When I saw a MAC MP5 clone listed on a firearm website it immediately caught my eye mainly because of three key letters – “MAC”. When many folks see “MAC”, including me, they think Military Armaments Corporation and the iconic MAC-10 and MAC-11 submachine guns. But where did “MAC” come from? Had someone bought the brand or what? In typical firearm industry fashion, the brands are related by name but not by birth … at least that’s how I’m going to put it and let me explain why.
The Original Military Armaments Corporation (MAC)
The original MAC was founded in 1970 by engineer Gordon Ingram and businessman Mitchell WerBell III. MAC is best known for its iconic submachine guns (SMGs): the MAC-10 and MAC-11 that were featured in countless movies, TV series and video games.
The MAC SMGs were designed for military and law enforcement, these compact firearms quickly gained a reputation for their high rate of fire, affordability, and ease of concealment. While originally intended for professional use, their popularity soon extended to the civilian market.
Let’s sketch out a timeline:
1969: Gordon Ingram joins SIONICS as Chief Engineer.
1970: Ingram designs the original MAC-10 prototype.
1970s: MAC manufactures and markets the MAC-10 and MAC-11, primarily to the military and law enforcement.
1973: Production stopped due to internal politics
1975: Financial problems worsened including failure to pay creditors and filed for brankruptcy
1976: Bankruptcy sale of MAC assets including weapon and parts inventories (with some ATF-prohibited exceptions) and tooling
After that, various companies, including RPB, SWD and Cobray, manufactured versions of the MAC-10 and MAC-11. The MAC brand name kind of faded away and maybe for many reasons despite the iconic SMGs – the company failed, association with criminals, relatively low quality firearms, …. probably some combination but the MAC brand did die.
The Current Fate of the MAC Brand
As I’ve mentioned before, companies come and go but well known brands live on. Now MAC is an interesting case so someone email me if I am wrong because I am trying to string together nuggets of what I can find.
Let’s start with some background on the current owner – SDS Arms was founded in 2017 and is located in Knoxville, TN, and helps bring foreign firearms to the US market. Until October 2024, most us knew them as “SDS Imports” and the name change, according to them, was to better connect with their customers.
SDS Arms has a bevy of brands they import. The list includes: Tisas USA, Tokarev USA, Spandau Arms, Inglis Manufacturing and now, MAC.
In 2017, SDS revived the MAC name. They didn’t buy it from another firm – it would seem the MAC brand had fallen between the cracks in the industry brand ownership fabric and so SDS scooped it up. Well played SDS.
SDS has begun importing a number of firearms under the MAC brand name. The ones that caught my eye and caused me to want to find out more were the MAC-5 (MP5-clone) and the MAC-5K (MP5K-clone).
A quick comment on those two HK clones – they are made in Turkey but I think they are made by Mertsav. Interestingly, Mertsav is a subcontractor to MKE where they probably learned what they needed to know to pull this off.
Now who makes all of the parts that Mertsav is assembling from, that I do not know. There’s a lot of conjecture and not many facts. People seem to think that at least some of the components are from MKE while Mertsav builds up its capabilties.
So, the MAC brand lives having been resucitated by SDS Arms. The MP5 and MP5K clones are being made Mertsav in Turkey and imported here. MAC is also selling other firearms as well.
Note, I have to buy all of my parts – nothing here was paid for by sponsors, etc. I do make a small amount if you click on an ad and buy something but that is it. You’re getting my real opinion on stuff.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.
Please research and comply with all applicable federal, state and local laws and regulations before you undertake a build of any kind. I am very careful to understand what I must do to legally build pistols and rifles before I begin a project. I am not a lawyer and will not give legal advice. If you decide to build something, you accept all legal and regulatory liability. This post is for informational purposes only. Please be careful and please be legal.
Need to start this post with a reminder to be legal and safe.
When I was a kid in the 70s and 80s, the Ingram Mac-10 and 11 submachine guns (SMGs) were in tons of TV shows and movies. You could see these iconic blocky little SMGs everywhere with their equally famous two stage suppressors. So, they must have been amazing – right? Well, the truth is their reliability wasn’t that great, they had an insanely high cyclic rate that could dump a 30-32 round mag in about 1.5 seconds and a very short barrel. So, iconic was a big “yes” but effective … well, not so much.
