with presses are not up to the task. I bent the plates that came with with my press — they were basically two pieces of thick U channel mystery metal that couldn’t handle the load. Now some guys have reported their cast iron press plates shattering under load and causing injury.
A few days later a couple of heavy Priority Mail boxes arrived with one plate in each.
I looked at the plates and did some thinking – I planned the cut it such that my most likely used opening would be available. I then used my PowerMax 45 plasma cutter to cut the plate. The 1.5″ thick piece was way past the unit’s limit. I went real slow from one side, turned it over and then did the other. I then did some grinding to clean it up.
Here’s the SWAG brake sitting on the plates.
Nothing is permanently attached. The press and the plates can be pulled out if I need to do any work that requires a different configuration.
The following two plates are smaller but you can get them off Amazon:
6/2/2019 Update: These plates are awesome. I have put some tremendous pressure on them when pressing parts using a 20 ton air over hydraulic bottle hack and they have not given at all. They are well worth it.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, I may be paid via an affiliate program such as Avantlink, Impact, Amazon and eBay.
I occasionally run into situations where I need to bend thick sheet metal or even bar stock to make brackets. I needed to make a new battery box for my plow and decided it was time to get a press brake. I did some digging around decided to get one from SWAG Off Road – their “20 TON Press Brake Heavy Duty” model that you can buy built or as a kit. They made the tablesaw system that holds my Milwaukee Portaband and that is a really sweet set up. At any rate, the maximum width it can bend is 19.25″ with a 110 degree radius bend.
Now, what really caught my eye were the dimensions of mild steel stock this press brake could bend:
19″ wide if 3/16″ or thinner
15″ in 1/4″
13″ in 5/16″
11″ in 3/8″
6″ in 1/2″
3″ in 5/8″
Most of the stock I bend is 3/8″ or less so this was right in line with what I wanted.
The brake is designed to work with two different 20 ton Harbor Freight press models – the 32879 and 606043. My press is a 30 ton IIT H-frame so I had to make sure the total width of the brake was going to work – 22.125″ – and it did with room to spare. Note that while my press frame is 30 ton, I run a 20 ton bottle jack on it so I matched the press brake to my the actual press capacity I I run.
So, armed with that, I bought the kit for $224.95 shipped off Amazon and it showed up about a week later coming in several heavy USPS Priority mail packages.
The kit was very well packed and the instructions were very straight forward. I actually had a fun time assembling it. All you need is a welder, grinder, and a square (in my case, I used a 1-2-3 block for most of the squaring).
Their instructions were very straight forward. I am going to follow their steps in my write up and also add commentary.
I laid everything out and made sure I had all of the the parts before I started and I did.
Step 1 Weld in the Guide Rods and Ears
I hammered the rods part way into the bottom plate and made sure they were square. The fit is tight on purpose so you need a good sized hammer and a solid surface. You don’t hammer them in all the way as you are going to weld from the bottom. Be sure to tack weld the rods first and double check they are square one more time before you do the final weld. I used a 1-2-3 block to true my bars up. You do want to make sure they are fairly square as the brake’s blade assembly needs to be able to rid up and down them.
Next, they talk about tacking the “ears” back on that you can use to secure the brake in your press. These are the little tabs that go into the notches on the front of the lower assembly. Now save yourself some time and make sure the dimensions will work for you. I went through the whole building process and found out the tabs stopped my brake from going back far enough in the press to align with the ram and I had to cut them off. Knowing SWAG, I bet the brake lines up like a charm on the two Harbor Freight press models they mention so this is because I am using a very different press (It is something like 20+ years old now too :-). If the ears do work for you, you may need to file some excess metal off. One of my ears had just a bit of waste metal left after cutting that filed right off in just a few seconds. You can see the fit is great. As with the other stuff, fit it in place, tack weld and then do the final weld when ready. By the way, tack weld first to avoid the metal warping from the heat and moving out of the position you need – this is true for the whole kit.
In case you are wondering, I am using a Miller 211 MIG with gas. It works great for me. It has a far better weld and duty cycle than the Harbor Freight model I started with years go.
To protect my eyes, I use a very well regarded Antra AH6-260-0000 Solar Power Auto Darkening Welding Helmet that works great for me.
Step 2 – Weld the Vertical Guide Tubes
Next carefully position the guide tubes on the brake’s blade. I used a Harbor Freight steel welding table and a number of magnetic clamps to get everything in position and secure before I then tack welded, tested the fit and then did the final welds. Note, the blade edge of the die is facing up and the guides are aligned to what will be the top of the die. I am a bit obsessive with welding. I had the heat cranked up on the welder and did two heavy passes. My welding will never get me any awards – even I admit I am a grinder 🙂 I forgot to get a picture of the welds at this step but you’ll see them later.
Step 3 – Welding the Bottom Die
The first step is to weld the two carriage bolts into place that will hold the guide later. You *must* do them now as you will not have access to them once the angle iron is welded in place. I simply turned the heat down on the Miller, put the wing nuts on the bolts to hold them in place and did a few quick welds.
Now the next part is to weld the angle iron in place. In their instructions, SWAG said I might need to grind the bottom of the angle iron to get it to sit evenly in the channel. That did not seem to be a problem with my parts. To align the angle iron in the channel, I sprayed non-stick on the upper die and then installed it on the lower die and checked alignment. This seemed to work really well – the weight and position of the blade lined the angle iron up perfectly (a month later an I am still happy with it). I then tack welded the angle iron base in place on the lower die and then welded it in place doing a section at a time on opposing sides. I welded a closing X – starting with the corners and then moving inward a few inches at a time to avoid warping.
Step 4 – Weld the Shaft Collar
For me, the collar helps be center on the ram of my press but I do not leave it connected. I definitely wanted it though so I welded it on. I measured and found the center, positioned the collar, tack welded it and then did the final weld.