This is the first post of a series wherein your’s truly felt like building something, had a fit of nostalgia and decided to do a MAC-11 in 9mm. This was partly triggered by seeing a lot of really cool printed 3D pistol designs that utilized a MAC-11 upper. I don’t have a 3D printer because I don’t have time to learn one and my wife also told me in no uncertain terms that I was not to buy one … although she may forget this one day 🙂 If you are into 3D printing, search for “MacDaddy 3D Print” and you’ll find the many variations of it.
So, on a whim, I googled Mac-11 kits one day and found receiver options that could be bent from a flat or welded together. I didn’t feel like either buying a flat bending jig or making one but I can weld somewhat. If you know the slam “he’s a grinder, not a welder” – that’s me. I’m marginal with a welder but let me assure you, I know how to sand. Thousands of grips and handguards later, I absolutely know how to sand.
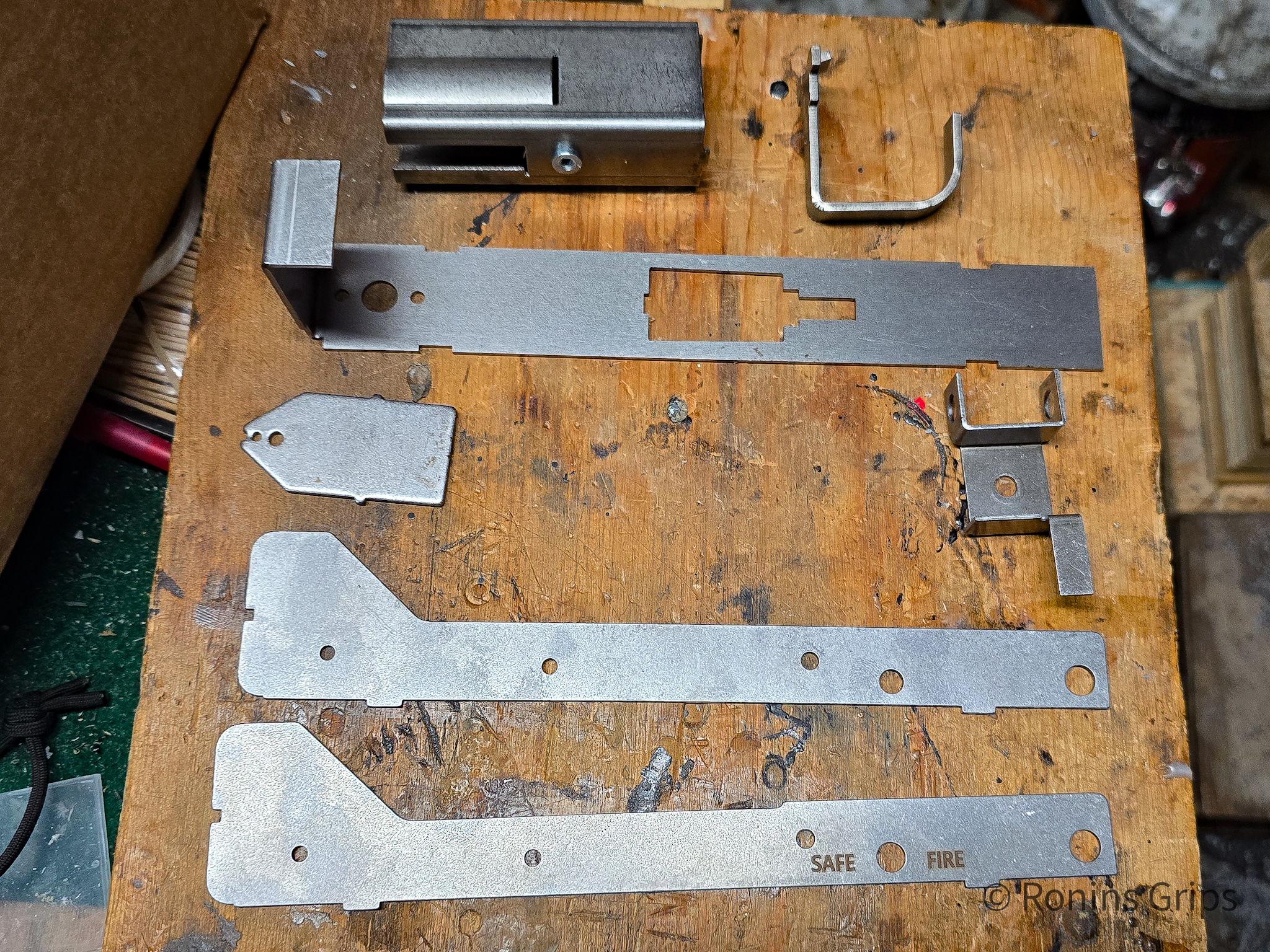
Now you have two options on the side plates – when you buy the kit, Velocity gives you a complete set of prints so you can make your own or you can buy the plates already cut and ready to go from 2D3Dlaser.com. I thought about building them but didn’t really feel like it and the 2D3D plates had really good reviews so I went with them — and I’ll tell you right now they are nicely done.
This photo has all of the parts you will weld together. Surprisingly, they are all 14 gauge cold roll steel (so were the originals). Top left is the mag well/grip assembly and to the right of it is trigger guard. The odd flare that sticks up at the back is the bullet guide. Under them is the center section. Under that to the left is the rear sight plate, and to the right of that is the front takedown pin reinforcement. It actually should be turned to the right so the holes you see on the top “U” line up with the holes in the side plates. Under those two is the left side plate – you can tell because it goes straight across the top. Finally, below that is the right plate. I paid 2D3D to print SAFE and FIRE and the selector plus you can see the small depression that aligns with the bolt carrier face and ejection port of the upper. See all of the cutouts on the center section and tabs on the other parts? Those help you align the parts.
You need a welder
First off, you need a welder that can handle 14 gauge sheet metal. I like using a MIG welder with a 75 % Argon / 25% CO2 gas – this is often referred to as “C25 gas” due to the ratio. This can generate very clean welds. The cheap flux core MIGs will work but they have a chemical known as “flux” inside the hollow steel tube that is melting to shield the weld from the atmosphere and it splatters everywhere requiring more clean up.
The best welder you can use is a TIG – those things can generate beautiful welds and there are cost effective entry level welders but they always must have a shielding gas – usually of 100% argon. I spent a bunch of money on a really nice TIG and couldn’t use it because my hands shake too much – I have what is called a “hereditary tremor” and fine motor work like dabbing a welding rod into a weld pool just isn’t something I can do no matter how well my arms and hands are supported.
I got by with a cheap Harbor Freight welder for years. When I decided to get a better welder with more depth and a longer duty cycle, the difference was night and day. Most of the time I am fabricating/repairing pieces of steel ranging from 1/8: to 3/8″ thick. I also have found that cheap wire is messier than good wire. I’m running Lincoln 0.035″ diameter ER70S6 wire.This is two parts of the test coupons I bought from Amazon. They give you a bunch of test areas with the pieces they send you and it’s worth it – unless you just happen to have scrap 14 gauge cold roll steel laying around.Welding is not the same as gluing. Technically you are doing fusion welding. The filler metal being introduced is molten and fuses the two metal pieces together., You don’t want the weld to be superficial or so hot that the steel is running/flowing away either. I did this test coupon and tried as hard as I could to separate it or bend it and I couldn’t. If it had pulled apart or broken easily then I would have known I needed to adjust my welder – probably by dialing up the heat. My point is that the weld fuses the pieces together and then you can sand the bead down if you want to. My beads always look like crap so I always sand them down with a grinder or flap sander.The Millermatic 211 MIG welder can automate some of the settings. In the top middle, it is set to C25 gas. Note it can use C100 and flux core plus has an aluminum setting. On the bottom right, I can manually set the wire feed speed or just specify the diameter of 0.035″, which I did here. The Autoset Thickness dial on the left lets me control the volts. If you are wondering why volts and not amps are being set, it is because the Millermatic uses an inverter and you adjust the voltage instead for a better arc and uses less power. On the test coupons, I found I got the level of penetration I wanted with the dial closer to 6. The 14 gauge recommended setting is from 5-6.
I really like Miller welders and Lincolns are good too but you are going to pony up money for either one. If you plan on using your welder a lot buy the best you can afford. Thickness, duty cycle and the quality of the weld all depend on the quality of the electronics in the welders.
If you are new to welding get either a 120 or 240 volt MIG welder. MIGs just make life easier as the welder feeds the steel wire into the weld and the wire is the electrode that is conducting electricity and melting. It’s surprisingly straight forward for a person new to welding. You can start with flux but gas is better – some welders can do either and that would give you some flexibility.