Step 5. Paint It
My shop is basically an unheated garage so I have to fight condensation. Unpainted / unoiled surfaces tend to rust so cleaned all the parts when brake cleaner and applied three coats of Black Satin Krylon that combines a primer and the paint in one finish. Definitely let it cure for a day before you reassemble — this is an important lesson I learned years ago – dry to the touch and cured ready to use are two different things.
At this point I had to get the press ready and that meant installing real press plates that could safely (emphasis on safely) handle 20 tons of pressure. Candidly. the cheap cast iron plates that come with most presses are not up to the task so we’ll talk about this in the next blog post.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, I may be paid via an affiliate program such as Avantlink, Impact, Amazon and eBay.
Folks, one of my challenges is that I have a small shop. When making my grips and handguards, I use a bandsaw to cut off the sprue – the waste plastic from where the liquid is poured into the mold. Since I started, I used the relatively cheap Ryobi bandsaws from Home Depot and would get about a year to a year and a half out of them. The glass fibers in my plastic would dull the HSS blades pretty quick plus it would absolutely eat the unsealed bearings alive to the point that they would fall apart. I can’t fault them too much – the bandsaw was intended for wood really.
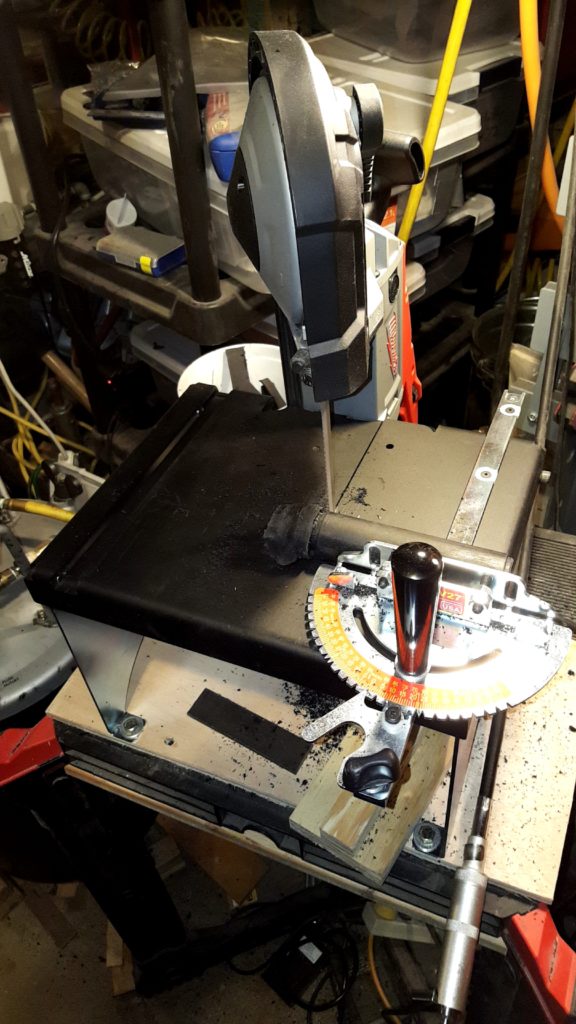
So as my last Ryobi started to get worse and worse (even with teflon sprayed into the bearings to coax a bit more life out of them), I knew I needed to move to something better. During surfing, I found a company called SWAG Offroad made a really cool little table that could hold a Milwaukee Portaband saw and let you use it then as a vertical saw. Now this seemed like a perfect fit – small, portable, sealed bearings, metal cutting capability and Milwaukee quality. So, armed with that, I bought the SWAG Offroad table with Incra Jig and foot pedal plus a Milwaukee Portaband (Model 6232-21 Deep Cut Saw) in January 2017.
There are only certain models of saw that the table supports so be careful to get the right one. In fact, they say it fits:
Milwaukee 6232-20, 6232-21, 6238-20, 6238-21
Milwaukee Fuel M18 2729-20, 2729-21 & 2729-22
My 6232-21 saw has a deep throat and uses a power cord as I really didn’t need the portability of a battery model or having to deal with keeping the battery charged given the way I use it.
Set up was very easy. I think I had it all together in about 30 minutes including using a square to get the blade trued to the table. I have been using this combination for about three months now and love it. The table is heavy gauge and has held up great and I really appreciate the excellent Incra mitre guide and the foot pedal. I’ve cut a ton of grips, Kydex and even steel with this and am still on my first blade. Another positive is that the blades are much more sturdy and don’t “walk” around as easy when I am cutting something.
The only con I have encountered is that the blade faces you. This means when you feed something to be cut, it is going straight back towards the neck of the saw vs. parallel. This is not a big deal for me as I can turn around whatever I am working on and come at it from the other direction if need be.
In short, I really recommend this combination of saw, table, Incra mitre and foot pedal. They definitely work great for me.
June 2, 2019 Update: Still going great. I’ve cut a lot of steel, aluminum and composites with this unit. It’s holding up great. By the way, the foot pedal and Incra jig are totally worth it.
June 30, 2017 Update: I’m still very happy. Not one glitch and I have cut a ton of steel, aluminum, wood and the composite plastic I work with. I had to cut a free float AR handguard to a custom length and that combination of the Incra mitre and heavy blade cut it as square as I could ask for with no wandering.
February 7, 2020 Update: I use this almost every day and it is still going strong. Other than changing blades, which is to be expected, nothing has worn out. I’ve found Milwaukee blades hold up the best – at least of the brands I have tried – and Amazon is a very good source for them.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, I may be paid via an affiliate program such as Avantlink, Impact, Amazon and eBay.




























{kind=link}