Now one thing that also is critical with a welder is a helmet. The arc from a MIG can really mess up your eyes as it generates quite a bit of UV radiation. I like auto-darkening masks because I can see good and when the arc triggers the lens jumps to the specified level of shielding. I’m currently using an Antra and really like it. A good mask will trigger fast, go darker and usually have both solar and battery backup power. I also keep it in a helmet back to protect it.
By the way, avoid cheap no-name auto darkening helmets. If they are slow to trip and go dark then more damage happens to your eyes. Some guys like permanently shaded helmets so they don’t have to worry about batteries, cumulative effects, etc. They lift their helmet up, position everything and then do a head bob motion so the visor comes down and away they weld. The choice is yours.
This is my third or fourth welding helmet over the years. It is an Antra True Color Wide Shade helmet. Also on table, you can see one of my welding glove sets. The MIG gun is resting in a magnetic clamp holder and it’s all sitting on my Harbor Freight small welding table. I have a big Dewalt welding table for larger jobs.
Cover yourself up
Last welding comment – cover up. There are two reasons for this. First, the UV radiation will give you a really nasty radiation burn that is deeper than a sunburn. I wear a long sleeve shirt and pants. It’s not happened to me (honestly) but I’ve talked to guys who were wearing shorts and welding crouched down and they burned the inside of their thighs so walking absolutely sucked for them – two guys and they both said “I didn’t think I was going to weld long enough for it to matter. It wasn’t me because I own mistakes so others can learn – I sure learned from them.
The second reason to cover up is that welding generates “spatter” – little droplets of steel that can get blown off and cause small burns. Shit happens. I’ve been burned through just about everything at one time or another and being covered up just reduces the odds. Guys who weld a lot will wear a leather apron, jeans and safety boots.
Always wear welding gloves for a boat load of reasons – spatter, protection and insulation from heat as you weld. Gloves also reduce the odds of burning the crap out of yourself when you accidentally grab/catch something hot.
You’ll need a collection of clamps
In addition to the welder, you are going to need clamps. How many kind of depends on how you clamp everything together. BTW, plastic clamps can hold stuff but don’t weld anywhere near them or they will melt. There are C-clamp assortments on Amazon.
I took a quick photo of a box I had clamps sitting in for this project. I have 3-4x this many clamps.
You’ll see I have a variety of 1″, 1.5″, 2″, and 3″ clamps plus one 6″ clamp for the handle. How many you need of each depends on how you decide to do your welding. A couple of pieces of scrap metal will also help with your clamping so you can apply even pressure.
In general, you need to securely clamp what you are welding so stuff doesn’t move. The better job of clamping you do, the less rework you are going to experience from things shifting.
Various sizes of magnetic welding clamps come in handy too. I have all different sizes ranging from pretty small – maybe 1-2″ and then up to 4-5″. The come in handy for holding work in place and keeping it from sliding around. There are a lot of options on Amazon.
The actual clamping and welding
I planned to do three receivers – two pistols and one rifle. So, I tried welding three different ways:
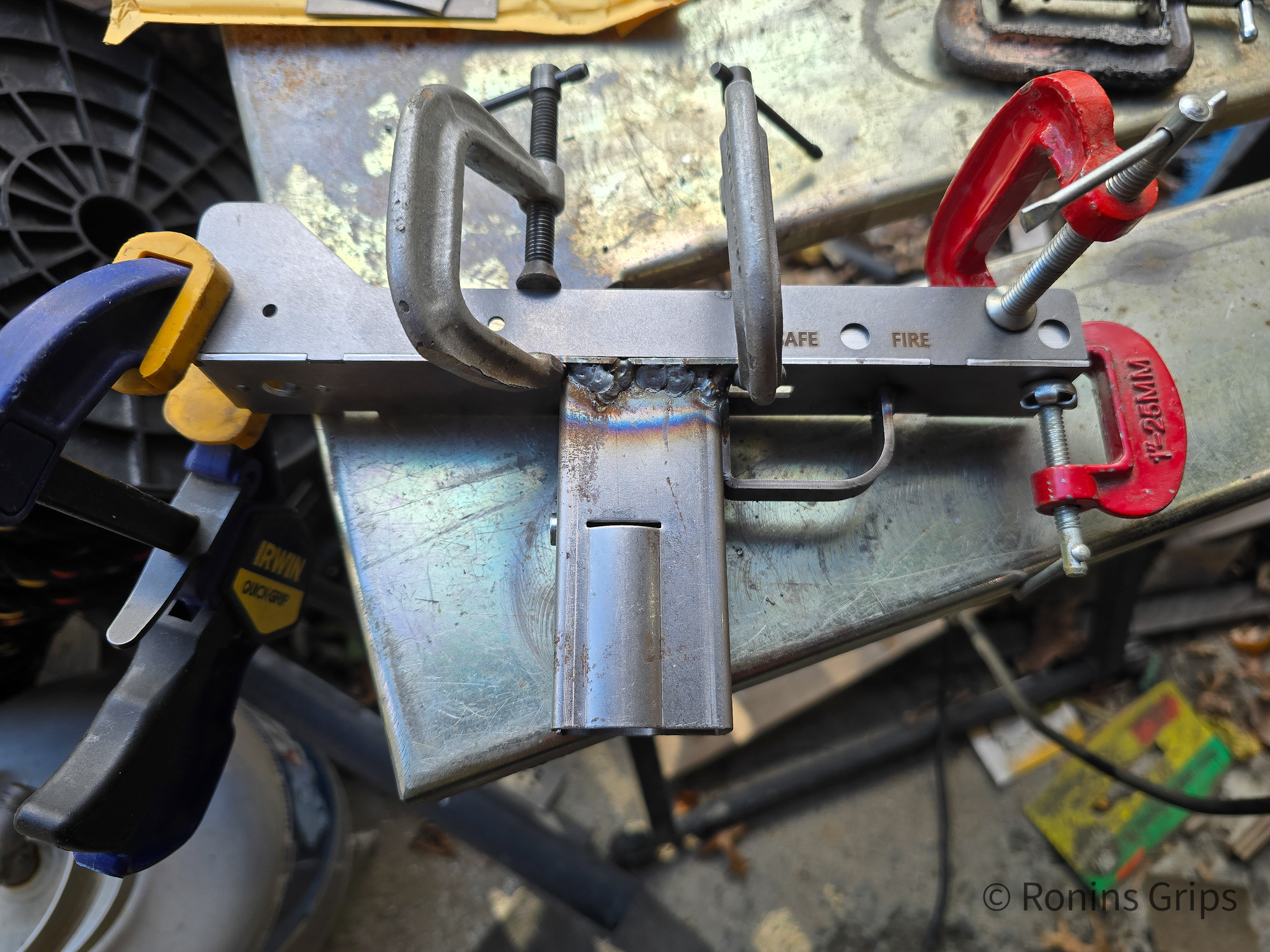
First Receiver: I clamped the grip, trigger guard and center section together, welded them and then used a right angle piece of aluminum to clamp the right side plate into position welded that, did the same for the right side plate and then the center reinforcement plate. Then I welded in the rear sight.
I tried to do the trigger guard, grip and center section all at once. A 6″ clamp and two pieces of 1/8″ thick scrap metal were used to evenly clamp the grip to the center support. A 2″ clamp was used to secure the trigger guard to the grip.When you weld sheet metal, do not just pour on the heat. If the sheet metal gets too hot it will sag/melt. It will also likely warp. To avoid this, tack weld the pieces together first. Tack welds are small spot welds. When everything is tacked, go back and weld small sections at a time rotating a round to keep the heat and warping low. I did not do the above all at once. Note you do not weld the back of t he grip or you will block the black plastic grip assembly.I inserted a piece of right angle aluminum in the front and clamped down the one side. You do not heed the right angle – the center reinforcement is plenty but I did not know this yet.I welded the slide plates on – first with tack welds and then increasing the welds. A 21/64ths” drill bit shank holding the center reinforcement in place prior to doing a spot weld in the visible hole. I did not weld the top rear of the receiver to allow for tuning. The red objects are magnetic clamps.I did a weld in the middle and then on the sides just to make sure things don’t move later.The welds look like crap you say? Yeah – but if I can pull this off so can you. I shoot single welds and aim for good penetration due to my tremor. Then I grind/sand to clean up.I use a Ryobi 18volt 4.5″ grinder with a 7/8″ arbor and use Neiko 40 grit flap sanding discs. I like the Neikos because they are thicker than cheaper models and the grit seems to last really well. I did not wear out one disc doing all three receivers.So the Neiko flap sander did the bulk of the crude work. I did use a 120 grit disc to quickly clean up the three receivers before I abrasive blasted and parkerized them.40 grit sand paper in a grinder can take off material fast – even steel. I’d recommend having the work at a comfortable height secured in a vise. The wood inserts you see are something I slapped together for my big 6″ outdoor vise to hold the receivers and not tear them up. The vise has hardened jaws and would chew up the mild steel receivers if they were holding them directly. At any rate, be conscious of the angle of your grinder and focus on knocking the beads down. Take care not to let the grinder remove/thin out the base sheet metal.Done for now. I later levelled most of it our using a 120 grit flap sanding disc before abrasive blasting. The whole point of this is to fusion weld the pieces together and remove the extra beads. I then used a sanding mop to round over the right angles on the sides. By the way, these are for my own use. I’m not selling them so they just have to be good enough to me.
Lessons learned: 1) Don’t need the aluminum right angle to orient the side plates. The rear bend in the center section and the takedown pin reinforcement can hold it just fine. This dawned on me as I was sliding the reinforcement section into position. 2) a piece of sheet metal on top of the side plates would probably be a better way to secure them. 3) Also, I really needed to connect the ground straight to the receiver to get a better connection.
Second Receiver: I clamped the trigger guard, grip and center support together and welded them. Then I inserted the front reinforcement and clamped the side plates at the front, back, middle and welded. I then did the rear sight plate.
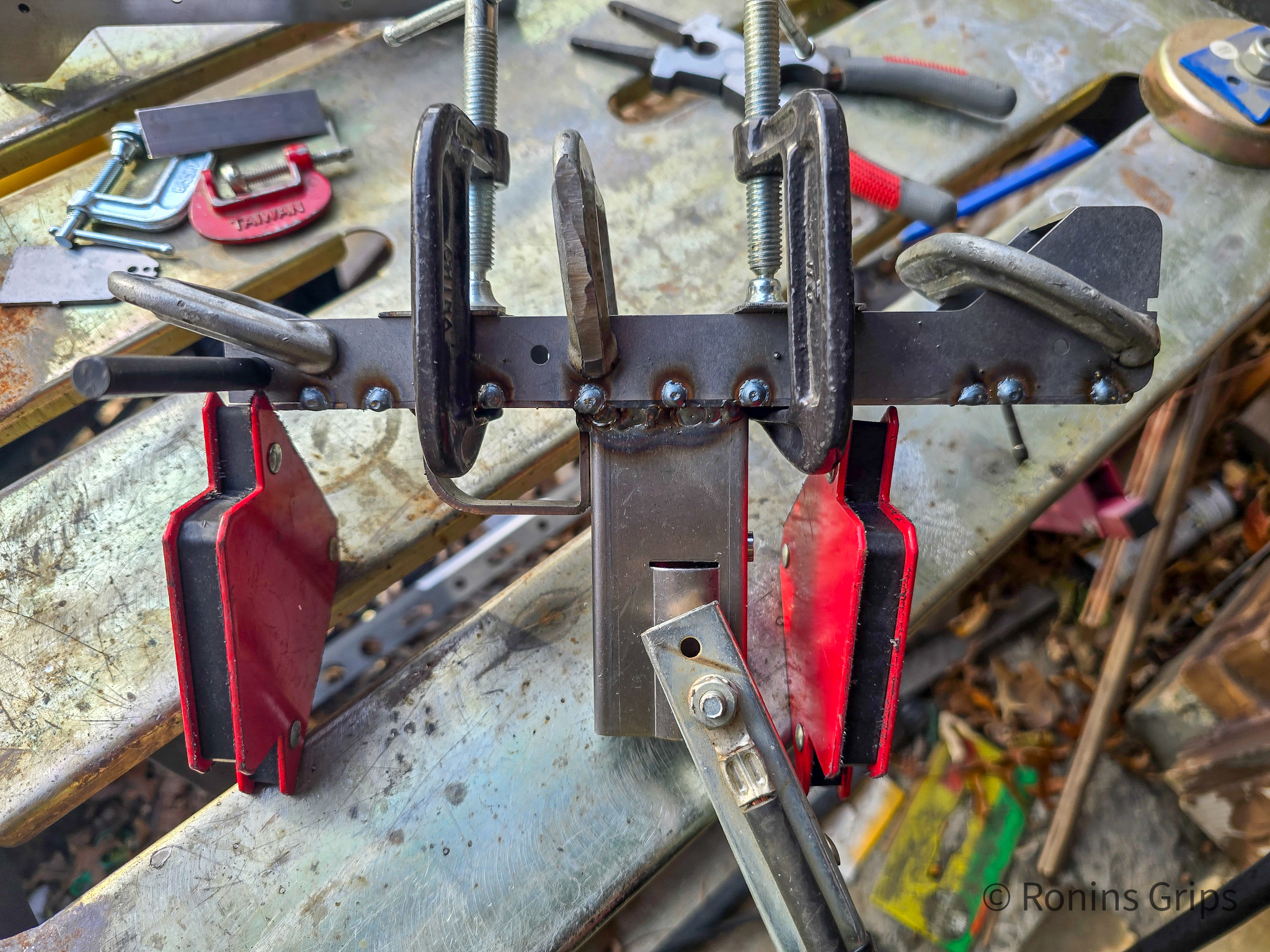
So the second one started in a very similar manner.But this time, I took more photos and with better lighting.Tack welds are in.I was clipping right along feeling good about stuff but broke a cardinal rule – I didn’t check the clamps and the workpieces. The magwell/grip is true but trigger guard assembly cocked sideways somehow and was no longer perpendicular with the center section. Well crap! So, I used a Dremel with a cutting wheel to cut off the trigger guard and welded it square. I used pliers to true the bullet guide so it was perpendicular the way it should be with the receiver. The slot you see is where one of the side plate tabs went into the recess on the center section. I welded them closed and ground them flat later.I used plenty of clamps to make sure nothing else moved and then did the spot welds. Note the ground is right on the receiver. The magnets are keeping the assembly from moving. You can see the spot welds. I would then move around welding a bit at a time to avoid warping or sagging. There is a 21/64ths transfer punch aligning the center takedown pin reinforcement.To be clear, I welded the center section after the side plates were welded in. The I pulled out the alignment pin – in this case a 21/64″ transfer punch.Clamped getting ready for the flap sander. Note, I would need to move the receiver around about 4 times to get all of the material off. It was never in one go.A good chunk of the weld bead on that side was gone at this point.Two roughed in receivers. No finish sanding yet.
Lessons learned: 1) Check your clamps and work to make sure nothing shifted. I could have kicked myself – that was such a basic mistake. 2) the center section may not be true – use some scraps of metal to pull the center section and side plates together. 3) More clamps are better than fewer clamps. 4) Maybe I should try welding the trigger guard by itself first – and I did that with the next one.
Third Receiver: Clamped the trigger guard to the center section and welded it. Positioned the magwell/grip, clamped and welded it. I then positioned the front reinforcement piece, clamped the side plates and welded.
Through the use of magnetic clamps, I made sure the trigger guard was all of the way forward, true and tacked it in place. Then I moved on to the magwell/grip.So then I clamped the magwell in place, did the tack welds and then welded it all in.I’m holding it together but see how the plates are held vertically by the bullet guide and the front reinforcement? The trick is to properly locate everything and then clamp it.So I’m welding along the seam. What you can’t see is that I let it get too hot and I pushed through the other side in a few placesI welded in the ceterpiece. You can see the 21/64″ hole center punch aligning everything.Finishing up the weld on the seam.Welded in the rear sight plate. I welded the bottom edge closed so I could clean it up later – I did this on all three.I inspected the bottom of all three also. I added beads on all three receivers so I could get good penetration, fill in the slots where the tabs went and have a right angle I could then sand over. Again, note no weld on the rear of the mag well.Time to sand it down and clean it up.Again, we sand down all of the beads and clean things up.And number three was done awaiting finish sanding and parkerizing… or so I thought.,
Testing & cleaning up
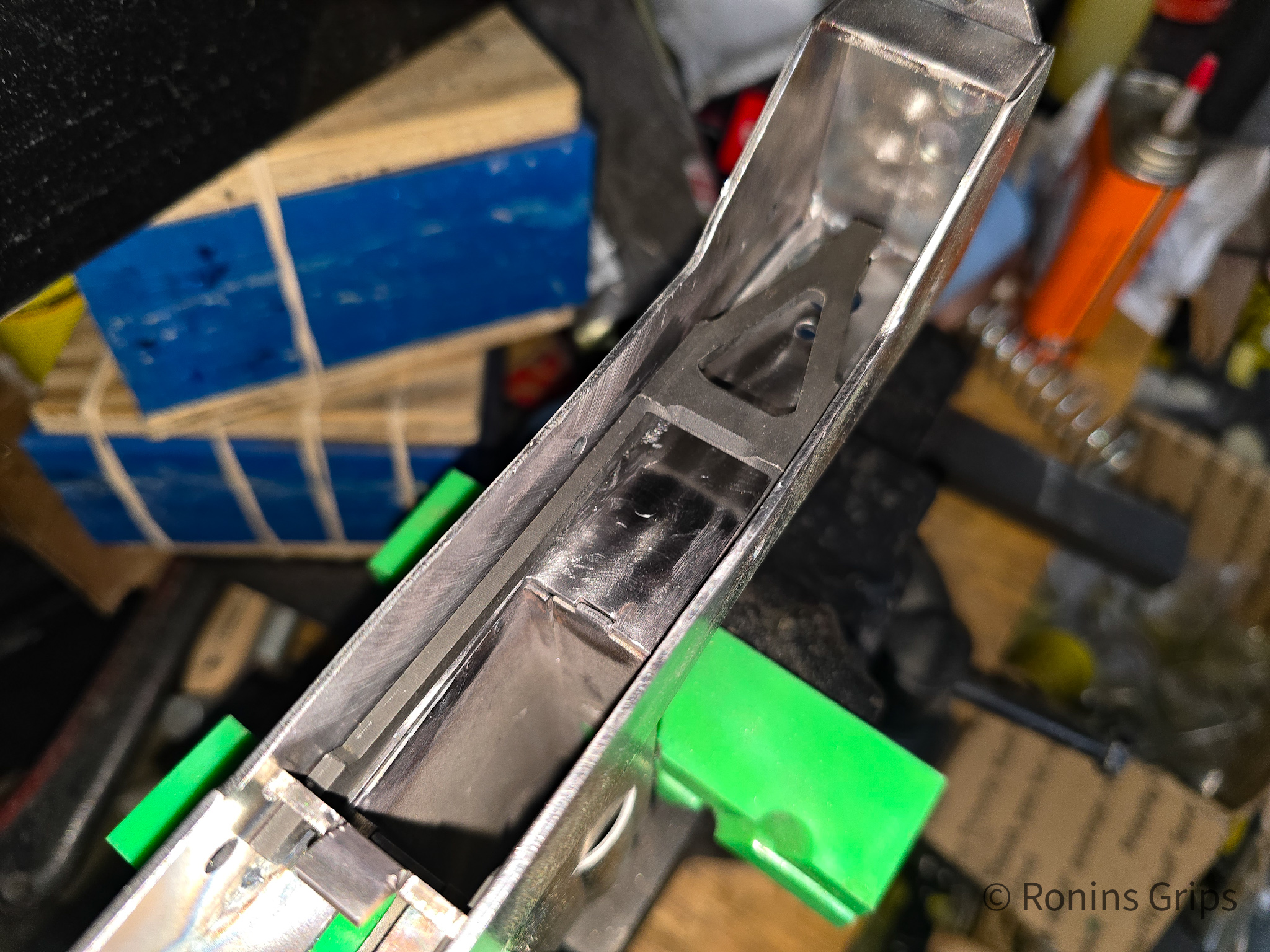
Okay, you need to make sure thee sear plate can slide from the back all the way to the forward towards the center support. The reason being is that if you have any welds interfering with it’s ability to slide forward or the trigger bar, your action is going to be messed up. If you have welds in the way, you are going to need to grind them down.
The sear plate must be able to smoothly slide forward and backward and not have any welds in the way.
This is one of those things where avoiding them up front my not going crazy with the heat would have been a good idea on my part. My first two were great. My third receiver had issues and I even know when I did it.
So far, things were going smooth. The VMAC9 lowers were welded together awaiting next steps. In the next post, I will cover how to given them a nice black manganese parkerized finish.
I hope this helps you out.
Note, I have to buy all of my parts – nothing here was paid for by sponsors, etc. I do make a small amount if you click on an ad and buy something but that is it. You’re getting my real opinion on stuff.
If you find this post useful, please share the link on Facebook, with your friends, etc. Your support is much appreciated and if you have any feedback, please email me at in**@*********ps.com. Please note that for links to other websites, we are only paid if there is an affiliate program such as Avantlink, Impact, Amazon and eBay and only if you purchase something. If you’d like to directly contribute towards our continued reporting, please visit our funding page.